
嘉峪检测网 2019-09-29 09:27
导读:涂层孔隙率是描述涂层密实度的一个度量单位,是反映涂层质量的定量指标之一。
孔隙率是涂层到基体通道中单位面积上气孔的数目,以气孔数/厘米2表示。也有用涂层材料中气孔的体积占涂层几何体积的比值计量孔隙率,以%表示,涂层几何体积是涂层厚度和它的面积的乘积。另外,也有用密度比(涂层密度/涂层材料实际密度)来表示孔隙率的,它是靠测量涂层的密度同喷涂前原涂层材料的密度相比较而确定的。例如,等离子涂层的理论密度从85%到93%之间变化。
喷涂加工不论采用哪种方式,都是使高温微粒在基体表面叠层形成保护涂层的加工方法,所以喷涂层内必然含有气孔。喷涂粒子熔融状态越好,速度越快涂层结构越致密。喷涂层的孔隙率通常为5%~15%左右;当涂层厚度在0.2 mm以下时,常存在贯穿型气孔。
涂层孔隙率是描述涂层密实度的一个度量单位,是反映涂层质量的定量指标之一。它可直接影响到涂层的防护性能,作为耐磨涂层,涂层内的孔洞可用来保存润滑剂、容纳磨粒,使涂层更耐磨。但若用于耐热或腐蚀工况条件时,腐蚀介质会通过孔洞浸透到基材表面,不仅有害于耐蚀性能,还会使结合强度降低,易产生剥离。用于耐热、耐蚀等环境的涂层,必须进行孔隙率测定。
涂层孔隙率实质上是涂层材料在喷涂前后的体积膨胀率,即定义涂层孔隙率为涂层材料在喷涂前后体积的相对变化率,可以表示为:
式中,V0—喷涂前的体积;V—喷涂后的体积
但是测量喷涂前后的材料体积有困难,所以实际是测量喷涂后涂层体积和空隙体积,则式中V0应为涂层体积,△V应为体积变化,即孔隙体积。另外由于质量不变时,体积与密度的反比关系,又有用密度变化表示涂层孔隙率的,即

式中ρ0—喷涂前的密度;ρ—喷涂后的密度。而且ρ0>ρ,α>0,即测量喷涂前后的密度变化。
检测涂层孔隙率有可以根据孔隙率的物理定义直接测量,有多种方法,例如浮力法、直接秤量法,后来又出现了电解着色法、渗透液体的秤量法、高压放电法和灰度法等。
1. 直接称量法
此方法同涂层密度测试方法,可根据涂层材料的相对密度,利用下式可简单计算出喷涂层的孔隙率。
ε=(1-ρa/ρ)×100%
式中ε为喷涂层孔隙率;ρa为喷涂层的表观密度;ρ为喷涂材料的真密度。
另外,在能够以准确的尺寸对涂层进行精加工时,可从精加工试样的尺寸及其重量以及涂层材料的相对密度来直接计算孔隙率。
涂层材料的相对密度是计算孔隙率的基础。但由于涂层内含有在喷涂过程中产生的氧化物等原因,因而使涂层相对密度与原材料的相对密度有所不同。所以,这样测得的孔隙率值,起码含有因此产生相变的喷涂材料,在测定时,必须注意涂层材质的变化。
ε=(1-ρa/ρ)×100%
2. 浮力法
试验步骤如下:
(1)将涂层与基体剥离,外观上不应有明显的凸凹不平。
(2)将涂层试片放在105~120 ℃的烤箱中干燥约2h,使质量达到恒定,称出干燥质量m1。
(3)将干燥后的试片浸入室温的蒸馏水中,并在真空下浸润排气,当气泡排完后取出称重,将此试片称之为饱和水试片。而后用直径0.5 mm以下的细金属丝将饱和水试件悬挂于水中称重,扣除金属丝质量后的称量值作为饱和水试样的水中质量m2。
(4)将饱和水试样从水中取出,迅速用湿布擦干并称重,以此作为饱和水试件的质量m3。则表面孔隙率可由下式计算:
表面孔隙率(开孔孔隙率)ε=(m3-m1)/(m3-m2)×100%
3. 喷涂层电解着色法
使用电解着色可直接显示出孔隙的分布、形状及大小,测试装置示意图如图1所示。试样尺寸为40×60 mm。
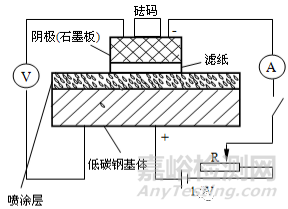
图1 电解着色示意图
试验溶液(以铝为例)为K3Fe(CN)610g/L+K4Fe(CN)6·3H2O10g/L+NaCl60g/L的水溶液,试验温度16~28.5 ℃。试验方法如下:
(1)在铁板上喷涂0.05~0.07 mm厚度的铝,并按规定制成标准尺寸的试样。
(2)将滤纸浸入试验溶液中浸透,按图9-4所示,将滤纸置于阴极与涂层之间,压上砝码,以保证接触良好。
(3)通直流电电解,电流密度为2 mA/cm2,时间为5 min。
(4)电解后取出滤纸,喷涂层中的气孔在滤纸的相应位置上被准确着色,有气孔处呈深蓝色,其余部分为蓝色,用肉眼或20倍放大镜查气孔数量,即可得到孔隙率。
4. 渗透液体的秤量法
渗透液体的秤量法是先将涂层试样从基体上剥下来,然后测量涂层试样的重量,再将试样浸入甲苯中沸腾1h,最后测量试样在甲苯中的重量。因为甲苯可以通过涂层内的连通气孔迅速向内部渗透,所以可测知与表面不连通的气孔的孔隙率。测量后,再把试样置于减压下进行加热,看试样是否恢复到原来的质量。
5. 高压放电试验
该试验为一种适用于陶瓷涂层的孔隙率检验方法。
对于有耐腐蚀要求的陶瓷涂层,通常要在喷涂后进行封孔处理,该试验的主要目的是检验封孔效果的好坏。前述的孔隙电解着色法与该试验具有同样效果。
本试验的基本原理,如图2所示。当陶瓷涂层中存在贯穿型气孔时,高电压端子与基材之间通过贯穿性气孔会产生火花放电现象,火花放电的强弱就说明了贯穿性气孔的存在状态。输出电压为直流或交流,最高电压3 kV,短路电流小于5 mA。测试时,高电压端子置于基材面上涂层厚度的2~2.5倍的位置上,调整输出电压以使火花产生。
在对与产品相一致的试样进行高压放电试验前,应事先在模拟试样上测试,制定出不导致破坏封孔剂的电压规范,然后再对正式试样进行测试。
应注意将接地端子与基材相连接,高压端子轻触涂层表面,平稳移动,根据火花的有无来确定气孔的有无。

图2 高压放电式空隙率试验法
6. 根据透气性进行比较的方法
虽然不可能直接推断孔隙率,但可以通过对涂层透气性的测量来间接的进行比较。透气性是气体通过涂层内的一种性质。它与气孔的存在有密切的关系,但不一定以孔隙率的大小表示。孔隙率仅仅表示涂层内气孔存在的量,而透气性还要受涂层结构方向性的影响。所以,对于耐蚀、耐热的涂层,是作为一个重要性能指标来讨论的。可以通过对透气性的测量来间接的比较涂层的孔隙率。
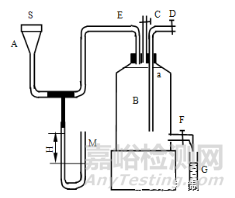
图3透气性的测定装置
虽然测定涂层透气性的方法及其表示方法有许多种,但大体上都是用如图3所示的装置来进行的。把从基体上取下的涂层试样S置于接受台A上,并用石蜡将其粘结封住不使漏气。此时必须注意石蜡不能粘到有效透气面积A(cm2)。打开阀门C,使水从D中注入容器B,到达标线a处。再将阀门C,D关闭,打开阀门E、F,使容器内的水流出。这样,容器内的压力在大气压以下,空气就会通过试样A的气孔流入。这时,调节阀门的开关,使压力计M的水位差H(cm)保持一定,也就是使空气流入状态稳定。这样,根据从阀门F流入量筒G的水,可测出流出W(cm3)体积的水所需要的时间。这个时间就是W体积的空气流入时所需的时间t(s)。
7.金相法
金相法测定涂层的孔隙率是在显微镜局部区域孔隙所占的比例来测算。如显微镜具备图像分析功能,则可方便的得到孔隙率的大小。金相法中常用的有栅格法及截面定向截取法。
栅格法是在目镜带有100个栅格的视场下测定,选20个视场来观察,测出每个视场中孔隙所占的格数,并将20个视场的孔隙所占的总格数同总视场的格数相比,比值即为涂层的孔隙率。
截面定向截取法是在带“十”字刻度的目镜下测定以“十”字中心为参考点,连续移动20个视场,测出“十”字中心经过孔隙的长度之和与连续移动的总长度之比,比值即为涂层的孔隙度。
涂层金相检验法最主要的特点是快速、敏捷,以不产生伪表面为限。切片的研磨、抛光时间应尽可能短,并应避免采用超声波清洗,以防引起涂层粒子脱落,而影响检测结果。
近年来,随着图象分析软件的普及,在用金相法测试孔隙率时,越来越多的研究者使用图象分析法。测试时选取若干个视场,记录下图象,通过计算机对图象进行对比度,使之色调高度分离,然后用分析软件直接得到孔隙在涂层中的面积比,使用此法时应注意,避免将某些夹杂物也计算到孔隙里面去。
参考文献:《热喷涂材料》

来源:Internet