
嘉峪检测网 2024-12-19 12:23
导读:笔者开发了内嵌超声传感器的水冷电极臂,实现电阻点焊质量原位在线监测,研究超声数据特征与虚焊缺陷、焊核直径的关系。
电阻点焊是一种基于焦耳定律开发的焊接方法,工艺过程涉及电、热、机械和冶金的相互作用,熔核尺寸和组织形态对焊点质量有决定性作用。
当前,电阻点焊常用的熔核无损检测方法主要有红外辐射法、焊接参数监测、涡流磁感应、X射线透视、超声波扫查等。
但研究发现,红外辐射难以对焊核内部温度进行直接监测,利用传感器采集焊接参数的监测方法难以直接反映熔核质量的检测信息,涡流热成像方法较难识别焊点内部缺陷,X射线对人体有害且难以实现原位监测。焊后超声检测因操作便捷而获得广泛应用,但点焊质量在线超声检测的研究较少。
针对上述问题,笔者开发了内嵌超声传感器的水冷电极臂,实现电阻点焊质量原位在线监测,研究超声数据特征与虚焊缺陷、焊核直径的关系。
超声原位监测平台
超声原位监测系统主要由运动控制模块与数据处理模块两部分构成,如图1所示。
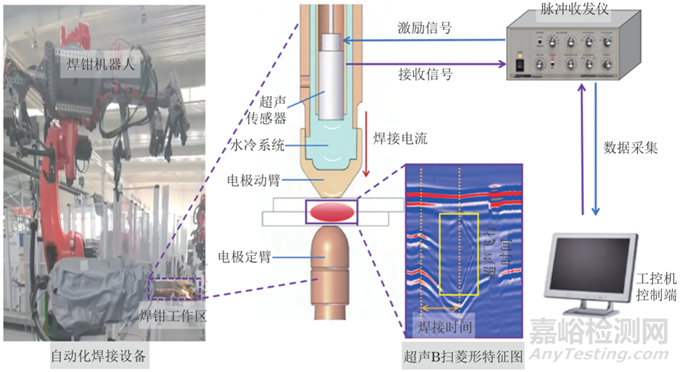
图1 超声原位监测系统构成
运动控制模块由机械臂控制系统、点焊焊钳等组成,机械臂夹持工件上下料到点焊钳工位并保持焊件姿态,点焊焊钳夹紧进行焊接。
数据处理模块主要由超声传感器、脉冲收发仪与数据采集卡组成。
利用霍尔传感器监测焊接电流上升沿,通电后激励超声传感器发射和接收超声信号,超声探头的中心频率为10 MHz,脉冲的重复频率为1 kHz。
在焊核熔化和凝固过程中,超声原位监测系统实时监测固液界面位置,进而检测熔核厚度,并利用熔核厚度计算熔核直径。
原位监测超声传感器内嵌式水冷电极臂结构如图2所示,其通过循环冷却水的保护,可避免超声传感器因过热而损坏,同时也为超声传播提供良好耦合。使用重新设计的电极臂,可以同时进行电阻点焊和超声检测工作。
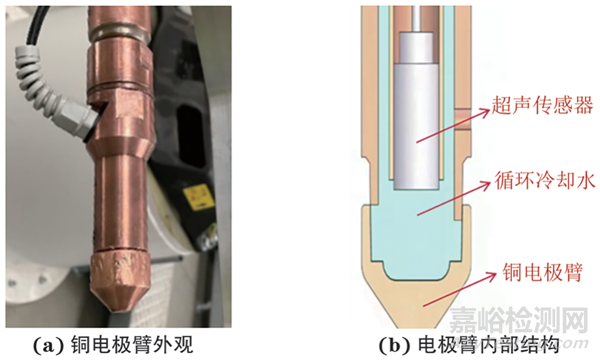
图2 原位监测超声传感器内嵌式水冷电极臂结构
点焊焊接过程的典型超声回波特征如图3所示,点焊工件为3 mm厚低碳钢薄板搭接而成。
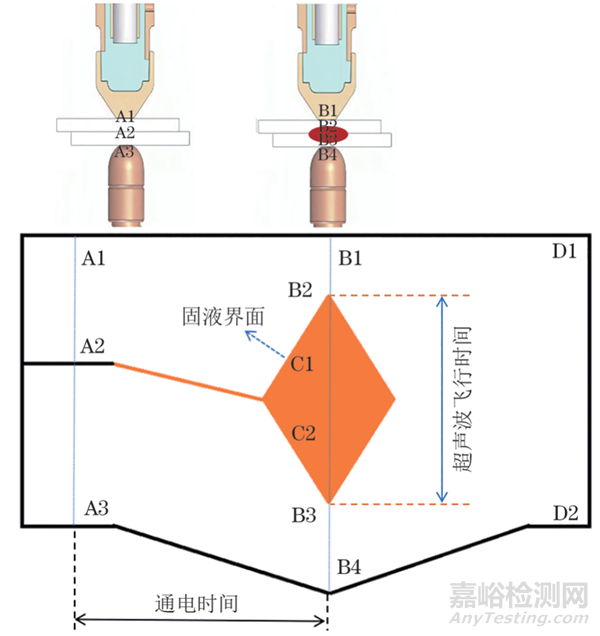
图3 点焊焊接过程的典型超声回波特征
通电开始前,A1为工件上表面与铜电极臂接触面,A2为两层搭接钢板之间的一次回波,A3为两层搭接钢板之间的二次回波。
通电开始后,两层低碳钢板之间接触点处电流最大,钢板瞬间熔化,且熔化范围随着通电时间增加逐渐变大,此时B扫描信号出现固液界面回波特征,如图中C1(焊核固液界面上界面)、C2(焊核固液界面下界面)所示。
当电流停止时,通常对应焊点熔核的最大值,此时B2为最大熔核上顶点,B3为熔核下顶点。
焊接电流停止后,熔核冷却凝固,水冷电极臂接触工件处上下表面温度最低,焊核中心温度最高,受温度梯度影响,固液界面逐步向焊核中心凝固,若熔核质量良好,两层板搭接面回波消失。
综上,焊点熔核熔化和凝固过程对应菱形超声B扫描特征区如图3中橙色区域所示。
点焊试验与数据分析
电阻点焊工艺参数主要有焊接电流、通电时间和电极压力。影响焊接热输入的主要是焊接电流和通电时间,在250 ms通电时间工况下,采用多组不同焊接电流进行点焊试验时的超声检测B扫描图像如图4和图5所示。
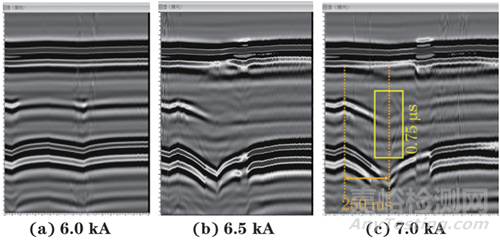
图4 小电流参数控制组的超声检测B扫描图像
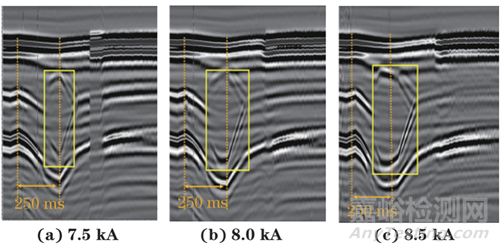
图5 大电流参数控制组的超声检测B扫描图像
可见在通电时间和电极压力不变(250 ms和3.4 kN)条件下,焊接电流由小到大改变(6,6.5,7.0 kA),在焊接电流较低(不超过7 kA)时,焊点接收的热输入量不足以形核,不会出现明显菱形超声B扫特征,据此可以判定存在未熔合缺陷。
随着焊接电流增大(7.5,8.0,8.5 kA),焊点出现明显形核长大和冷却凝固过程,对应菱形超声B扫特征区域也会明显增大,菱形区域高度最大值,即超声波飞行时间(TOF)对应焊核长大的最大厚度。
焊接时间和焊接电流由小到大改变,电极压力不变时,获得的在线监测B扫描图像如表1所示。
表1 时间参数控制组在线监测B扫描图像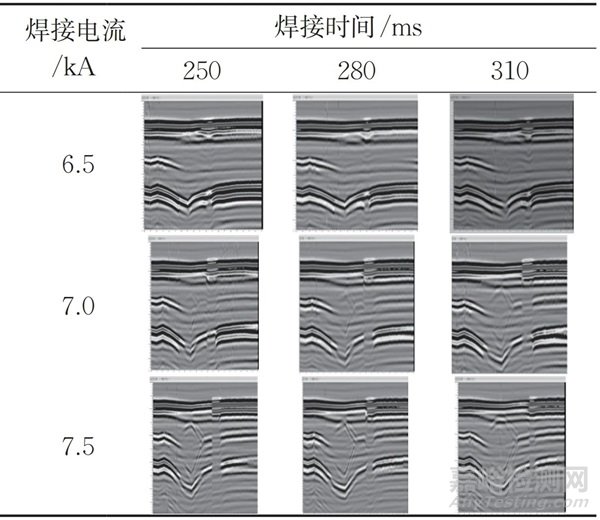
由表1可以看出,在焊接电流较小(6.5 kA)时,随着焊接时间的增加,难以实现有效形核。在焊接电流为7 kA时,焊接时间较短时形核较小,但随着焊接时间增加,菱形超声B扫特征区域逐渐增大。即最小焊接有效电流为7 kA。在焊接电流为7.5 kA时,即便很短的焊接时间,也可以有效形核,随着焊接时间的增加,焊核尺寸会逐步增大,对应的超声波飞行时间也变大。
能够有效形核的情况下,再增加电流和通电时间时的B扫图像特征变化如表2所示,可以看出,每组B扫图像的菱形特征区域与超声波飞行时间都会随焊接电流和焊接时间的增加而增大。
表2 焊接参数增大对照组的在线监测B扫描图像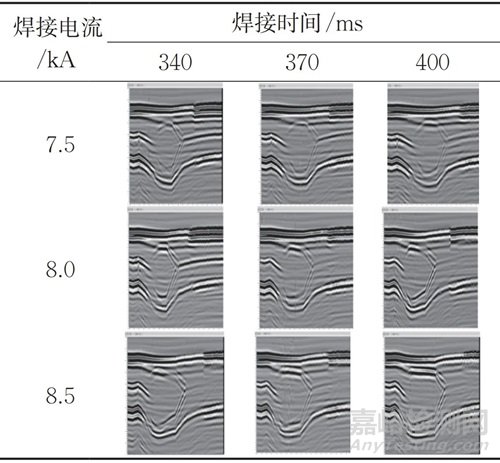
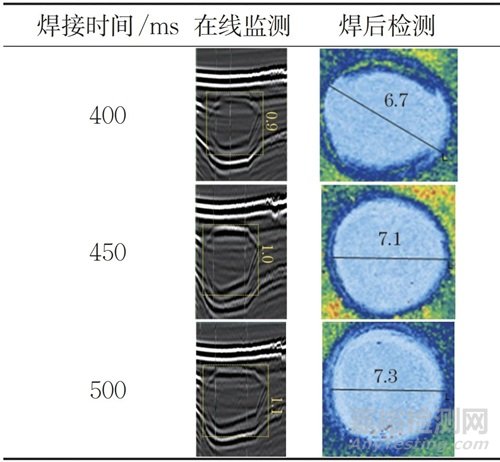
为了验证超声在线监测结果准确性,对测试焊点试件进行了焊后C扫描检测。通过焊后C扫描图像可识别焊核尺寸,通常取最大和最小直径平均值作为焊核直径。
在线监测和焊后检测结果比较如表3所示,可以看出,在焊接电流和电极压力不变(8.0 kA和3.4 kN)条件下,随焊接时间增加(400,450,500 ms),在线监测菱形特征区尺寸和焊后C扫描图像中的熔核直径都会增大,据此可以通过在线监测菱形特征区尺寸来预测焊点熔核直径。
表3 TOF特征与焊后C扫描直径对比
焊核直径量化方法
通过上述分析可知,熔核直径越大,实时监测菱形区也越大。菱形区高度对应焊核厚度,焊核越厚对应熔核也会越大,冷却凝固时间也会越长。因此,可以采用熔核厚度对应的TOF时间作为判据,与熔核直径进行相关分析,两者的相关性比较如图6所示。
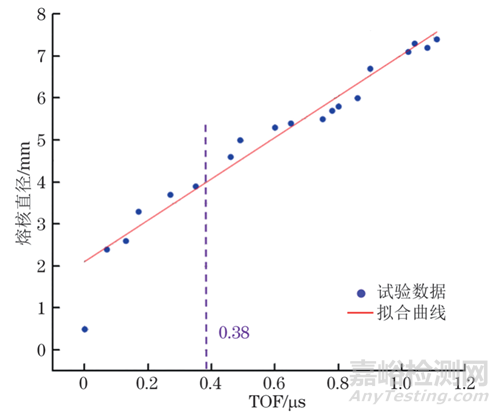
图6 C扫描熔核直径与在线TOF对比结果
汽车领域标准要求板厚为3 mm搭接接头熔核直径的合格值为不低于4 mm。由熔核直径与TOF拟合结果得知,TOF时间与焊核直径具有较好的线性关系,4 mm直径对应TOF时间为0.38 μs。
笔者统计了TOF时间与焊接参数(焊接电流和通电时间)之间的关系,其对比结果如图7和图8所示,据此可以给出合理的工艺参数区间范围,例如,当TOF值小于0.38 μs时,无法获得有效熔核直径。且低于有效电流时,均有未熔合缺陷产生,高于有效电流时,熔核质量都满足标准。
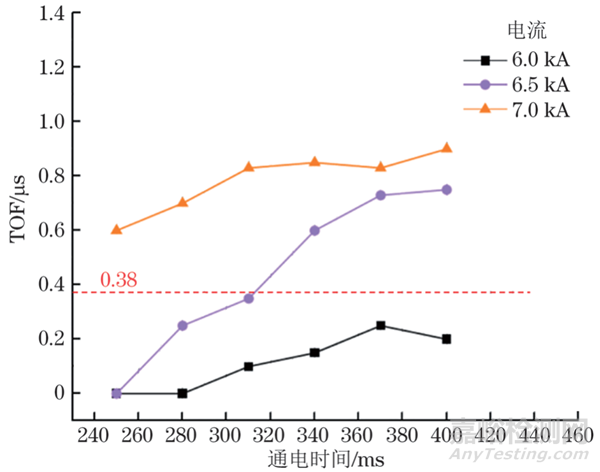
图7 有效电流以下时TOF与通电时间对比结果
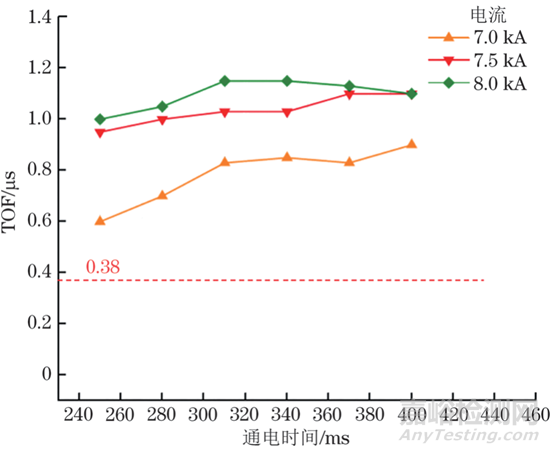
图8 有效电流以上时TOF与通电时间对比结果
结语
设计的电阻点焊熔核质量超声原位监测系统含有内嵌超声传感器的水冷电极臂,通过循环冷却水在防止传感器过热的同时提供良好的耦合;并分析了超声传播时间与焊核直径的相关性,发现大于有效焊核尺寸时的超声传播时间和焊核直径具有较好的线性关系。依据超声传播时间也可以判定焊接电流和通电时间等焊接参数对形核大小的影响,进而评价焊接工艺参数的有效性。
来源:《无损检测》2024年12期
第一作者简介:赵新玉,博士,副教授,主要研究方向为焊接、检测技术与装备。
通信作者简介:张佳莹,博士,副教授,主要研究方向为材料的无损检测与评价。

来源:无损检测NDT