
嘉峪检测网 2024-11-11 14:58
导读:研究人员采用一系列理化检验方法对热擦疤缺陷的产生原因进行分析,结果可为进一步改善冷轧卷板的表面质量,更好地理解和认识4J36因瓦合金的生产积累数据和经验。
因瓦合金是一种在230℃(居里温度)以下具有很低的膨胀系数,且热膨胀系数随外部温度的变化几乎不变的合金。这类合金为面心立方结构,具有反常的力学和磁性能,主要用于制造液化天然气(LNG) 船、彩色电视的阴罩、测温计、测距仪、块规、重力仪构件等。
采用电弧炉(EAF)→真空精炼炉(VOD)→钢包精炼炉(LF)→模铸→开坯→热连轧→冷轧→退火的工艺流程生产4J36因瓦合金,退火后,冷轧卷板表面出现热擦疤缺陷。研究人员采用一系列理化检验方法对热擦疤缺陷的产生原因进行分析,结果可为进一步改善冷轧卷板的表面质量,更好地理解和认识4J36因瓦合金的生产积累数据和经验。
1、 理化检验
1.1 宏观观察
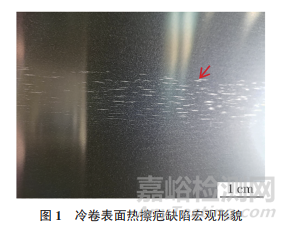
冷轧卷板的短线状热擦疤缺陷呈断断续续状分布在冷轧卷带表面,位置随机,且无明显规律,冷卷表面热擦疤缺陷宏观形貌如图1所示。
1.2 金相检验、扫描电镜(SEM)和能谱分析
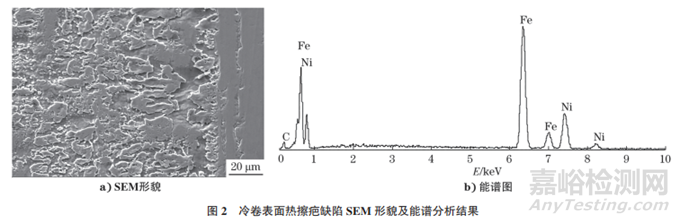
在热擦疤缺陷处截取试样,对试样进行扫描电镜和能谱分析,结果如图2所示。由图2可知:缺陷处表面可见明显的翘皮,有的地方翘皮已经脱落,缺陷处无其他杂质元素。
在酸洗前黑皮卷横截面上截取金相试样,用光学显微镜和扫描电镜观察试样,结果如图3所示。由图3可知:黑线为两个试样堆叠的接触面,氧化层前沿呈波浪状,与合金基体接触,深浅不一,氧化深度最深处约100μm,氧化层为深灰色的氧化物,在基体中呈不连续分布。
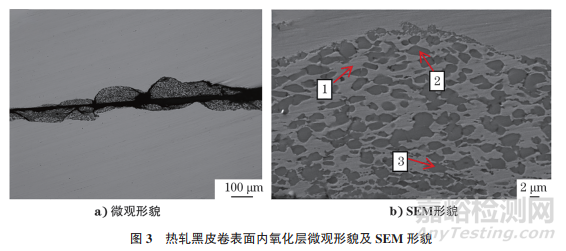
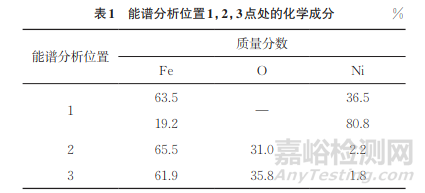
能谱分析位置1,2,3处的化学成分如表1所示。由表1可知:分析位置1处的成分只由Fe、Ni两种元素组成,颜色与基体相同,但含量不同;分析位置2,3处主要由Fe的氧化物以及少量的Ni的氧化物组成。
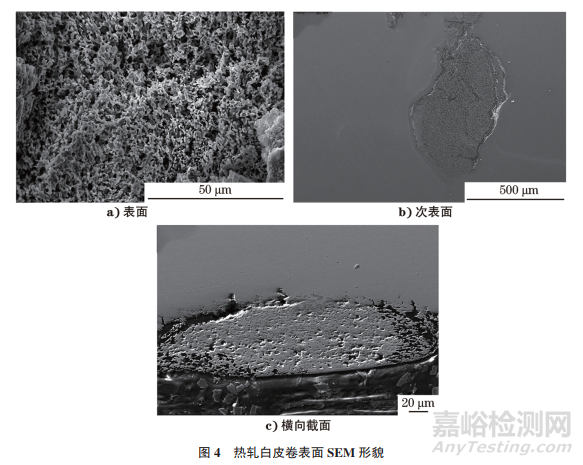
在酸洗后白皮卷表面截取试样,用扫描电镜对试样进行分析,结果如图4所示。由图4可知:试样表面呈珊瑚状,能谱分析结果表明表面成分为Fe元素和Ni元素,质量分数分别为23%和76%,与图3b)中分析位置1 处的成分相似,判断为酸洗后残留的FeNi3。将试样沿表面方向研磨后,发现底部有氧化物,在氧化物处取横向截面试样,发现珊瑚状FeNi3底部仍有未酸洗掉的氧化物,经能谱分析,得到其成分为O、Fe、Ni元素,质量分数分别为20%、60%和19%。
1.3 X射线衍射分析
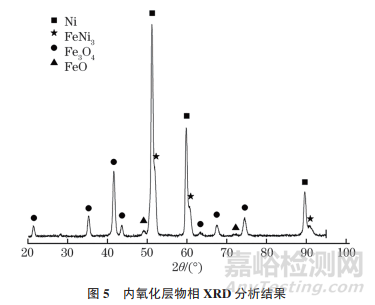
对内氧化层进行X射线衍射分析,结果如图5所示。由XRD结果可以判断物相1为FeNi3,物相2,3主要为Fe3O4和FeO等氧化物,Fe3O4 和FeO等氧化物呈岛状分布在FeNi3基体中。
2、 综合分析
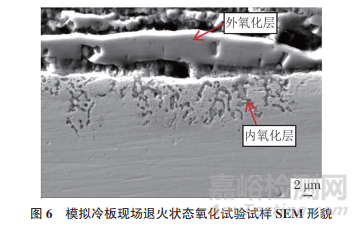
4J36因瓦合金的成分比较简单,Cr、Si、Al等提高材料耐氧化性的合金元素含量较少,坯料在加热炉和保温的过程中发生选择性氧化,表面形成较厚的外氧化层和内氧化层,但由于外氧化层与合金基体的热膨胀系数不同,导致其在冷却过程中与合金基体分离脱落,热轧卷经退火、喷丸、酸洗工序后,外氧化层已去除,检验时没有发现残留的外氧化层。在实验室模拟冷板现场退火状态下的氧化情况,在加热炉中加热到950℃,保温2min后,对横截面进行检验,发现内氧化层厚度已经达到15μm左右,可见该合金的氧化速率较快。模拟冷板现场退火状态氧化试验试样SEM形貌如图6所示。
由金属氧化的氧势图可知,Fe元素与O元素的亲和力大于Ni元素与O 元素的亲和力。由于Fe、Ni元素与O元素的亲和力不同,导致Fe元素优先与O元素发生反应,即发生选择性氧化。由热轧黑皮卷的横截面内氧化层的金相检验和扫描电镜分析结果可知,内氧化层的氧化物主要是Fe的氧化物,含有少量的Ni元素,随着合金中的Fe元素被逐渐氧化,原基体中的Ni元素会逐渐富集,根据Fe-Ni二元系相图可知,合金基体会由Fe3Ni2 转变为FeNi3,此时的Ni元素含量可高达80%,并且随着加热温度的升高和加热时间的延长,外氧化层和内氧化层的厚度都会不断增加。
白皮卷经酸洗后可见珊瑚状的FeNi3基体,随着酸洗的进行,内氧化层底部酸液的浓度会逐渐降低,再加上此时基体中的Ni元素质量分数已高达80%,耐腐蚀性比原基体增强了许多,使新的酸液不能接触到内氧化层的底部,氧化物不能被酸洗干净。这就导致了酸洗后的白皮卷看起来表面已酸洗干净,但实际次表面还有残留的氧化物未被酸洗掉,随着后续冷轧退火工序的进行,合金延展后底部残留的氧化物暴露出来,在冷轧卷板表面形成热擦疤缺陷。
3、 结论与建议
(1)冷卷表面的热擦疤缺陷是由坯料加热时产生的氧化物在后续的加工过程中没有去除干净并残留在表面造成的。
(2)酸洗后残留了珊瑚状的FeNi3基体,Ni元素质量分数可高达80%,使材料的耐腐蚀性增强,且FeNi3基体不能被酸洗掉,使新的酸液不能接触到内氧化层的底部,导致氧化物不能被酸洗干净。
(3)该合金氧化速率快,内氧化层难以去除。建议:①生产中通过采用对坯料喷涂防氧化涂层、降低坯料加热温度、缩短坯料加热时间、降低卷取温度等措施来减小氧化层的厚度,以减少热擦疤缺陷;②增加酸洗的酸液浓度,并在酸洗后对表面进行修磨,以去除残留的氧化物,消除热擦疤缺陷;③采用保护气氛对坯料进行加热来避免氧化,消除热擦疤缺陷。
作者:李吉东1,2,王岩1,2,谷宇1,2,庄迎1,2,韩东1,2
单位:1. 太原钢铁(集团)有限公司 先进不锈钢材料国家重点实验室;
2. 山西太钢不锈钢股份有限公司 技术中心
来源:《理化检验-物理分册》2024年第8期

来源:理化检验物理分册