
嘉峪检测网 2024-10-17 18:43
导读:目前,国内外积极开展了金属增材制造的检测技术和质量评价研究,在事后检测、在线检测以及质量反馈控制方面有突破性进展,对保证增材制造产品的质量和性能、提升产品设计与工艺能力具有深远意义。
增材制造技术是一种利用逐层累加材料的方式把数字化设计转化为三维实体零件的颠覆性先进制造技术,能实现复杂结构产品的生产,制造周期短,成型速度快,材料利用率高,对环境友好,已在航空航天、微纳制造、生物医学工程等领域有突破性进展和工程应用。我国对增材制造行业高度重视,高校与企业产学研结合以及国家对增材制造技术的政策与资金支持促进了增材制造产业的快速、健康发展。
由于金属增材制造工艺的特殊性,其发展仍存在挑战,不良的打印参数、原材料的不均匀性、增材制造过程多物理场耦合作用的特性等易导致制件质量欠缺,对制件的性能和可靠性造成影响。
目前,国内外积极开展了金属增材制造的检测技术和质量评价研究,在事后检测、在线检测以及质量反馈控制方面有突破性进展,对保证增材制造产品的质量和性能、提升产品设计与工艺能力具有深远意义。
1、金属增材制造典型可检特征
根据增材制造的成形原理,GB/T 35021—2018将增材制造工艺分为7类:立体光固化、材料喷射、黏结剂喷射、粉末床熔融、材料挤出、定向能量沉积、薄材叠层。其中粉末床熔融(PBF)和定向能量沉积(DED)是金属增材制造的常用工艺类型。
PBF使用电子束或激光束等热源来熔化或烧结金属粉末,常用的技术包括激光选区熔化(SLM)、激光选区烧结(SLS)、电子束选区熔化(EBSM)等。
DED将粉末或丝材形式的金属直接加入由激光、电子束或电弧等热源形成的熔池中同步熔化沉积,常用的技术包括电弧增材制造(WAAM)、激光近净成形(LENS)等。
金属增材制造过程涉及众多影响制件质量的因素,SPEARS等指出激光粉末床熔融的50个工艺变量会影响制件的质量,参数选择不佳时亦会导致打印过程不稳定,极易诱发缺陷。
熔池状态
熔池状态是金属增材制造主要的在线监测对象,熔池的尺寸、温度、飞溅、羽流等特征包含丰富的动力学和时空演变信息,可用来深入挖掘不同工艺参数对成形过程的影响规律。飞溅物的典型特征如图1所示,可分为金属飞溅、液滴飞溅和粉末飞溅3类。
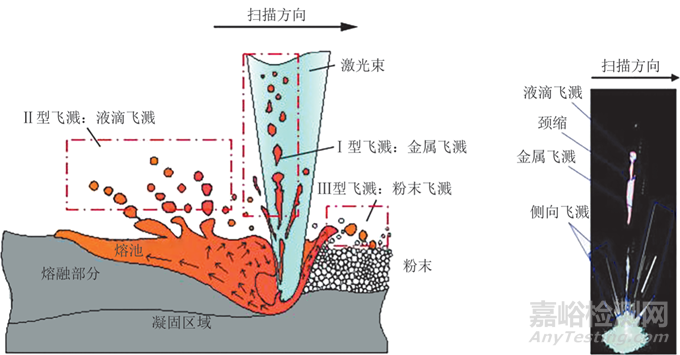
图1 SLM制造CoCr合金过程的飞溅形成机理
气孔
气孔一般小于100 μm,形状近似球形。气孔的形成与材料本身特性具有强相关性,激光功率等打印参数不同所导致的温度场变化和冷却速率不一致也会影响到气孔总量及其分布情况。
裂纹
裂纹是内部残余应力导致的缺陷,一般包括固态裂纹、液化裂纹和凝固裂纹,如图2所示。固态裂纹呈笔直状且常有尖锐扭结;凝固裂纹可由上一层形成的液化裂纹扩展而成,其晶胞和枝晶臂有明显圆形特征。裂纹长度大多在数十微米至数百微米,有时可达毫米级。
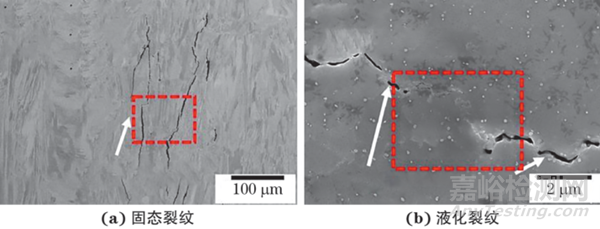
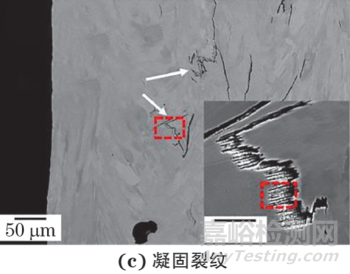
图2 CM247LC中的裂纹缺陷
金属增材制造快速熔化和冷却过程中,熔池和凝固区域存在大温度梯度,会导致零件中产生残余应力,从而诱发裂纹并使其扩展。除温度梯度外,冷却过程中不同层间的热膨胀和收缩趋势不一致是产生残余应力的另一个原因。
匙孔孔隙
金属的快速密集蒸发会对熔池产生反冲压力,将周围的金属熔液向下推挤,形成像钥匙孔一样的深窄空腔,通常称之为匙孔。
高激光功率和低扫描速度会导致熔池形状从浅而半圆的传导模式过渡为深窄的匙孔模式。
匙孔的反复形成与坍塌过程中会形成气泡,气泡向熔池后侧移动的过程中产生收缩,再被推进的凝固前沿端捕获而无法及时排出,从而形成孔隙,该过程如图3所示。
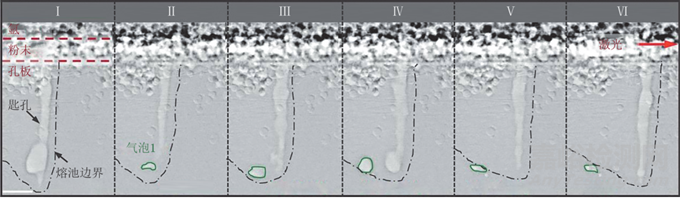
图3 匙孔孔隙形成过程
未熔合
未熔合是增材制造过程中金属粉末颗粒未完全熔化就凝固结合而产生的孔隙型缺陷,主要表现为制件层间结合不良或含有未熔化粉末,如图4所示。
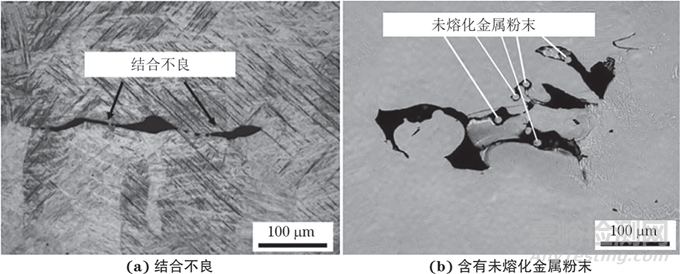
图4 Ti-6Al-4V中的未熔合缺陷
未熔合缺陷通常由低热源功率、高扫描速度、大供粉量等因素诱发,会严重降低层间结合力,制约制件的强度和性能。
上述可检特征反映打印过程的稳定性,其中裂纹、气孔等缺陷会降低制件的力学性能,影响制件质量和使用安全,因此需采取有效方法进行检测和质量评价。
2、金属增材制造检测技术
按照检测时序可以将金属增材制造缺陷检测类型分为事后检测和在线检测。事后检测主要评估制件的最终质量,常用超声、CT等无损检测技术;在线检测主要是在金属增材制造过程中,对熔池状态、缺陷等进行实时监测,期望及时检出过程中出现的缺陷,为后续的工艺调整提供数据支持,避免材料的浪费,节省生产成本。
事后检测技术
No.1超声检测
里斯本理工大学LOPEZ等对电弧增材制造铝试件进行超声检测,实现了未熔合缺陷的定位;布鲁斯托大学SEOW等采用超声检测技术检测电弧增材制造IN718合金的裂纹缺陷,研究裂纹对合金断裂韧性的影响。
不过,常规超声需要耦合剂的接触式检测特点导致点阵或镂空结构检测的空间可达性不足,限制了其检测复杂结构的能力,也受限于无法使用耦合剂的检测场景。
为克服上述传统超声的限制性因素带来的困难,众多学者开展了激光超声检测技术研究。激光超声检测技术具有非接触、高分辨率、宽频带、可检结构复杂试件和不受限于空间区域的特点,为增材制造的高精度检测带来了契机。
武汉大学张俊团队提出了利用激光超声检测增材制件的孔隙率,利用SLM制备孔隙率在0.1%~5.7%的304L钢试件,挖掘激光超声表面波波速、峰值频率和小波包能量与孔隙率的变化规律。
武汉大学李辉团队利用激光超声检测系统对具有4个内部孔缺陷的Ti-6Al-4V零件(SLM制造)进行检测,检测结果如图5所示,在B扫和C扫中都准确识别出直径为0.8 mm及以上的内部孔缺陷,最后用XCT对激光超声的结果进行了验证。
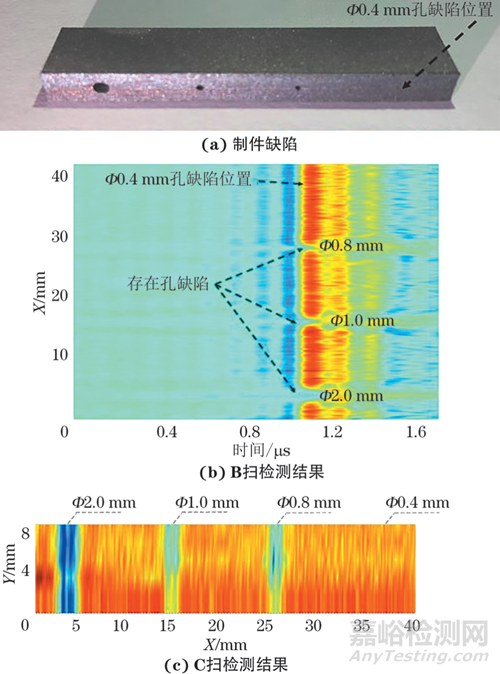
图5 Ti-6Al-4V制件缺陷和激光超声检测结果
中国科学院深圳先进技术研究院郭师峰团队使用激光超声检出SLM增材制造AlSi10Mg试件中半径为0.3 mm、埋藏深度为0.5 mm的亚表面缺陷,提出了利用瑞利波圆形扫描的快速缺陷定位方法确定缺陷区域,结合三维合成孔径聚焦技术实现成像,并使用高斯滤波对二维和三维图像进行处理从而得到了缺陷的精确形状和尺寸。
No.2CT检测
CT检测技术能够直观显示制件内部情况,提供内部缺陷的三维位置和尺寸,其在金属增材制件气孔、未熔合、裂纹缺陷的分布和量化方面表现优异,被认为是检测复杂结构金属增材制件的有力工具。
近年来,国内外广泛应用CT检测技术开展增材制件孔隙率和缺陷的定量分析。
2017年美国国家标准与技术研究院的KIM等通过改变LPBF工艺参数获得不同孔隙率的钴铬合金盘件,采用分辨率为2.44 μm、管电压为155 kV和功率为10 W的XCT设备获取XCT图像,并将图像阈值化以测量孔隙率。
2019年中国航空综合技术研究所张祥春等使用工业CT检测出SLM制件中宽度为0.05 mm的裂纹和直径为0.1 mm的孔缺陷。
2022年伊朗阿米尔卡比尔技术大学DASTGERDI等使用分辨率为5 μm、管电压为170 kV和功率为5.1 W的XCT设备拍摄SLS制造的316L钢试件,比较了层厚分别为20 μm和40 μm、水平和垂直成形方向制造的试件内部缺陷特征分布,发现垂直成形比水平成形的试件具有更大的孔隙,其中层厚为40 μm的垂直成形样品的内部孔隙体积最大。
华盛顿大学GHODS等使用分辨率为9 μm的μCT检测重复利用回收粉末制造的Ti-6Al-4V柱件的孔隙率分布,可检测出直径20 μm至440 μm的孔隙,平均孔隙率为0.10±0.02%,得出重复使用粉末不会对电子束粉末床熔融制造的Ti-6Al-4V孔隙分布有显著影响的结论,其检测结果如图6所示,可以看出CT检测具有微米级高空间分辨率,能敏锐捕获打印输入参数变化导致的材料内部状态演变,已成为量化内部缺陷的优质选择。
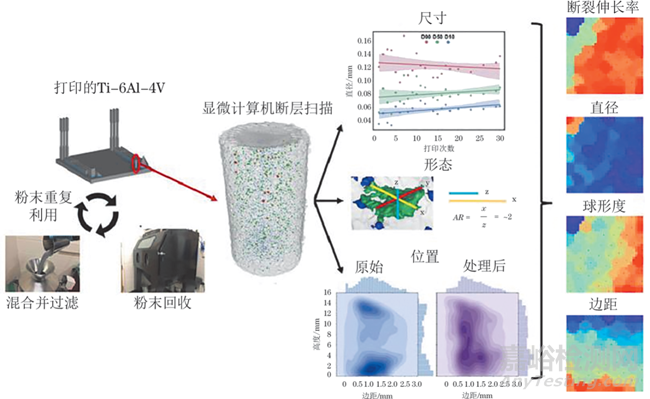
图6 粉末重复利用打印的Ti-6Al-4V孔隙率CT检测
常规超声适用于结构不太复杂、表面形貌较好、不受耦合剂影响的金属增材制件的表面和内部缺陷检测,激光超声技术改进了常规超声的不足,是服务于增材制件缺陷识别的可行方案,不过材料各向异性和孔隙会使反射、透射信号在内部传播时出现不同程度的衰减,接收的模态波类型受限且易淹没于噪声中,加之激光超声信号的多模态特性可能导致波形复杂混叠,因此根据信号不同的时频特性准确联立不同缺陷类型,以及提高信号特征提取精度是激光超声技术应用于增材制造的关键问题。
CT检测覆盖范围广、检测结果直观,有微米级的内部缺陷表征能力。
上述事后检测是在增材制造完成后进行缺陷检测和质量评价的,结果具有滞后性,当检测出的缺陷数量过多或尺寸超过允许范围,即代表质量及性能不达标,存在制件报废的风险,提高了制件生产成本。
因此事后检测虽可用来评估最终质量以及探究不同工艺参数与成形件质量的映射规律,但对于制件质量只能被动接受,无法主动、及时地调整。
在线检测技术
在线检测技术是指在增材制造打印过程中利用传感实时监测,提供打印信息全过程可追溯的记录,在缺陷产生时能及时检出,并停止打印或采取适当措施修复;在打印质量不稳定时传感数据能及时反馈给设备,指导增材工艺的及时调整。
国内外学者对增材制造过程的实时在线检测和工艺调控的可能性展开了技术探索,通过在线检测手段及时发现缺陷及尺寸精度等方面的问题并及时调整工艺。
金属增材制造过程是一种同时发生高能热源与材料的交互作用、快速反复循环加热和冷却下的组织演化的复杂多物理场耦合的强非平衡冶金过程,过程中的熔池、温度场、羽流及飞溅、声波特性等特征量可以通过在线检测设备收集,这些特征量的异常状态与缺陷的形成有密切联系。
其中熔池图像包含了丰富的时空演变信息,结果较为直观全面;温度场、羽流及飞溅包含了动态过程平稳性信息;声波特性可反映打印过程等离子体变化以及捕捉气孔、裂纹等缺陷的形成和变化。
PBF和DED在线检测设备集成的典型方案如图7所示,用于监测上述特征量的具有快速响应特性的传感设备包括高速相机、热成像仪、光电二极管和声学传感器等。
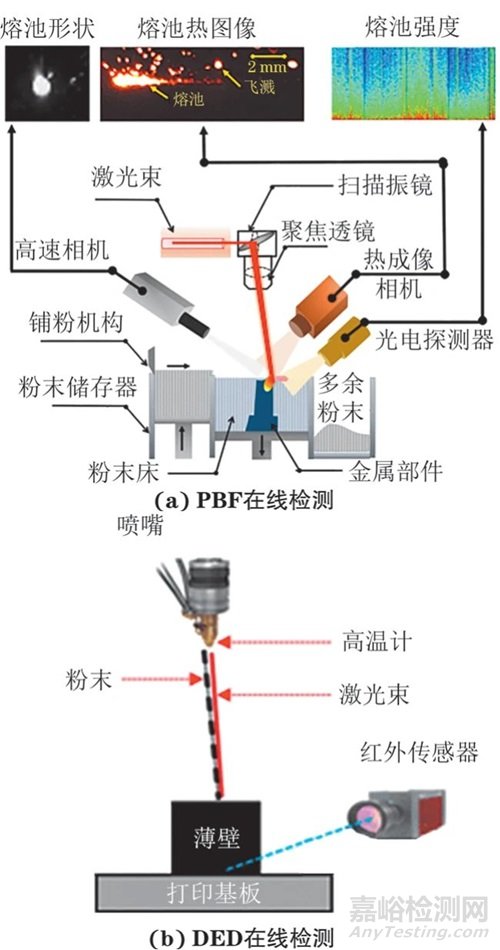
图7 金属增材制造在线检测设备集成方案
No.1红外监测
金属增材制造过程中粉末分布和粉末层厚度会直接影响粉末的受热熔化,激光功率、扫描参数也会影响成形过程的热应力,同时成形过程温度梯度大、熔池温度高且凝固迅速,这些因素都会影响制件的组织结构和性能,因此研究热状态对监测过程稳定性和成形质量起到关键作用。
利用红外传感捕捉成形过程的热辐射可以揭示热状态的复杂变化,在熔池监测方面,美国路易斯维尔大学联合马歇尔太空飞行中心使用热成像仪监测IN718粉末SLM制造过程的辐射温度,将辐射温度曲线沿扫描方向的液固相变用于计算熔池尺寸,揭示了扫描速度对熔池尺寸的影响规律。
北京理工大学刘战伟团队搭建了红外相机同轴测温系统,用于监测316L钢不同打印条件下熔池温度分布、轮廓、温度梯度和冷却速率特性,并分析不同能量密度下的平均温度和峰值温度分布。
在孔隙率监测方面,美国圣母大学ESTALAKI等联合密苏里科技大学LOUGH等使用短波红外相机记录激光粉末床熔融制造304L钢零件的温度变化,将红外相机数据与μCT数据融合生成孔隙度概率图,结合深度学习模型预测孔隙率。
No.2可见光监测
基于可见光的视觉监测通过视觉传感设备实时采集可见光波长范围内的所需图像,由于其检测结果直观、采集速度快、信息量充实,在增材制造成形过程中的熔池状态、打印质量以及孔隙率表征方面有广阔应用前景,并有和机器学习结合实现增材制造过程自动特征提取和自动缺陷识别的应用趋势。
意大利米兰理工大学REPOSSINI等采用波长为400~700 nm的CMOS元件的高速相机在线监测激光粉末床熔融制造18Ni钢扫描路径上的飞溅特征,得出熔融不足状态下产生的飞溅数量及空间分布与正常熔融状态下相当、过熔融状态产生的飞溅数量比正常熔化状态多,空间分布范围更大且平均面积更小的结论。
北卡罗来纳大学ZHANG等使用投影仪和相机组合测量PBF过程中粉末的平整度及表面质量、熔融区域的平均下降高度以及飞溅的位置及尺寸。
华中科技大学王胜一团队开发了一种同轴高速相机监测系统,如图8所示,其由13.68 μm像素分辨率的高速相机拍摄SLM制造316L钢过程的熔池图像并提取熔池面积等特征数据,结合深度置信网络实现了三类孔隙率模式分类,该方法具有实时过程控制以减少孔隙缺陷的潜力。
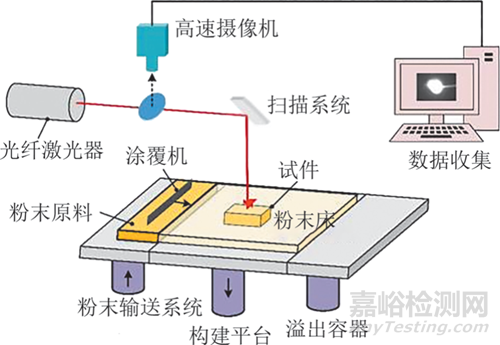
图8 用于熔池可见光监测的集成高速相机的在线检测系统
No.3X射线监测
X射线监测将射线能量注入增材制件中发生交互作用,利用胶片或传感器收集结果并呈现为射线图像,通过图像分析成形过程中的组织结构演变和缺陷。
最近的研究表明,原位同步辐射X 射线成像技术已被应用于增材制造在线监测,能够捕捉熔池和匙孔孔隙的动态变化。
2019年卡内基梅隆大学CUNNINGHAM等利用同步辐射X射线成像技术监测LPBF制造Ti-6Al-4V过程中熔池和匙孔的微观演变,揭示了熔池传热行为从传导模式到匙孔模式的过渡机制。
之后学者们深入研究了匙孔临界不稳定引起的气孔形成过程,2020年清华大学赵沧团队通过高速同步辐射X射线成像技术监测到,在激光与金属相互作用过程中产生了声波,推动匙孔尖端附近的孔隙远离匙孔周围的热梯度场。
2021年,伦敦大学CHEN等利用该技术开展DED制造Ti-6242过程熔池状态监测,分析了孔隙形成及演变机制。
2022年伦敦大学该团队在LPBF制造Al7A77铝合金过程中利用同步辐射X射线成像监测到介于稳定和不稳定匙孔机制之间的过渡机制,发现过渡机制中在匙孔壁形成孔隙,而不稳定机制中在匙孔底部形成孔隙。
No.4声学监测
声学传感可以收集增材制造过程中产生的声波,具有成本低、灵敏度高、采集速率快、对气体和内部缺陷形态敏感的优势,在过程监测中占有重要地位。
声学监测手段包括声发射和超声,对于声发射有结构负载声发射和空气负载声发射两种传感类型,前者用于监测材料内部声信号变化,可表征裂纹、气孔等内部缺陷,后者用于接收空气中声信号变化,可监测熔池附近等离子体波动及成形质量。
由于声发射信号结果缺乏对缺陷的直观表征,在信号特征与缺陷信息间建立精确数学模型较为困难,所以最新的研究大多与机器学习融合来挖掘信号深层特征,探究隐含规律。
洛桑联邦理工学院DRISSI-DAOUDI等在激光粉末床熔融设备中配置了麦克风来记录316L、CuSn8和IN718三种材料成形过程中的声发射信号,结合卷积神经网络实现了三种材料的未熔合、匙孔孔隙缺陷和传导模式的分类。
中国科学技术大学联合新加坡国立大学使用麦克风对SLM制件熔池附近等离子体进行监测,结合深度置信网络方法识别表面球化、正常质量和过热状态。
德国理论固体物理研究所KONONENKO等将高温声发射传感器连接在打印基板下方来记录整个制造过程中以及制造完成后一小时的声信号,提取频谱分量等信号特征并输入逻辑回归、支持向量机和随机森林模型,实现了噪声信号和裂纹信号的分类。
超声检测在实时在线追踪成形过程和孔隙率变化方面有出色的应用。法国里昂大学RAFFESTIN等利用超声监测激光粉末床熔融过程中的成形高度,打印过程中每十层记录并绘制理论高度和测量高度与打印层数的关系图,监测结果与理论高度一致。
德国弗劳恩霍夫无损检测研究所RIEDER等利用安装在基板下方的10 MHz纵波探头检测IN718零件制造过程中因激光功率改变而产生的孔隙变化,超声波信号和相应的CT图像如图9所示,验证了超声在线检测小孔隙率的能力。
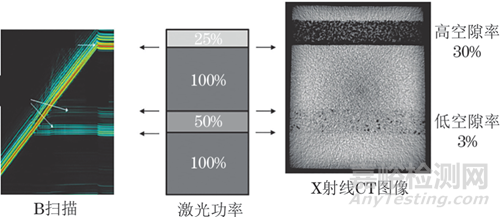
图9 超声在线检测孔隙率变化
激光超声技术的非接触、高精度、可远距离收发信号的特点契合增材制造过程中的非接触在线检测要求,是服务于增材制造过程中缺陷识别及可视化的可行技术。
山东省科学院激光研究所白雪等搭建了激光超声多冶金特征同步在线检测系统,实现了激光熔融沉积AlSi10Mg铝合金中直径为0.5 mm的孔洞与宽度为0.5 mm的裂纹成像。
武汉大学张俊团队提出了一种超快速激光超声扫描成像方法,该方法在SLM制造316L过程中检测出了表面和亚表面缺陷,可检测的最小缺陷尺寸为0.1 mm,与传统C扫相比,将单层检测的扫描效率提高3倍。
No.5多传感融合监测
金属增材制造在线检测技术正从单一传感器向多传感器集成过渡,多源信息组合可以共享传感器之间的互补内容,有助于全面反映成形质量和覆盖缺陷类型。
国内外最新研究表明,多传感融合监测技术相比单一传感,具有优越的缺陷表征与质量监测能力。
瑞士联邦材料科学与技术研究所PANDIYAN等在LPBF设备集成1个声发射传感器监测声信号,3个光电二极管分别监测激光反射、可见光和红外信号,提出一种结合卷积神经网络与长短期记忆网络的深度学习模型训练四类监测信号,实现316L打印过程未熔合、传导模式和匙孔三种状态的高准确率分类。
华中科技大学周奇团队开发了集成麦克风和光电二极管的离轴监测系统,由3.15 Hz~20 kHz频率的麦克风捕获空气声发射信号,由光电二极管收集过程中波长为500~1700 nm的光强信号,提出了一种多传感器特征融合方法,将采集到的传感数据依据质量水平划分为三类并输入卷积神经网络,与基于单一传感器的方法相比,显著提高了分类准确率且分类时间仅为1.43 ms。
南京理工大学张凯团队开发了如图10所示的集成光电二极管和高速摄像机的原位监测系统,熔池光强和熔池面积的组合监测能有效捕捉粉末厚度在30~300 μm间变化引起的粉末熔化状态变化,采用平均强度和标准偏差的统计分析方法成功识别传导模式、表面球化和未熔合缺陷。
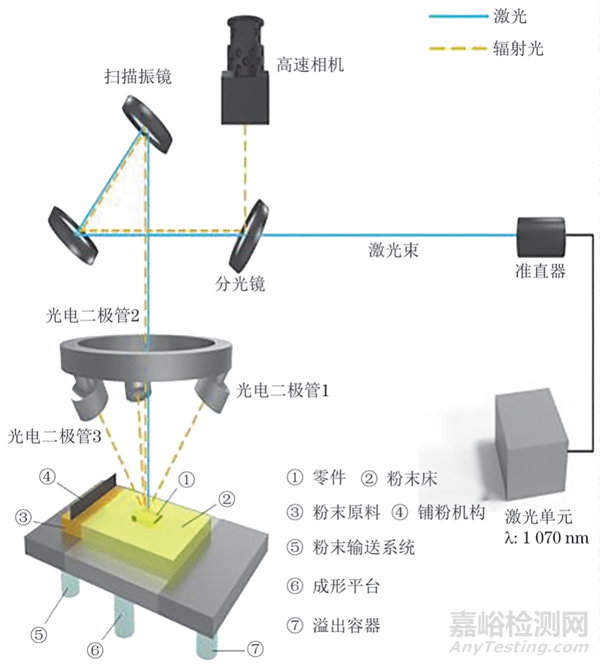
图10 多传感融合监测系统
上述金属增材制造的在线检测技术能捕获成形过程的时空演变特征,及时发现缺陷,对于解决过程中的风险和防范未来可能存在的危险有重要意义。
机器学习在增材制造领域有广阔的应用前景,融合机器学习的智能检测技术能实现增材制造过程中的缺陷自动分类识别。
红外、可见光、X射线、声学监测结果呈现形式不同,在选择监测技术时应根据检测需求和检测对象有所侧重。选择合适的监测技术可以提高检测效率和精度,也可考虑多传感融合监测技术以获取更全面的过程数据,从而更好地指导质量控制。
3、闭环质量控制
金属增材制造闭环质量控制是传感技术和控制技术的有机结合,在帮助制件设计与工艺技术的提升、有效提高增材制件的性能与质量方面有举足轻重的地位,能真正意义上实现在线检测的闭环。
闭环质量控制的原理是通过在线传感实时监测成形过程,当传感数据出现异常或者偏离设定阈值时,利用合适的控制算法调整工艺参数以纠正成形质量问题。
由于金属增材制造过程是多变量、非线性的复杂强耦合过程,所以采用恒定参数的控制器很难实现长期稳定控制,已有学者采用模糊控制、预测控制、迭代学习控制等高自适应性控制方案实现闭环工艺调控,采取的在线传感手段主要为红外监测和可见光监测。
对于定向能量沉积工艺,主要采用材料供给速度作为控制参数。对于粉末床熔融工艺,由于打印过程非常快速,需要高速传感和高速实时数据传输以实现高速反馈控制,目前主要采用激光功率作为高速实时控制的参数。
定向能量沉积工艺的闭环质量控制主要用于调节熔池形态和成形尺寸精度。
清华大学都东团队设计了基于模糊PID控制器的双电子束熔池长度闭环控制系统,该系统用相机监测TiNb合金打印过程中的熔池形态,以熔池长度为控制对象,以模糊化、模糊推理和去模糊化后的调整PID参数为控制器输出,有效控制熔池长度符合预期,在干扰测试中表现出良好的鲁棒性。
西南交通大学熊俊团队开发了层宽控制单神经元控制器,以打印层宽为控制对象,以焊枪的行进速度为控制器输出,控制最佳打印层宽在6~9 mm。
西安交通大学杨飞团队提出了一种基于电信号传感的高度提升控制和迭代学习控制器结合的双控制方法,通过调节沉积高度和送丝速度共同控制电弧电压,提高了CuCrZr薄壁结构成形高度的稳定性和成形质量,也提高了材料和能源利用率。
澳大利亚伍伦贡大学XIA等选择送丝速度为控制参数,利用模型预测控制器来控制ER70S6钢的打印层宽,验证了该控制器鲁棒性优于传统PID控制器鲁棒性。
粉末床熔融工艺的闭环质量控制在缺陷控制和成形尺寸精度方面也取得了良好成果,加拿大麦克马斯特大学REZAEIFAR等利用红外热像仪确定IN625合金打印过程中不同孔隙缺陷对应的温度范围,结合PID控制器逐层调节激光功率将熔池温度控制在安全范围内以获得质量优良的成形件。
弗吉尼亚理工大学WANG等在激光粉末床熔融设备上集成了热传感和PID控制系统,将成形尺寸偏差与熔池热辐射相关联,通过自适应调节激光功率避免了激光功率不足导致的表面球化缺陷、高粗糙度以及激光功率过大导致的表面驼峰和凹痕缺陷,成功控制了成形尺寸精度,显微成像结果表明该方法的成形尺寸精度相比恒定激光功率下的打印情况有明显改善。
上述研究表明,将在线传感监测得到的过程数据反馈给控制器形成工艺调控方案可以保证成形尺寸精度,并能以高响应速度减少孔隙和球化缺陷。
不过目前的控制算法主要采用单一参数控制,即仅改变激光功率或者材料供给速度,事实上不同组织特征和缺陷形成是多元工艺参数共同决定的,未来可向多元工艺参数组合调控方向发展从而精确控制缺陷减少和尺寸精度提升。
4、总结和展望
相关研究表明,对于金属增材制造的事后检测技术,超声和CT无损检测技术具有适用性。对于在线检测,众多研究表明,在增材制造设备上集成传感器件可以捕获时空演变特征,及时发现缺陷并指导工艺调整,对于闭环质量控制,传感技术联合控制技术能实现工艺参数调控以保证成形质量。未来仍有以下内容值得深入研究与发展。
制定金属增材制造事后检测和在线检测标准。
目前国内外缺乏增材制造产品的无损检测规范或标准,为了方便研究人员进行规范试验及精确分析金属增材制造的缺陷特征,未来应研究制定金属增材制造事后检测和在线检测标准。
建立多元工艺参数快速、智能化调整决策方案。
未来闭环质量控制重要突破将在于:以在线检测结果来快速判定缺陷类型,快速自动决策对引发该缺陷的多元工艺参数进行控制。
提高机器学习的实时智能识别效率。
虽然目前传感技术已经能实现金属增材制造过程中高速采集和多源信息覆盖,但结合机器学习的熔池图像处理和特征提取过程大多是离线分析,未来如何实时处理数据,提高机器学习算法的效率以实现实时识别需进一步研究。
作者:颜江涛1,2,郑雪鹏1,2,石张平2,张家豪1,2,黄瑶1,2,危荃2,张清彬2,陈勤2
工作单位:1. 上海神剑精密机械科技有限公司
2. 上海航天精密机械研究所
第一作者简介:颜江涛,硕士,助理工程师,主要从事增材制造无损检测工作。
来源:《无损检测》2024年9期

来源:无损检测NDT
关键词: 增材制造