
嘉峪检测网 2024-10-16 11:21
导读:作者采用不同垫片材料在不同装配间隙下制备CFRP胶铆接头,并进行了单接缝拉力剪切试验,研究了装配间隙和垫片材料对接头拉伸-剪切力学性能和失效模式的影响。
碳纤维增强复合材料(CFRP)具有轻质高强的特性,可以提升设备整体机械强度,减轻整体质量,延长服役寿命,广泛用于轨道交通、航空航天、汽车 制造、船舶和风力发电等领域。目前,CFRP构件生产主要采用先分块制备再连接装配的方法,连接方式主要有焊接、螺栓连接、铆接、胶接等。其中,铆接属机械连接,是复合材料常用的连接方式。相比其他连接方式,采用铆接的构件间贴合更紧密,连接件外形好、连接强度高、无噪声和震动,且铆接工具机动灵活、简单价廉。但是,铆接易产生应力集中,诱发连接区域的内部损伤。胶接则可以有效缓解应力集中,且胶接工艺简便,胶接头具有良好的密封性、电绝缘性和耐腐蚀性。胶接与 铆接混合的连接方式可以综合两者优势,因此得到了推广。
随着胶铆接的推广应用,其接头的强度及失效行为也成为关注的热点。目前,相关研究多集中于铆接材料、搭接长度和铆钉几何布局对接头力学性能和失效模式的影响,而关于胶铆接装配间隙和垫片材料方面的研究却鲜有报道。由于需要考虑轨道车辆、航空器材等设备的整体结构设计,在实胶铆连接装配过程中不可避免会出现间隙,从而造成应力集中;而且CFRP结构具有各向异性,受力复杂,重新分配载荷能力弱,受力后易分层从而导致整体结构发生破坏。因此,装配间隙对CFRP胶铆接头性能有很大的影响。考虑到车体的整体安全性能, 装配间隙需控制在1.0mm及以内,最常见的装配间隙为0.3,0.5,1.0mm。此外,不同材料垫片的承载能力和与胶铆接头母材的黏结强度不同,也会显著影响接头性能。因此,作者采用不同垫片材料在不同装配间隙下制备CFRP胶铆接头,并进行了单接缝拉力剪切试验,研究了装配间隙和垫片材料对接头拉伸-剪切力学性能和失效模式的影响,以期为深入解析胶铆接头性能演变规律,探究最佳胶铆接组合方式提供参考。
1、试样制备与试验方法
试验材料为CFRP板,由上海晋飞碳纤科技股份有限公司提供,规格为U2424-200,厚度分别为4.4,6.8mm,横截面尺寸均为135mm×40 m;该CFRP板由碳纤维织物和环氧树脂预浸料制备而成,其中碳纤维织物克重为200 g·m−2,含胶量为20%(质量分数),碳纤维织物的铺层方式为[0°/90°] 3S(0°和90°表示铺层方向,S表示对称)。垫片材料 分别为CFRP(与基板购自同一公司,不同批次)、 无碱玻璃纤维布(纤维直径为 10~20μm)和胶黏剂(EP6250环氧树脂胶)。胶接所用胶黏剂为EP6250环氧树脂胶。铆接使用CR7621-08-07凸头铆钉,由Cherry Aerospace提供,材料为A-286不锈钢,直径为7.89mm,夹紧范围为10.3~11.9mm,剪切强度不小于22.24kN。
用无水乙醇清洗CFRP板后,使用工装、夹具 将其固定,采用VMC850 型四轴立式加工中心以 高转速低进给模式制孔,通过专用钻套使孔轴线与 零部件表面保持垂直,制孔时不使用润滑剂或者冷却剂以防止水分渗入导致CFRP板分层,制孔后使用无水乙醇清洗,备用。对于无装配间隙的胶铆接头,将胶黏剂均匀涂抹于CFRP板进行胶接,再进行铆接;对于有装配间隙的胶铆接头,在CFRP板上使用胶黏剂粘贴不同厚度的垫片(以胶黏剂为垫片材料时通过涂胶层数来控制厚度),使装配间隙分别为0.3,0.5,1.0mm,再进行胶接和铆接。胶铆接后接头均在室温下固化7d,不同间隙试样均为5个。根据ISO 12996,采用Instron8803型电液伺服试验机进行单接缝拉伸剪切试验,拉伸速度为5mm · min−1,试样形状和尺寸如图1所示,接头两端各粘贴一块垫块,防止在拉伸过程中出现扭矩, 以确保试验准确性。
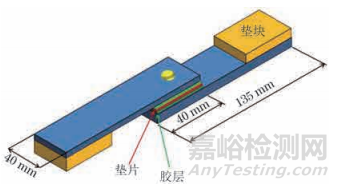
图 1 胶铆接头剪切试样形状和尺寸
2、试验结果与讨论
2.1 拉伸-剪切性能
由图2可见:不同装配间隙和垫片材料下,胶铆接头的载荷-位移曲线相似,均包括弹性阶段、界面失效阶段、铆钉受力阶段、铆钉头部拉脱阶段等4个阶段。在弹性阶段,胶铆接头载荷与位移成正比,曲线呈线弹性特征;不同装配间隙和垫片材料下,接头弹性阶段曲线的斜率基本一致,说明在此阶段各接头整体结构刚度基本相同,装配间隙和垫片材料对胶铆接接头的刚度无显著影响。在界面失效阶段,载荷随着位移增加突然下降。在铆钉受力阶段,由于界面失效,铆钉成为唯一承受拉伸载荷的对象,载荷随着位移的增加不断增加,直至铆钉所能承受之最大载荷。在铆钉头部拉脱阶段,铆钉和CFRP板的变形进一步加剧,胶铆接头的承载能力持续降低,最终完全失效,即铆钉头部 脱离CFRP板。此外,与无装配间隙相比,装配间隙为1.0mm时,不同垫片材料下胶铆接头的拉伸位移均增加。
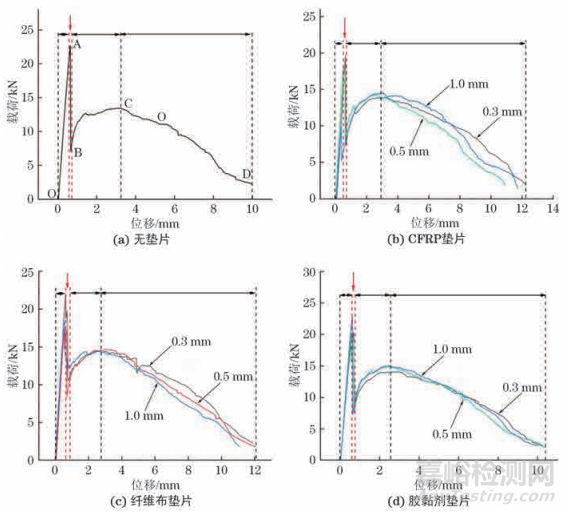
图 2 不同装配间隙和垫片材料下胶铆接头的载荷-位移曲线
由表1可知:随着装配间隙增加,垫片材料为CFRP和纤维布的胶铆接头的极限载荷减小,垫片材料为胶黏剂的极限载荷基本不变;当装配间隙为1.0mm时,垫片材料为胶黏剂的胶铆接头的极限载荷最大,比垫片材料为CFRP和纤维布时分别提高了49.0%,36.4%,这说明选择合适的垫片材料有利于提高胶铆接头的失效极限载荷。胶铆接头的剪切吸收功由载荷-位移曲线与横坐标轴围成的面积计算得到,计算结果同样列于表1中。当装配间隙为1.0mm时,3种垫片材料的胶铆接头的剪切吸收功趋于一致,在103~107kJ之间。
表1 不同装配间隙和垫片材料下胶铆接头的极限载荷和剪切吸收功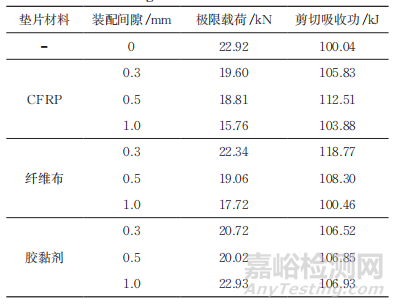
可见,剪切吸收功与极限载荷的变化并不一致,这是因为剪切吸收功受载荷和位移的双重影响,虽然装配间隙增加会使胶铆接头的极限载荷急剧减小,但其拉伸位移增加,反而使胶铆接头的剪切吸收功增加。
2.2 失效模式
由图3可知:无垫片和垫片材料为胶黏剂的胶铆接头均在搭接区一侧发生CFRP板层间开裂, 这是因为胶黏剂与CFRP板的黏结界面强度大于CFRP板层间强度;垫片材料为纤维布的胶铆接头的失效位置为纤维布和CFRP板的黏结界面,且界面较光滑,无胶黏剂黏附,这是因为纤维布与胶黏剂的黏结强度较差,并无物理和化学反应,仅仅在表面发生机械耦合,二者黏结界面成为接头中最薄弱的部位,在拉伸载荷作用下首先发生开裂,失效模式为垫片侧胶面开裂;垫片材料为CFRP的胶铆接头失效模式也是垫片侧胶面开裂,这可能是因为CFRP垫片与CFRP板的批次不同,二者表面状态不同,相比而言,CFRP垫片与胶黏剂的黏结强度更差。
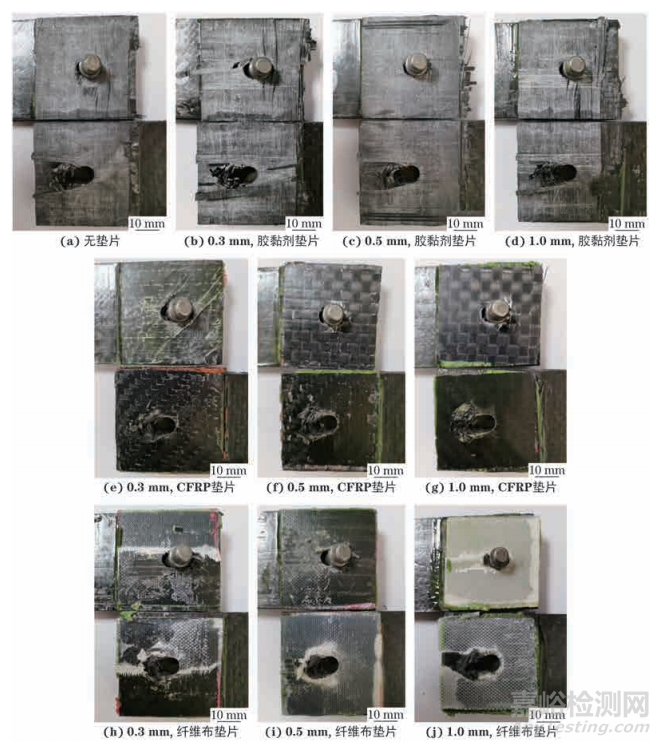
图 3 不同装配间隙和垫片材料的胶铆接头的失效形貌
此外,在不同装配间隙和垫片材料下,所有胶铆接头铆钉头部拉脱侧CFRP板的加工孔附近均发生大量纤维撕裂,可能是因为胶铆接过程中铆钉与CFRP板之间产生相互作用,从而导致CFRP板加工孔附近纤维受损。这直接影响了胶铆接头的连接性能,导致铆钉在铆钉受力阶段直接脱离CFRP板。铆钉头部拉脱与装配间隙和垫片材料无关。
3、结 论
(1)不同装配间隙和垫片材料下,胶铆接头的单接缝拉伸剪切试验载荷-位移曲线相似,均可分为弹性阶段、界面失效阶段、铆钉受力阶段和铆钉头部拉脱阶段。
(2)随着装配间隙增加,垫片材料为CFRP和纤维布的胶铆接头的极限载荷下降,垫片材料为胶黏剂的胶铆接头的极限载荷基本不变,当装配间隙为1.0mm时,垫片材料为胶黏剂的胶铆接头的极限载荷最大。
(3)胶铆接头的失效模式与装配间隙无关,与垫片材料密切相关。当垫片材料为CFRP和纤维布时,胶铆接头失效模式为垫片侧胶面开裂,当垫片材料为胶黏剂时,胶铆接头失效模式为CFRP板层间开裂。

来源:机械工程材料