
嘉峪检测网 2020-07-15 16:27
导读:某电厂3号锅炉3B引风机投用2a(年)后在运行中突然跳闸,检查后发现其二级动叶片全部变形,其中一片已从根部断裂,另一片发生开裂。
锅炉引风机
锅炉引风机作为锅炉的烟气排出和送风设备,在运行中其叶片要经受烟气中飞灰的不断冲蚀,因此要求引风机叶片材料需具备良好的韧性、出色的表面耐磨性和较好的耐腐蚀性能。但由于恶劣的运行环境和复杂的受力状况,引风机叶片断裂事故仍时有发生,且不同型号和材料的引风机叶片断裂的原因通常不同。
01、事故背景
某电厂3号锅炉3B引风机投用2a(年)后在运行中突然跳闸,检查后发现其二级动叶片全部变形,其中一片已从根部断裂,另一片发生开裂。该引风机叶片材料为15MnV钢,叶片向炉面进气边(厚边)堆焊层上喷涂有Ni60+WC混合物,叶片背炉面喷涂有Ni60粉末,叶片的服役温度为90~120℃。为查明该引风机叶片断裂的原因,笔者对其进行了理化检验和分析。
一、理化检验
宏观观查
对已断裂的叶片进行宏观观查,发现叶片断裂处位于距叶片根部的1/4~1/3区域。
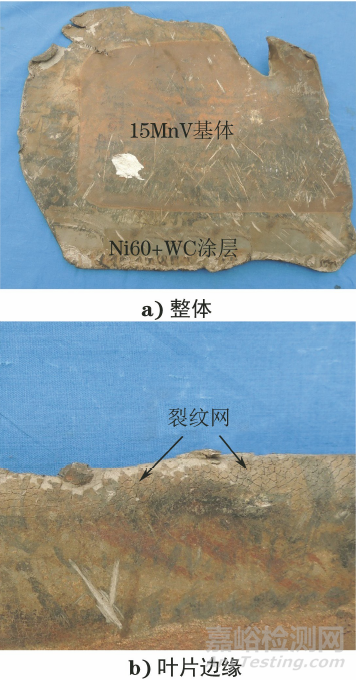
图1 断裂叶片向炉面的宏观形貌
该叶片向炉面表面已生锈呈黄色,叶片薄边处有凹槽,推测这是叶片在断裂后飞出撞击引风机内部所致,如图1a)所示。叶片向炉面边缘处涂层碎裂,形成纵横交错的裂纹网,如图1b)所示。
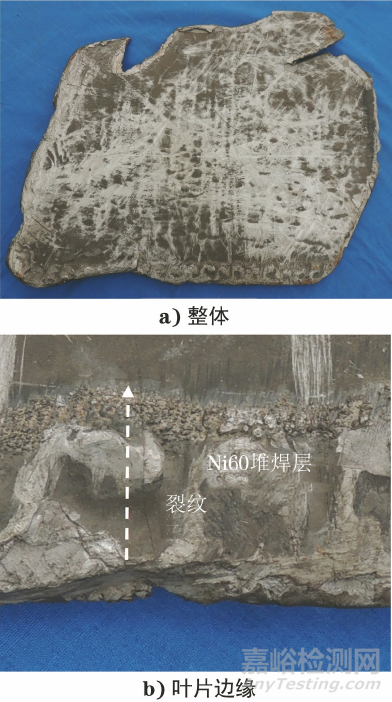
图2 断裂叶片背炉面的宏观形貌
对叶片中间区域的基体进行磁粉探伤,未发现裂纹。叶片背炉面表面比较光亮,存在很多肉眼可见的裂纹,如图2a)所示。叶片背炉面堆焊区域的裂纹由边缘向内部扩展,如图2b)所示。

图3 开裂叶片的宏观形貌
观察另一片开裂叶片,发现开裂处位于叶面1/3~1/2的中部区域,裂纹从叶片堆焊侧边缘向内部扩展,裂纹尖端已扩展到接近叶片宽度的一半,如图3所示。

图4 断裂叶片断口的宏观形貌
叶片断口被破坏无法识别出裂纹源区,如图4a)所示。叶片根部侧断口平齐,未观察到明显的塑性变形,如图4b)所示。叶片进气边(厚边)断口边缘存在损伤,如图4c)中圈出位置所示。叶片薄边断口存在断裂时撕裂的痕迹,如图4d)所示。结合图2和图3中叶片的断裂和开裂部位可以判断,裂纹起源于叶片厚边并逐渐向叶片薄边扩展,最后在叶片薄边发生断裂。
化学成分分析
在断裂叶片横截面取样,采用XL2-800型手持式合金分析仪进行化学成分分析,结果如表1所示。
表1 断裂叶片的化学成分质量分数%
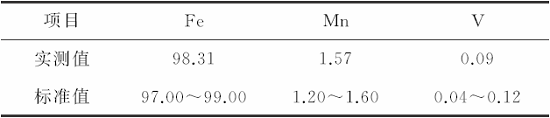
可见断裂叶片的化学成分符合GB/T 1591—2018«低合金高强度结构钢»对15MnV钢成分的技术要求。
拉伸性能试验
根据GB/T 228.1—2010«金属材料 拉伸试验第1部分:室温试验方法»,在断裂叶片上截取拉伸试样,采用CMT5205型电子万能材料试验机进行拉伸试验,结果如表2所示。
表2 断裂叶片的拉伸性能试验结果

可见叶片的抗拉强度和断后伸长率符合GB/T 1591—2018的技术要求。
金相检验
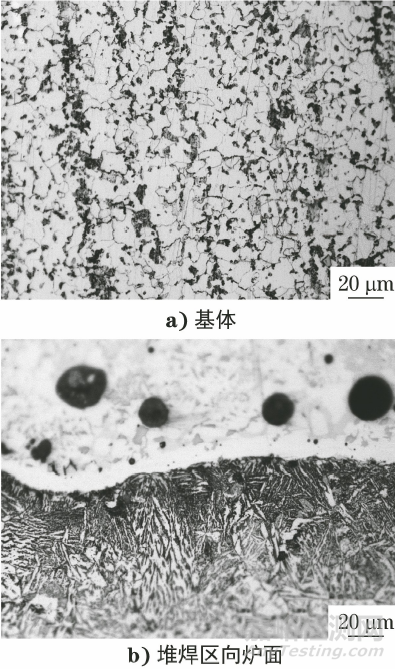
分别在断裂叶片堆焊区背炉面和向炉面、断口附近纵截面取样,试样经打磨、抛光并用体积分数为4%的硝酸酒精溶液浸蚀后,采用Axio Observer A1m型光学显微镜观察显微组织。

图5 叶片堆焊区背炉面和向炉面的显微组织
由图5可见,在叶片堆焊区背炉面涂层内部以及涂层与基体的结合面上存在孔洞,较大的孔洞直径达到100μm;涂层内部存在贯穿涂层的裂纹,并向叶片基体内部延伸。在堆焊区向炉面涂层内部存在大量块状颗粒,颗粒直径约为50μm,推测是碳化钨颗粒;涂层内部存在纵向裂纹,裂纹从涂层表面向内部扩展,且穿过界面扩展到基体。叶片断口附近纵截面基体显微组织为铁素体+珠光体,未发现明显的夹杂、气孔等缺陷,说明基体组织质量合格;叶片堆焊区向炉面显微组织为马氏体+少量铁素体,如图6所示。
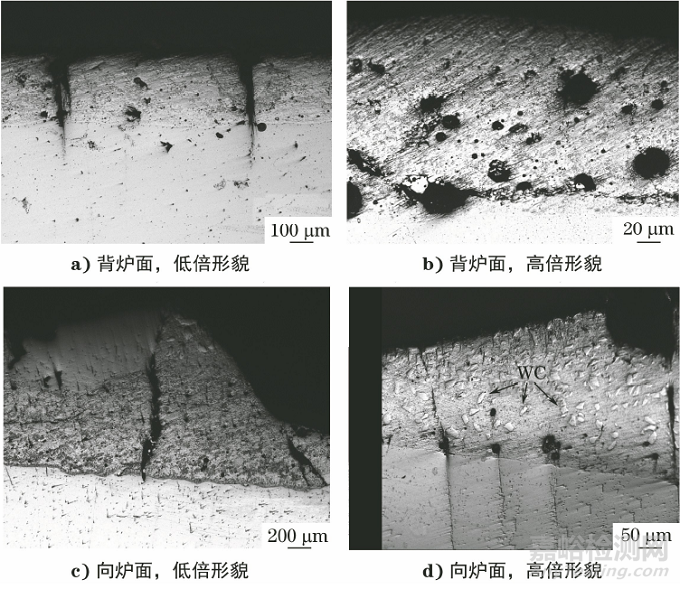
图6 叶片断口附近纵截面不同部位的显微组织
硬度测试
在断裂叶片基体、基体和堆焊层界面处取样,采用FM-810型数显显微硬度计进行维氏硬度测试,结果如表3所示。
表3 断裂叶片不同部位维氏硬度测试结果 HV0.1
可见叶片基体的维氏硬度远低于基体和堆焊层界面处的。由金相检验结果可知,基体和堆焊层界面热影响区的显微组织为马氏体+铁素体,且晶粒粗大,因而硬度较高。
二、分析与讨论
由上述理化检验结果可知,引风机叶片基体的材料符合标准要求,材料的显微组织和拉伸性能均满足标准要求。
由宏观观查结果可知,裂纹起源于叶片厚边向叶片薄边扩展,最终在薄边断裂。由金相检验结果可知,叶片厚边裂纹起源于向炉面堆焊区涂层表面及涂层与基体的界面,叶片堆焊层表面涂层内部及涂层与基体的界面处存在孔洞。裂纹起源和扩展方式有两种:一种是涂层表面产生裂纹,裂纹向涂层内部扩展,并穿过界面向基体内部扩展;另一种是在涂层与基体的界面产生裂纹,裂纹向涂层和基体内部扩展。上述裂纹贯穿堆焊层,在应力的作用下向叶片薄边不断扩展,导致叶片断裂。裂纹起源及扩展机理如图7所示。
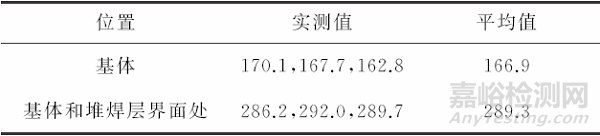
图7 裂纹起源及扩展机理示意图
引风机叶片要经受振动和烟气冲蚀,需要具有良好的韧性、耐磨性和耐腐蚀性能。在钢表面喷涂镍基碳化钨涂层可以提高钢表面耐磨性和抗冲蚀性能,因此以韧性良好的15MnV钢作为基材,在其表面喷涂耐磨耐腐蚀的Ni60(WC)涂层后所得的材料,可以实现基体具有良好冲击韧性的同时,表面具有良好的耐磨损和耐腐蚀性能,该材料非常适合用于制造引风机叶片。然而断裂叶片在厚边进行了堆焊,堆焊区组织为脆硬的马氏体+少量铁素体,内部残余应力较大,且其缺口敏感性较高。在堆焊层表面进行Ni60(WC)涂层热喷涂时,熔融粒子与基体的温差较大,且涂层与基体的热膨胀系数不同,这导致涂层与基体界面的残余应力增大。由于喷涂工艺不当,在涂层内部及涂层和基体的界面处产生了较多孔洞,成为涂层及涂层和基体界面的薄弱区。引风机运行时,叶片一直处于高速旋转状态,叶片向炉面承受巨大的风压,导致进气边产生较大的拉应力;烟气中含有大量的飞灰及烟尘,叶片向炉面一直受到烟气高速、持续的冲刷,使叶片受到磨损。此外,在引风机运行过程中振动过大会使叶片受到不平衡力,在应力集中处萌生裂纹源导致叶片提前断裂。
综上所述,叶片厚边堆焊层未经合适的消除应力热处理,存在脆硬的马氏体组织。在堆焊层上进行的热喷涂工艺存在控制不当的问题,导致在涂层内部和涂层与基体界面产生孔洞,降低了涂层的强度和韧性,削弱了涂层与基体的结合强度。叶片服役过程中在风压、飞灰及烟尘的冲刷、振动应力以及焊接和热喷涂残余应力的综合作用下,叶片堆焊边缘的涂层表面或涂层与基体的界面发生开裂,裂纹向基体内部扩展,叶片厚边裂纹增加了厚边缺口敏感性,造成应力集中,裂纹向薄边不断扩展,最终导致叶片发生断裂。
三、结论及建议
引风机叶片厚边存在脆硬的堆焊层,在堆焊层表面进行的热喷涂工艺控制不当,导致涂层内部及涂层和基体的界面产生孔洞,降低了涂层的强度、韧性以及涂层和基体界面的结合强度,在风压、飞灰和烟尘的冲刷以及振动应力的作用下,叶片涂层表面或涂层与基体界面发生开裂,并向叶片内部扩展,造成叶片厚边缺口应力集中,裂纹不断向叶片薄边扩展,最终导致叶片发生断裂。
建议改进叶片厚边堆焊工艺或不堆焊,避免叶片厚边基体出现脆硬的马氏体组织。改进表面热喷涂工艺,提高表面涂层的质量,避免涂层内部和涂层与基体的界面产生孔洞等缺陷。
作者:陈学进,高级工程师,国投宣城发电有限责任公司

来源:Internet