
嘉峪检测网 2024-09-10 14:55
导读:本文使用ProCAST 软件,以水口数量为变量,采用下铸法对超大宽厚比钢锭充型和凝固过程进行数值模拟分析,预测缺陷产生的可能性,为超大宽厚比钢锭的设计和工艺操作提供参考。
利用模铸扁钢锭生产中厚板的工艺与连铸坯相比,具有便于冶炼特种钢、适合生产小批量钢材以及实现较大轧制压缩比等优势。模铸扁锭通常需要初轧开坯方可进行轧制,而超大宽厚比扁钢锭形状接近成品板坯,可不经粗轧直接精轧,降低生产成本。超大宽厚比扁钢锭窄面间距大而宽面间距小,传统的单水口浇铸钢液循环范围无法到达窄面,而离水口近的宽面受钢液冲刷,易出现卷渣、疏松缩孔、偏析及微裂纹等问题,严重影响钢锭质量及后续的轧制过程。企业存在实际需求,但超大宽厚比扁钢锭的设计和应用在生产中并没有过多的经验积累,缺少对超大宽厚比扁锭开展稳定浇铸并保证凝固质量的研究。
1993年,李晶等首次在国内提出扁锭多水口浇铸技术,研究表明,在大宽厚比钢锭浇铸过程中,采用多水口浇铸有利于减少浇注和凝固时的缺陷。近年来,普遍用数值模拟方法研究钢锭浇铸过程的流场和温度场,并用于缺陷控制和工艺参数确定。周同军等使用有限元软件模拟大钢锭浇铸时的温度场趋势和疏松分布,证明其锭型设计的合理性。黄仁和等使用上铸法对大宽厚比扁锭浇铸过程进行数值模拟,发现双水口浇铸的搅拌能力和夹杂物去除率均高于单水口浇铸。张兴彬等研究上铸大宽厚比扁锭的流场和温度场,发现双水口浇铸扁锭时,充型液面平稳,凝固时等温线较单水口浇铸更为平直。目前,针对浇铸大宽厚比扁锭的研究主要采用上铸法铸锭,关于多水口下铸大宽厚比扁锭的研究极少。鉴于此,本文使用ProCAST 软件,以水口数量为变量,采用下铸法对超大宽厚比钢锭充型和凝固过程进行数值模拟分析,预测缺陷产生的可能性,为超大宽厚比钢锭的设计和工艺操作提供参考。
1、 钢锭和锭模的设计
1.1 钢锭设计
国内某中小型钢铁企业缺少连铸设备,采用模铸扁锭生产中厚板,为了降低成本,简化生产工艺,设计可直接轧制的超大宽厚比扁锭生产中厚板。
超大宽厚比扁锭采用上大下小锭型,冒容比取16.7%。冒部重3.51t,本体重17.49t。钢锭的锥度取0.67%,主要满足脱模需要,同时保证平面板形矩形化,减少切损。为了满足实际需求,钢锭锭身横截面设计为矩形,高为1500mm,大头宽6010mm、厚260mm,小头宽5990mm、厚240mm。钢锭本体平均宽厚比24,高厚比6。钢锭采用大面预起拱措施,大面起拱高度为20mm,拱顶宽1000mm,以此防止钢锭模受热后向内膨胀,引起裂纹。
1.2 锭模设计
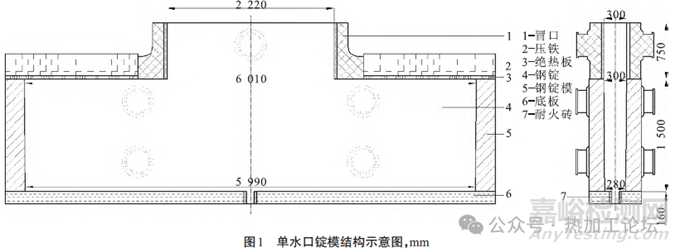
锭模采用分体式设计,即锭身与锭尾底板被制作成两部分。直筒模锭身大面厚度取215mm,小面厚260mm。锭模底板厚160mm,钢锭水口分布于底板处,其中单水口模型的水口位于底板中心,双水口模型的两个水口位于钢锭宽面方向的三等分点处,三水口模型的水口位置选取钢锭宽面方向的中点和三等分点。考虑到浇铸时单位时间内注入各模型的钢液总流量和初速度应相同,控制三种模型水口的总横截面积相等,单、双和三水口直径分别选用100mm、71mm和58mm。单水口锭模结构如图1所示。
2、 计算参数
2.1 网格划分
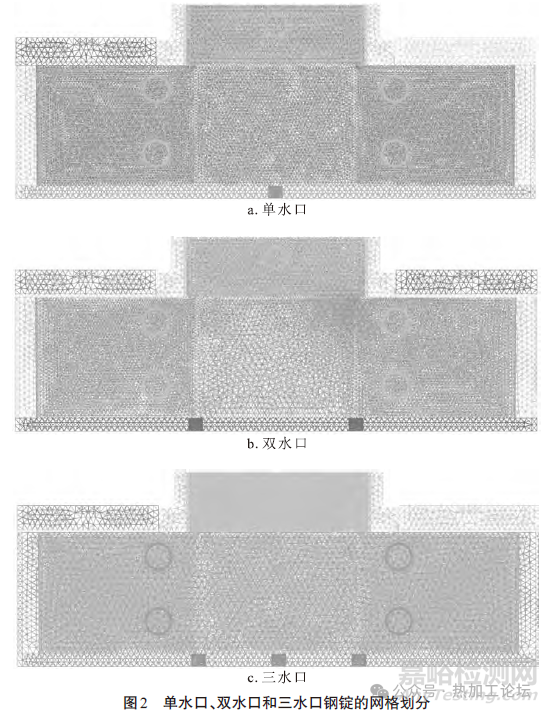
使用UG12.0 软件进行三维建模,分别建立单、双和三水口超大宽厚比钢锭模型,并将建立的模型导入ProCAST软件中的MESH模块,采用四面体单元依次进行面网格和体网格划分,综合考虑计算精度和效率,单元尺寸设定为20mm。水口处结构较复杂且钢液流速较快,故进行局部网格细化。最终单水口、双水口和三水口有限元模型划分的体网格总数分别为63万、70万和88万,如图2所示。
2.2 钢锭和锭模的热物性参数
假定浇铸钢种为Q235A,实际化学成分为:ω(C)=0.2%,ω(Si)=0.3%,ω(Mn)=0.4%,ω(S)=0.04%,ω(P)=0.04%,ω(Cr)=0.03%,ω(Ni)=0.03%,ω(Cu)=0.03%。其黏度、固相率、密度等热物性参数通过调用ProCast 软件的材料数据库获得。钢锭模材料为铸铁,化学成分:ω(C)=3.6%~4.1%,ω(Si)=0.6%~1.1%,ω(Mn)=0.7%~1.0%,ω(S)≤0.06%,ω(P)≤0.06%。
2.3 初始条件和传热边界的设定
一般下铸法注速控制在0.5~3t/min或钢液上升速度为100~300mm之间。浇注时采用先快后慢的注速控制,初始注速为2.7t/min,液面上升到冒口线时,注速下降至2.2t/min,并保持该注速充填冒口。这种过冒口线降低注速的方式是为了防止模冒接口处积渣引起喷溅,且较长的冒部充填时间利于本体的补缩效果。全锭平均注速为2.63t/min,平均液面上升速度为281mm/min。
选取过热温度43℃,浇注温度为1560℃。锭模、分体式底板中的耐火砖、绝热板、底板初始温度均设置为80℃,环境温度为20℃。本文对换热系数做等效热代替,假设各部分换热系数为常数,边界换热系数:锭模/钢锭500W/(m2·K),锭模/绝热板50W/(m2·K),耐火砖/钢锭100W/(m2·K),锭模/耐火砖100W/(m2·K),模具外表面/环境20W/(m2· K),钢锭/绝热板50W/(m2·K)。
3、 计算结果和分析
3.1 模型验证
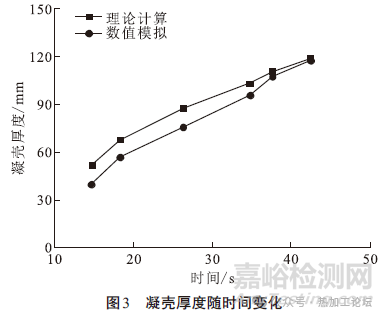
根据钢锭凝固的平方根定律,钢锭凝固层厚度(S/mm)与凝固时间(t /min)的平方根成正比,即S =K(t2/1) ,其中K为凝固系数,本文取K=20。数值模拟及理论计算的凝壳厚度随时间变化曲线如图3所示。数值模拟的凝壳厚度与理论计算结果趋势一致,两者相差在15%以下,验证了数值模拟的准确性。
3.2 浇注过程的流场
三种水口模型浇注5min时的流动情况如图4所示。单水口上方存在单个注流,该注流从水口延伸至液面后改变方向分成左右两个流股,其中部分钢液向下回流,形成水平长度约2820mm的对流循环,另一部分钢液水平流至锭模窄面处。双水口模型中存在两个注流,4个稳定的对流循环区分布在注流周围,其中两注流之间的循环范围较小,注流外侧的对流范围较大,对流循环总长约5020mm。三水口充型时,存在三个较细的注流和6个对流循环区,位于注流间的对流循环范围极小,此时对流循环的总长约4080mm。多水口模型的对流循环范围明显大于单水口模型,扩大了钢液循环流动范围,加快钢液面更新速度,利于钢中气体排出,减少气孔、裂纹以及柱状晶的生成,起到搅拌钢液、细化晶粒的作用。
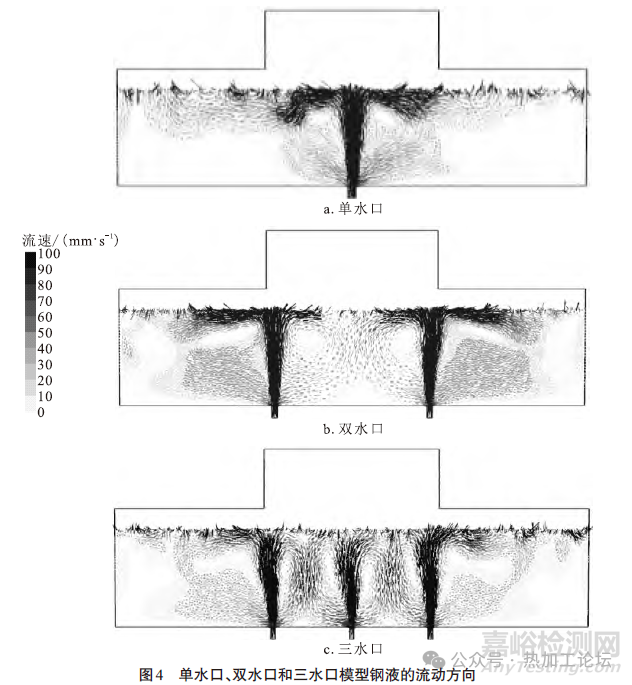
图5为钢液的流速云图。单水口模型内注流以较大流速到达液面,此时液面处的最大流速为0.40m/s。液面处钢液以较大流速冲刷覆盖保护渣和锭模宽面内壁,保护渣易被卷入并滞留在对流循环中心,产生卷气、夹杂和结疤现象。双水口和三水口模型中,液面最大流速分别为0.26m/s和0.23m/s,显然多水口模型中液面的流速更小。
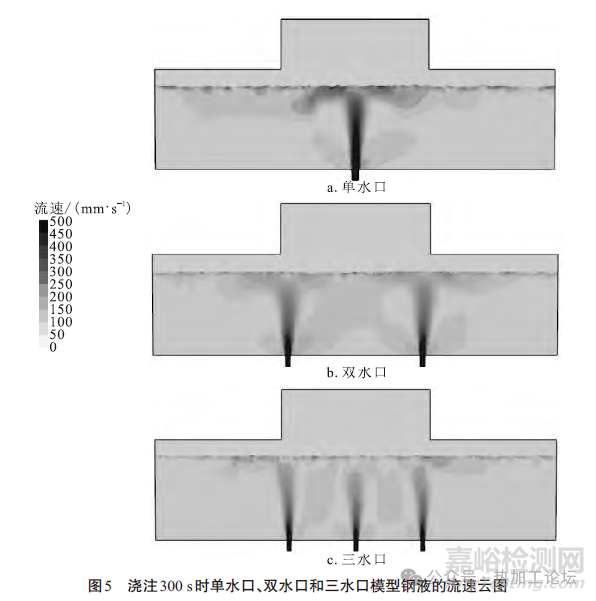
这是由于在浇注速度相等的条件下,进入多水口锭模中的钢液被分成二或三股动能更小的细注流,细注流的发展易受钢液重力的抑制,导致注流的流速快速降低,这种低速的上升流股不易造成液面凸起或湍流,能起到减少钢液飞溅、夹杂和结疤的作用。多水口浇铸时存在多个细注流,由此产生的大循环范围与平稳的液面均有利于减少气孔、夹杂的形成,提高钢锭的质量。
3.3 凝固过程的温度场
图6为三种模型浇铸第40min时的温度场。单水口模型宽面中部的温度明显高于两侧温度,钢锭下部和两侧温度较低,呈现出平缓的“U”形温度梯度。双水口模型宽面中部的温度明显高于两侧,高温区呈“W”形分布,在两水口之间出现三角形低温区域,此三角形的底约1750mm、高约625mm。不断注入的钢液在水口上方形成两个锥形高温区,而两水口之间得不到高温钢液的补充,也不在对流循环范围内,被两侧的锭模快速冷却,温度降低。三水口模型宽面中部温度趋于均匀,水口间未形成低温区域,这是由于钢锭中部能持续得到中间水口的高温钢液补充。

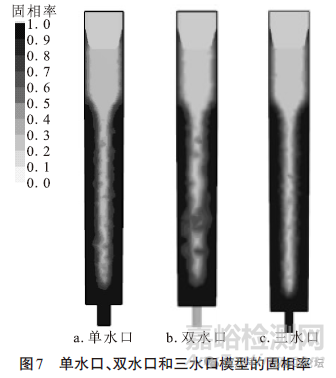
三种模型窄面的固相率如图7所示。从补缩效果角度分析,双水口模型中部的低温区域阻碍冒口对下部钢液的补缩,易产生疏松缩孔等缺陷,而单水口和三水口模型补缩通道通畅,凝固方向为自下而上、从四周向中间进行,补缩效果良好,不易形成疏松或缩孔缺陷。
钢锭的凝固时间是生产节奏和效率的重要指标。单、双和三水口模型本体凝固时间分别为71、69、67min,全凝时间分别为137、130、141min。21t超大宽厚比钢锭的全凝时间较短,这是由于大宽厚比使得钢锭宽面冷却能力增加,钢锭冷却强度增强,厚度方向的凝固速度加快。三个模型的最大全凝时间差仅为7min,表明水口数量对钢锭全凝时间基本没有影响。
3.4 钢锭内部缺陷结果对比
疏松和缩孔缺陷是钢锭内部的主要问题。疏松表现为微小间隙或空洞,产生的原因在于铸件凝固后期,锭模内的钢液凝固导致冒口和钢锭本体间的补缩通道阻塞,在一些凝固较为缓慢的区域,枝晶数量不断增多,构成连续的骨架结构,并形成许多封闭熔池,封闭熔池中的钢液继续凝固导致体积收缩,形成疏松缺陷。缩孔指的是钢液因凝固收缩而产生的形状不规则的空隙和孔洞缺陷。其主要原因是锭模顶部保温效果差,导致锭模上部钢液温度快速下降,上部钢液凝固形成固相层阻碍钢液向下补缩。锭模下部钢液由于凝固收缩体积减小,且无法得到来自上部的钢液补充,导致铸件内部出现较大的空洞,形成倒锥形缩孔缺陷。
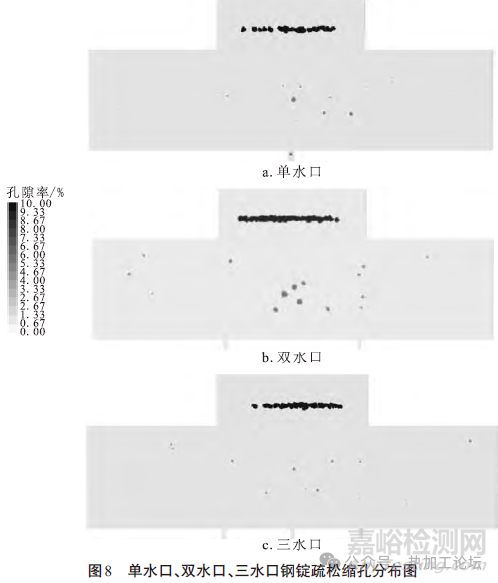
图8为钢锭内部疏松缩孔的模拟结果。在单水口模型中,大型缩孔只出现在冒口部位,冒口下方的钢锭本体存在小型疏松和缩孔,钢锭本体内孔隙率大于3.7%的疏松缩孔体积为211cm3。这是由于随着凝固的进行,冒口中贮存的液态钢液不断向下补缩,本体中钢液凝固收缩形成的空隙受到来自冒口处的钢液补充,形成较小的疏松,这些小的疏松能通过后续轧制工艺压合,对产品不产生影响。双水口钢锭的冒口下方出现集中的小型缩孔,是由于双水口间的低温区内提前凝固成固相,阻碍上方钢液向下补缩,形成集中的缩孔缺陷。缩孔聚集在钢锭中部,距钢锭底部550mm至840mm处,双水口钢锭本体内疏松缩孔总体积为287cm3。三水口钢锭内部疏松缩孔分布均匀,未出现大型的疏松或缩孔,本体内疏松和缩孔的总体积为181cm3,比单水口钢锭减少14.2%,比双水口钢锭减少36.9%。这是由于三水口模型充型时流场稳定,凝固过程中补缩通道通畅,只形成能被压合的小型疏松缩孔。三种模型的冒口内部均存在由于钢液向下补缩而形成的大型缩孔,后续切除冒口后,该处的大型缩孔对钢锭本体质量没有影响。模拟结果表明,三水口浇铸的钢锭质量优于单、双水口浇铸的钢锭。
4、 结论
(1)多水口浇铸时存在多个细注流,钢液循环范围远大于单水口浇铸,钢液面更新速度快。浇注300s时单、双和三水口模型液面最大流速分别为0.40m/s、0.26m/s 和0.23m/s,多水口浇铸的液面处流速小。
(2)双水口铸锭40min时,两水口间出现底约1750mm、高约625mm的三角形低温区域,该低温区阻碍钢锭补缩通道,影响冒口的补缩效果。单水口和三水口模型凝固时未产生三角形低温区,二者补缩效果优于双水口浇铸。
(3)21t超大宽厚比钢锭冷却速度较快,平均全凝时间为136min,利于提高生产节奏,从而大幅度提高生产效率。水口数量对钢锭全凝时间影响较小。
(4)三水口钢锭的疏松缩孔体积比单水口钢锭减少14.2%,比双水口钢锭减少36.9%,水口分布为二、三等分点的三水口浇铸方案能减少钢锭内部的疏松缩孔缺陷。在实际生产中,可选用三水口工艺浇铸超大宽厚比钢锭。

来源:辽宁科技大学
关键词: 钢锭