
嘉峪检测网 2024-08-05 13:56
导读:本文介绍了风电铸钢行星架铸件疑似裂纹缺陷的分析及工艺改进。
某型号的风电铸钢一级行星架为风力发电齿轮箱中的重要传动部件,风电齿轮箱采用一级行星两级平行轴传动的传动方式,其中的行星轮和轴承都装配在一级行星架铸件上面。
一级行星架铸件在使用过程中是输入载荷与输出载荷的承载体,在运行过程中承受各个方向的不同载荷,目前的大型风电齿轮箱均采用行星传动,行星架是典型的低速、重载、变转矩和增速传动件,在风电齿轮箱的故障中行星传动的故障率约占40%。
因此风电齿轮箱对于行星架铸件的质量有很高的要求,一级行星架的质量可靠性直接影响风电齿轮箱能否正常运行。
1.铸件的结构和技术要求
该风电一级行星架平均壁厚在100mm左右,主体结构为输入端轴承档和输出端轴承挡之间用两个大平面和三根立柱连接,材料要求机械性能满足:
σb≥830MPa,σs≥700MPa,δ5≥12%,AKv(-40℃)≥27J。
铸件的内在质量要达到关键部位超声波探伤EN12680-2 II级以上的要求,其他部位不超过EN12680-2 III级;
表面质量要达到关键部位表面磁粉探伤达到EN1369 II级的要求,其他部位达到EN1369 III级的要求。

图1 铸件示意图
2.缺陷成因失效分析
2.1 缺陷形貌分析
在风电齿轮箱的组装过程中发现一级行星架输入端轴承孔内壁存在肉眼可见类似于裂纹的缺陷,其长度约为130mm,为确认该缺陷是否为裂纹,对该部位进行了磁粉探伤,经探伤后发现其中缺陷较长的存在断续的磁痕积聚现象,断续分布的磁痕长约2~3mm,见图2、3。
可以确认此现行缺陷不属于裂纹缺陷范畴,对于此类无法确认定性的缺陷类型,无法判断其对铸件的危害,因此对缺陷部位取样进行了本体的成分及本体金相分析。
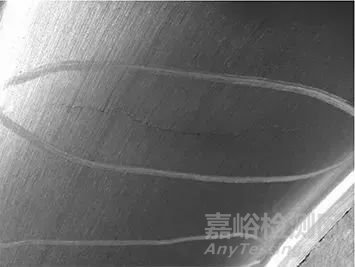
图2 缺陷宏观形貌

图3 磁粉探伤积聚情况
2.2 化学成分检查
首先在铸件的缺陷附近取样进行成份检查,其结果见表1,由此可知该风电一级行星架化学成份符合相关技术规范。

表1 风电一级行星架化学成分 ωB/%
2.3 金相检查
对疑似裂纹部位取样进行金相检查,其非金属夹杂物级别为:
Ⅰ、Ⅲ型细系2级,Ⅰ、Ⅲ型粗系1.5级,Ⅱ型2级,见图4,基体组织为回火索氏体+少量铁素体,基体硬度为249HBW,均符合技术条件要求。
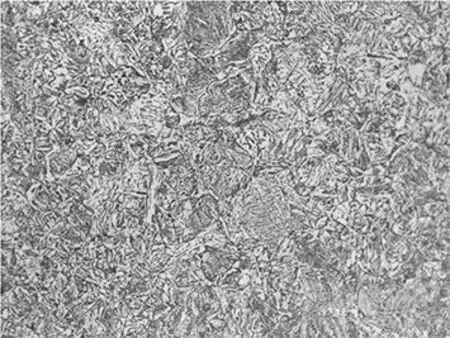
图4 基体组织(500×)
在疑似裂纹部位分段取了5个试样,所有试样经金相检查,均未在疑似缺陷部位发现裂纹,其中1#、2#、3#试样在缺陷部位发现存在明显的偏析带,偏析带宽约1mm,深度存在差异,但都超过10mm,偏析部位组织为回火索氏体,正常部位组织为回火索氏体+铁素体,偏析部位HV0.3为:361、358、369,正常部位 HV0.3 为:
287、253、265,见图5、6,其中在偏析带上存在较多的显微疏松。
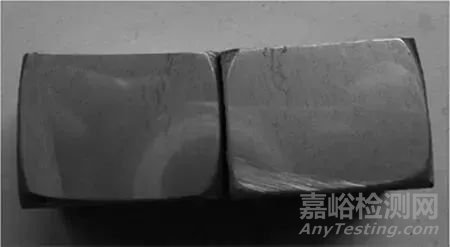
图5 试样偏析带宏观形貌(约2×)
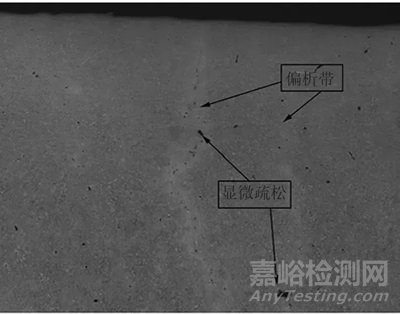
图6 偏析带组织(25×)
为了分析偏析带形成原因,分别测定了偏析带能谱成分和正常部位能谱成分进行对比,其能谱成份见图7、8,从能谱结果可知偏析部位Cr、Mn、Ni元素含量都较正常部位高,偏析带主要为成分应为合金元素偏析形成的碳化物。
3.缺陷发生原因及铸造工艺分析
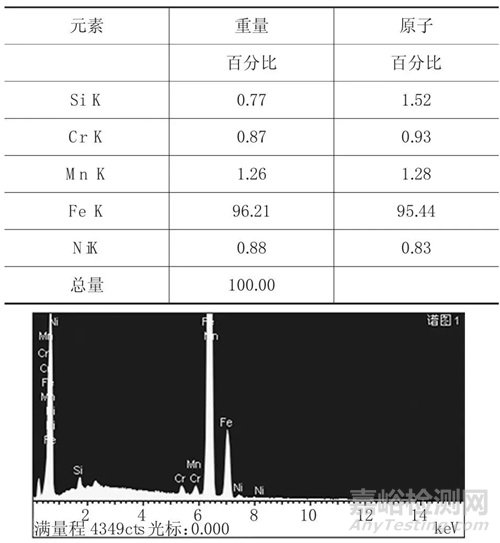
图7 偏析部位能谱成份
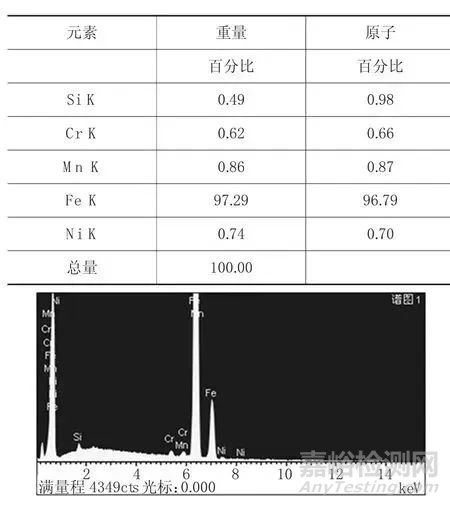
图8 正常部位能谱成份
根据以上分析内容可以表明,在一级行星架输入端轴承档内孔出现的疑似裂纹缺陷实际应该是该部位带状偏析痕迹,断续的磁痕积聚应该为铸件的显微缩松缺陷。
研究表明,铸件产生宏观偏析、缩松缩孔缺陷甚至是其他类型的凝固缺陷均与其在凝固过程中的补缩行为息息相关,因此如果要研究宏观偏析带的发生原因,必须要分析其凝固过程。
并且一级行星架铸件选用的材质为合金成分含量较高的低合金钢,合金的结晶温度范围较宽,更易产生缩松、裂纹以及宏观偏析等缺陷,并且很难通过后续的热处理措施消除。
为此借助了Magma铸造模拟分析软件,对一级行星架铸件的铸造凝固收缩过程及温度场分布情况进行了分析计算,更进一步分析铸件产生宏观偏析的原因。
从图9一级行星架的铸造工艺方案模拟结果看,一级行星架上型放置的顶冒口和内腔泥芯放置的暗冒口可以有效的对下方轴承挡和轴孔进行补缩,该铸造方案可以保证轴承挡、小孔等关键受力部位的致密度,其他非关键部位无大的的缩松倾向,不会产生缩松缺陷。
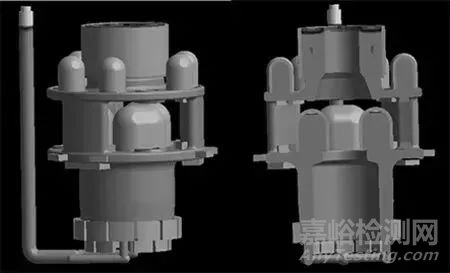
图9 一级行星架铸造工艺方案缩松计算模拟结果
随后计算了一级行星架铸造工艺方案的凝固温度场及凝固时间,结果如下图10、11所示,由图可以看到,在轴孔部位铸件的温度场分布未能按照铸钢件理想的逐层凝固的理想方式进行,凝固时的温度梯度偏小,合金结晶凝固温度范围很宽,容易形成糊状凝固,铸件内部会形成微小的缩松。并且从图11可以看到在轴孔靠根部部位的凝固时间约为5000s,其余部位的凝固时间约在1500s左右,铸件轴孔靠根部部位凝固时间过长,很容易造成合金的宏观偏析。
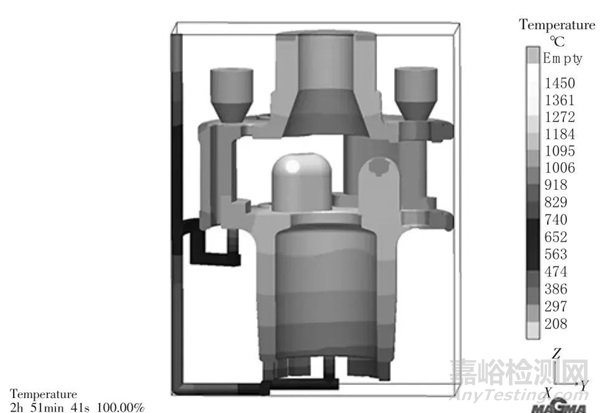
图10 一级行星架凝固温度场
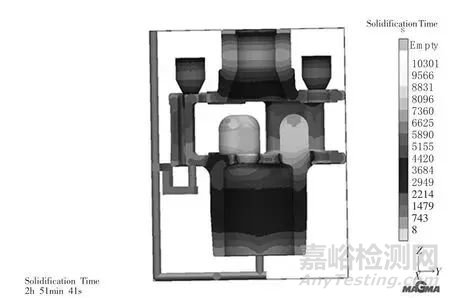
图11 一级行星架凝固时间
4.解决措施及工艺改进
为了解决一级行星架铸件的宏观偏析问题,在后续生产时制定了如下改进措施:
(1)在一级行星架输入端轴承孔外侧增加一圈冷铁,增加对轴承孔末端的激冷作用,降低行星架内腔三个发热冒口对轴承孔需要补缩的距离,提升冒口的补缩作用,保证轴承孔补缩充分,避免产生显微缩松,同时缩减轴承孔的凝固时间。
(2)调整轴承孔内腔泥芯制作方式,泥芯面层30~50mm,采用铬铁矿砂制作,提升轴承孔内部泥芯的散热能力,尽量降低轴承孔的凝固时间,防止形成宏观偏析。
(3)严格控制铸件的浇注温度,对于厚大铸件将其浇注温度控制在1550~1565℃,在较低的温度下浇注,尽量减少厚大部位的凝固时间。
对更改后的工艺方案,采用Magma模拟计算的方式分析了一级行星架的铸件凝固过程的温度场分布情况,具体见图12、13,从温度场分布可以看到,铸件凝固时的温度梯度有了明显的改善,符合合金铸钢理想的逐层凝固的凝固方式,并且轴承孔区域的凝固时间约为4000s,较之前缩短了1000s以上,可以有效地改善铸件的显微缩松和宏观偏析问题。
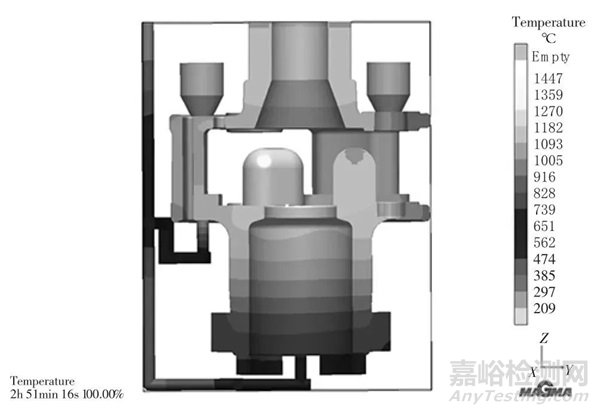
图12 工艺更改后一级行星架凝固温度场
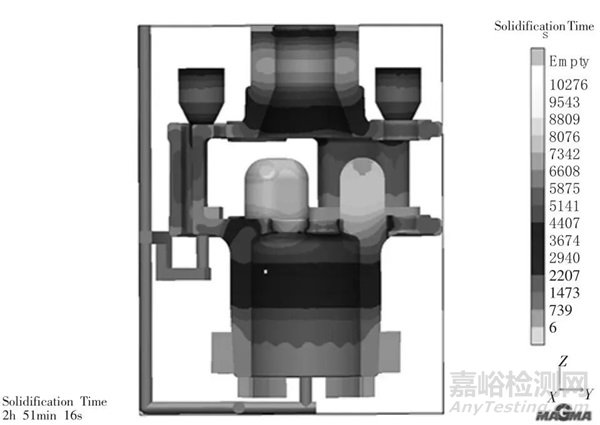
图13 工艺更改后一级行星架凝固时间
根据优化后的铸造工艺重新浇注生产了16件一级行星架铸件,交付精加工,之后观察轴承孔内壁并进行磁粉探伤,均未再发现宏观偏析缺陷,避免了废品产生,改善效果理想。
5.结论
(1)针对一级行星架铸件表面疑似裂纹缺陷进行了缺陷确认和原因分析,确认表面疑似裂纹缺陷实际为铸件凝固过程形成的宏观偏析带;
(2)通过Magma模拟分析,优化了铸件的生产工艺,对缺陷部位增加外冷铁并改进制芯工艺,解决了一级行星架铸件的宏观偏析问题。

来源:Internet