
嘉峪检测网 2024-12-26 13:05
导读:本文以预时效态7075铝合金为对象,建立W型防撞梁特征件超低温冲压仿真方法,进行超低温界面热传导系数测试,并通过超低温冲压实验对仿真结果进行验证。
摘 要: 以预时效态7075 铝合金为实验材料,采用热传导和热力耦合分析建立了包括模具液氮制冷、板料液氮喷淋和冲压成形的W 型防撞梁超低温冲压仿真流程,使用温度相关的材料本构以及分区网格划分方法建立了有限元数值模型,并进行了超低温冲压实验验证。搭建了超低温界面热传导系数测试平台,采用反传热法求解得到了超低温界面热传导系数。结果表明,随着温度的降低,超低温界面热传导系数增大,温度为-165 ℃时超低温界面热传导系数为2 kW·m-2·℃-1。在模具液氮制冷后,下模具表面的最低温度为-58.5 ℃,整体预测误差小于5.2%。在板料液氮喷淋后,预测的板料中部区域温度为-163.5 ℃,接近实验测试温度-160 ℃。W 型防撞梁的特征小圆角过渡区为关键变形区,该区域的成形温度需低于-150 ℃,以保证成形性能。
关键词: 超低温冲压;界面热传导;预时效态铝合金;防撞梁;温度场
引言
铝合金具有密度低、比强度高及抗蚀性好等优点,被广泛应用于航空、航天和新能源汽车等领域[1]。随着节能减排和汽车轻量化要求的日益提高,7XXX 系高强铝合金逐渐应用到车身安全薄壁构件中,如前防撞梁、B 柱加强板等碰撞吸能结构件[2-3]。然而,高强铝合金在常温下塑性差,成形时容易产生起皱、破裂等缺陷。采用温成形、热成形等热辅助成形工艺能提高铝合金成形性,但同时面临着高温变形组织调控难、局部减薄严重及表面磨损加剧等问题[4,5]。近年来,相关研究[6-7]表明,铝合金在超低温条件下具有伸长率增大和硬化能力增强的“双增效应”,成形极限提高,变形均匀性增强,零件表面质量好,因而超低温成形技术在高强铝合金车身薄壁构件的制造方面有待进一步应用。
针对金属薄板冲压成形工艺的研究,通常采用有限元数值模拟技术来分析成形质量,避免缺陷形成,优化工艺参数和模具结构。在超低温板料成形数值模拟方面,REICHL C 等[8]从对流、辐射和传导3 个方面考虑超低温Nakajima 实验中热交换过程,准确预测了铝合金板的温度场,并通过设置不同虚拟空气层厚度模拟板料和模具的实际接触情况,对B 柱特征件模具的温度分布进行分析,指出合适的板料厚度和模具结构尺寸对板料降温效果有重要影响。此外,WANG C 等[9]将整个超低温冲压视为等温过程,进行尾翼尖端蒙皮的超低温成形模拟。然而,在进行超低温冲压之前,模具和板料一般会使用低温介质进行预冷降温,受到制冷方式、模具结构及零件尺寸等因素的影响,产生局部温差和温度时变,难以实现全局等温,需要考虑成形前和成形过程中板料与模具的温度场分布。并且,温度的不同带来铝合金塑性和硬化能力的改变,影响成形性能,凡晓波等[10]的研究表明,2195 铝合金表现出超低温双增效应的温度需要低于-140 ℃。因此,温度是超低温成形工艺的关键因素,对于模拟超低温成形过程中温度场变化的全流程仿真仍较为缺乏。
在超低温成形时模具与板料之间会进行强烈的热交换,温度场预测的关键是保证传热边界条件的可靠性,即精确测试和识别超低温下板料和模具各种接触条件下的界面热传导系数。当前,因冷热成形方式的长期发展,常温和高温条件下的界面热传导系数已开发有相关的实验装置和对应的识别算法。王斌[11]搭建了圆台换热试验模具,研究了冷模热冲压条件下铝合金和模具之间的界面热传导系数,对比了Beck 非线性估算法和热平衡法的求解精度,分析了载荷、温度、界面介质和模具材料对温热成形界面热传导系数的影响规律。孙静娜等[12]通过钛合金板热轧实验结合有限元仿真修正,获得了板坯与轧辊间的接触换热系数。然而,对于超低温界面热传导系数,鲜见有相关的专业测试设备,超低温下接触热传导系数随温度和压力的变化尚不清楚,缺乏可靠的超低温界面热传导参数,在一定程度上制约了超低温成形数值模拟的发展与应用。因此,亟需对超低温下板料和模具材料间的界面热传导系数进行测试和识别。
综上所述,如何获取接触界面的热边界条件,并通过仿真手段进行成形过程温度场的准确预测,是超低温成形面临的关键问题。本文以预时效态7075 铝合金为对象,建立W 型防撞梁特征件超低温冲压仿真方法,进行超低温界面热传导系数测试,并通过超低温冲压实验对仿真结果进行验证,为铝合金超低温成形工艺探索和优化提供指导。
1、 实验材料与成形工艺
1.1 实验材料
本文选用预时效态7075 高强铝合金为实验材料,板料厚度为1.6 mm,初始板坯长度为250 mm,宽度为200 mm,为同时满足超低温增塑和高服役强度的要求,对初始T6 态板料进行如下预处理: 首先在高温炉中进行475 ℃、35 min 的固溶热处理,取出后立即放入水中淬火,然后在烘烤炉中进行120 ℃、1 h 的时效处理,最终得到预时效态的7075铝合金。这种预时效态铝合金常温下能够稳定储存,在超低温成形后仅需进行180 ℃、20 min 的烘烤就能达到约峰值强度的90%,适用于快节拍的车身零部件制造[13]。预时效态7075 铝合金在常温至液氮温度下的单向拉伸力学性能如图1 所示,该材料在超低温下的屈服强度和抗拉强度增大,硬化能力增强,均匀伸长率在低于-150 ℃时明显提高。

图1 预时效态7075 铝合金在不同温度下的力学性能
Fig.1 Mechanical properties of pre-aged 7075 aluminum alloys at different temperatures
1.2 目标零件与成形工艺
目标零件为W 型汽车防撞梁特征件,三维模型和尺寸如图2 所示,该零件截面呈W 型,主要分为中梁、外侧壁和内侧壁3 部分,并且在宽度方向沿中心面左右对称。中梁的上顶面和下顶面通过过渡区连接,过渡区、内侧壁和上顶面的交界处具有小圆角特征,圆弧半径为3 mm,在常温下冲压时该区域容易发生开裂。
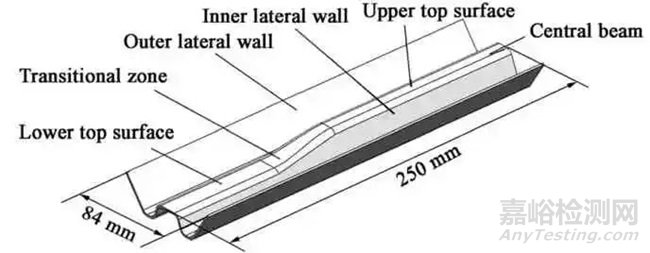
图2 W 型防撞梁特征件
Fig.2 Characteristic part of W-shaped anti-collision beam
采用预强化超低温成形工艺[13]进行铝合金板料的成形,主要过程如图3 所示。首先模具通过液氮流道预冷,待模具温度稳定后,将经过液氮浸泡的预时效态铝合金板转运到模具上,同时采用液氮喷淋的方式对板料实施降温,在-196~-150 ℃温度区间内进行超低温成形,最后下料取出零件。

图3 超低温冲压工艺的主要过程
Fig.3 Main process of cryogenic stamping process
2、超低温冲压仿真方法
2.1 分析步设定
在Abaqus 中建立仿真模型,根据超低温成形工艺,将超低温冲压仿真流程分为模具液氮制冷、板料液氮喷淋和冲压成形3 个步骤,如图4 所示。
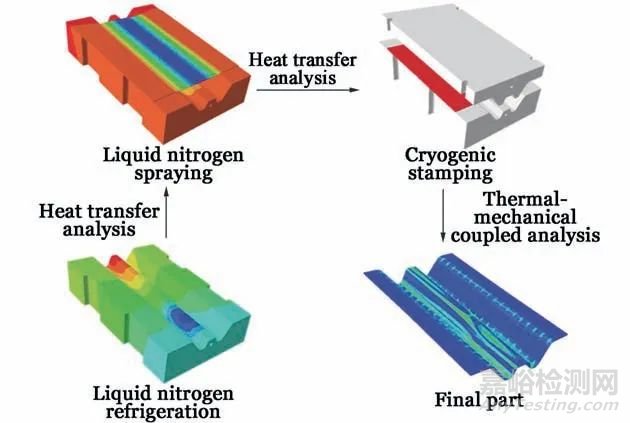
图4 超低温冲压仿真过程和分析步类型
Fig.4 Cryogenic stamping simulation process and analysis step type
第1 步是模具液氮制冷过程模拟,为保证超低温成形温度,通过在模具中开设液氮流道进行预冷,这一过程采用热传导分析步,计算获取模具的温度场。
第2 步是板料液氮喷淋过程模拟,以第1 步的计算结果作为板料液氮喷淋过程的初始模具温度场。因为板料转运时在空气中持续散热,初始温度将不再为-196 ℃,假定板料温度场均匀分布,将其初始温度设置为-170 ℃。当板料转运完成后,板料两侧与模具支撑面接触,通过界面进行热交换。同时,液氮从下模具中央开设的孔洞中一直喷淋而出,即始终有一冷源对板料中部持续制冷,进而也采用热传导分析步计算板料转运到模具上后整体温度场的变化。
第3 步是进行冲压成形模拟,将第2 步得到的板料和模具的稳定温度场作为初始条件,使上模具下行,进行冲压成形过程的热力耦合分析。
2.2 材料本构模型
采用Mises 屈服准则,通过Voce 模型描述材料的硬化行为,如式(1) 所示。

式中:  为等效应力;
为等效应力; 为等效塑性应变;A 和B为材料参数;C 为无量纲材料参数。
为等效塑性应变;A 和B为材料参数;C 为无量纲材料参数。
超低温冲压过程中铝合金发生的是非等温变形,为考虑温度对铝合金超低温变形行为的影响,拟合得到Voce 模型各个参数随温度的变化关系,如式(2) 所示。
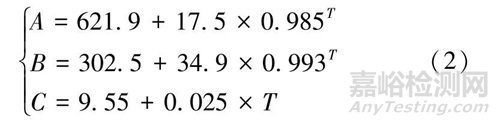
式中: T 为温度。
2.3 模具与板料网格划分
实际模具较为复杂,安装孔、定位孔等局部微小结构特征较多,如若全部考虑将成倍增大计算量,但对计算结果影响较小,为提高计算效率,仅保留冲压模具主要结构。为便于网格划分,将下模具分为左、中和右3 个部分,较为复杂的中部采用扫掠网格划分技术获得较高质量的六面体网格。由于冲压零件的中间区域为大变形区,对应于初始板料的中部,该处网格种子设置为1,最中间区域为0.5,保证中部网格足够细小。板料两侧种子设置为4,在厚度方向上分为6 层网格,最终板料划分得到的单元总数为186000,板料和模具的网格划分结果如图5 所示。在模具液氮制冷、板料液氮喷淋两个分析步中单元类型采用C3D8,在冲压成形步骤中采用C3D8RT。

图5 模具及板料的网格划分结果
Fig.5 Meshing results for die and sheet metal
2.4 热力边界条件
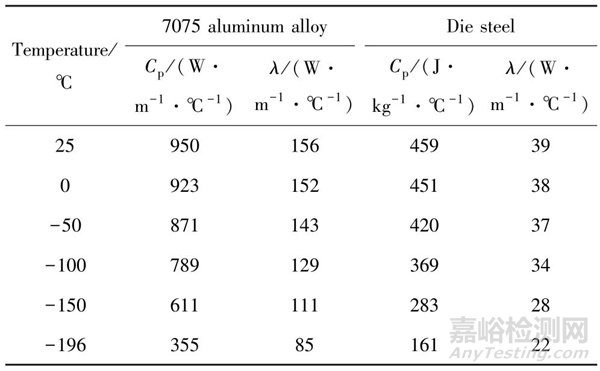
超低温冲压工艺涉及到的力边界条件主要有摩擦因数和冲压速度。由于温度极低,模具和板料的表面会形成极薄冰层,对于成形过程起到一定润滑效果,因此摩擦因数通常较小,参考LIU W 等[14]的研究结果,将摩擦因数设置为0.2,另外,冲压速度设置为450 mm·s-1。在热边界条件方面,根据REICHL C 等[8]的研究结果设置相关参数,不同温度下7075 铝合金以及模具钢的比热容Cp、热传导系数λ 如表1 所示,板料与空气、模具与空气之间的热对流换热系数统一设置为0.58 W·m-2·℃-1,板料和模具的热辐射系数为0.6。在第1 步模具液氮制冷模拟中,从液氮入口到出口流道侧壁的恒定热流等距离依次设置为-30、-40、-30、-20 和-15 mW·mm-2;第2 步板料液氮喷淋模拟中,板料下表面中部喷淋段设置为强制对流换热,该处表面环境温度为-170 ℃。此外,板料和模具之间的界面热传导系数通过实验测试得到。
表1 7075 铝合金和模具钢的热物性参数[8]
Tab.1 Thermophysical parameters of 7075 aluminum alloy and die steel[8]
3、 超低温界面热传导系数测试与冲压实验
3.1 超低温界面热传导系数测试
基于超低温冲压工况,在Zwick 电子万能试验机上搭建了超低温界面热传导系数测试装置,如图6 所示,主要包括上、下圆台模具、半径为35 mm的圆片试样、液氮容器、4 个直径为Φ1 mm 的探针式T 型热电偶、KEITHLEY7708 数据采集器和后处理电脑。设计圆台实验模具使热量主要沿轴向传递,尽可能满足一维热传导假设。圆片试样侧面开有直径为Φ1 mm,深度为15 mm 的盲孔,用于固定热电偶,对于薄板而言,板料厚向上的温度梯度可以忽略,即认为热电偶测试的温度为板料表面温度。在下模具内部距离上表面2、6 和10 mm 位置处分别安装3 个热电偶。实际测试时,先将圆片试样在液氮容器中浸泡15 min,然后快速转运到下圆台模具,同时启动试验机通过上夹头带动上圆台模具以20 mm·s-1 的速度下行,达到设定压力时停止并保压,在板料温度恢复至室温后取下板料,完成测试。通过数据采集器记录模具和板料对应位置的温度变化历史,数据点分别为25、26、27 和28。实验中,设置界面压力分别为0.5、5 和10 kN。
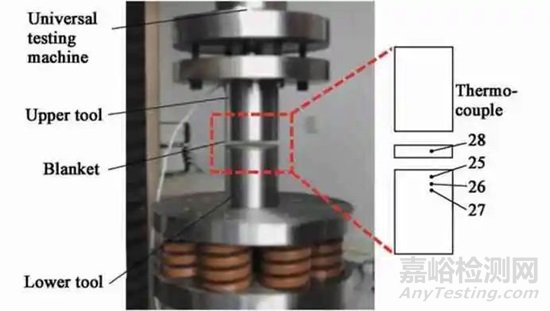
图6 界面热传导系数测试装置
Fig.6 Test device of interfacial heat transfer coefficient
界面热传导性系数计算原理是用流过界面的热流密度除以两个接触表面的温度差,如式(3)所示。

式中: h 为板料与模具之间的界面热传导系数;q 为板料和模具之间的热流密度;Td 和Tb 分别为模具和板料表面的温度。
在获得4 个测点的温度变化历史后,采用Beck反传热法来识别超低温界面热传导系数,即通过实验测试得到的温度场来反向求解边界条件,在离散的时间步内寻找最优的对流换热系数使求解的模具温度场和测试温度场偏差最小,最优化的目标函数如式(4) 所示。

式中: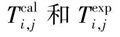 分别为位置i 和j 处的计算值和实验测试值。参考LI Y 等[15]建立的界面热传导系数反求法,基于MATLAB 开发了相应的求解程序,并进行了参数识别。
分别为位置i 和j 处的计算值和实验测试值。参考LI Y 等[15]建立的界面热传导系数反求法,基于MATLAB 开发了相应的求解程序,并进行了参数识别。
3.2 W 型汽车防撞梁超低温冲压实验
在300 t 小松伺服压机上搭建了W 型汽车防撞梁的超低温冲压实验平台,如图7 所示,该平台包括冲压模具、自增压液氮罐、液氮输送管、隔热防护罩和温度采集模块等。在W 型防撞梁冷冲压模具上开通额外的流道,位置在下模具中部,形状为圆孔贯通型。使用相对经济的液氮作为冷却介质,自增压液氮罐通过输送管向模具中运送液氮,实现模具降温。同时考虑到防撞梁特征件的主要变形区在零件的中部区域,因而在下模具对应位置钻通两个圆孔,使流道中的一部分液氮从中间的小口直接喷淋到板料上,达到板料局部降温的效果。此外,由于冲压过程在开放空间进行,为了实现更低的成形温度,使用亚克力材质的隔热防护罩包裹上模具和下模具,减少板料和模具在空气中的散热。
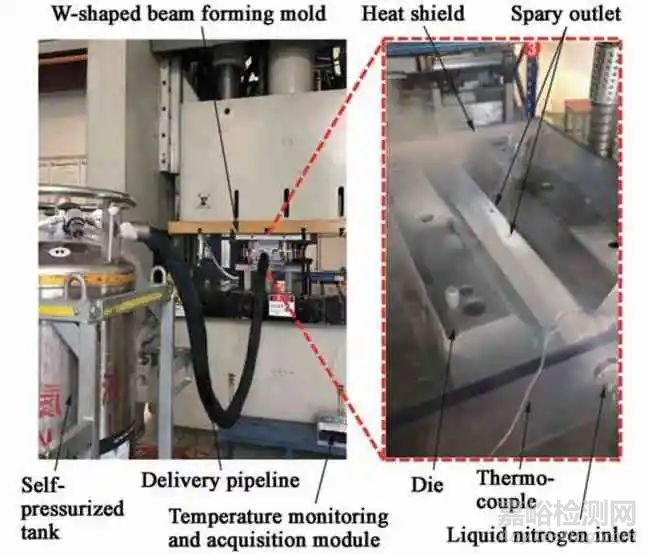
图7 超低温冲压实验平台
Fig.7 Cryogenic stamping experimental system
在下模具中梁的表面固定5 个高精度探针式T型热电偶,具体位置如图8 所示,在实验过程中,通过KEITHLEY7708 数据采集器实时监测模具各个测点的温度。同时板料中心固定一个热电偶,记录板料从液氮浸泡到转运成形后的温度变化。

图8 温度监控与采集测试装置示意图
Fig.8 Schematic diagram of temperature monitoring and acquisition experimental device
实验开始后,启动温度采集模块记录温度,并逐步打开自增压液氮罐的阀门开始模具降温过程,约1 h 后整个模具温度维持稳定。将预时效处理后的板料在液氮中浸泡至少15 min,接着取出并快速转运至模具上,转运时间不超过10 s。之后,通过液氮喷淋对模具上的板料局部降温,该过程持续时间大约30~40 s。最后,启动伺服压机进行冲压,短暂保压后抬起压机,取出零件并进行下一块板料的冲压,整个超低温冲压实验在2 min 内完成。
4、 结果与讨论
4.1 超低温热传导系数
根据施加载荷和接触面积的比值计算得到接触压力分别为0.13、1.3 和2.6 MPa,不同接触压力下板料和模具温度变化历史如图9 所示,板料转运到模具后,模具温度开始下降,板料温度从-196 ℃上升到约为-170 ℃。在圆台模具对板料施加压力后,板料的温度呈快速上升趋势,表明存在接触压力时板料和模具以极快的速度进行热交换。当板料温度到接近0 ℃时上升速度明显减缓,模具上最靠近表面的25 号测点从室温降低到8 ℃,而距离表面更远的26、27 号测点的最低温度分别为14 和17 ℃。在上模具压住板料约20 s 后,所有测点的温度都稳定在20 ℃左右。对比不同载荷下的结果,各个测点温度都具有相同的变化趋势。
图9 不同接触压力下板料与模具温度变化历史
(a) 0.13 MPa (b) 1.3 MPa (c) 2.6 MPa
Fig.9 Temperature change history of sheet metal and die with different contacting pressures
不同接触压力下超低温界面热传导系数的识别结果如图10 所示。随着温度降低,界面热传导系数逐渐增大,到-165 ℃时接近2 kW·m-2·℃-1。而随着接触压力的增大,界面热传导系数增大趋势不明显,表明超低温下接触压力对界面热传导系数影响较小。
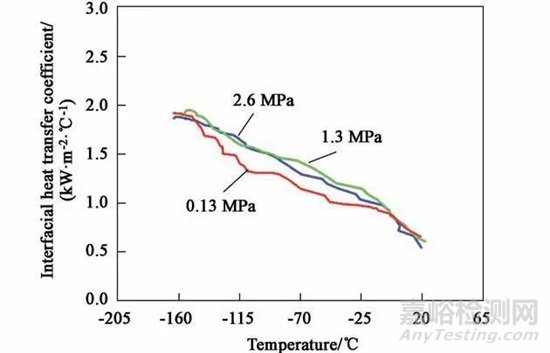
图10 不同接触压力下界面热传导系数随温度的变化
Fig.10 Change of interfacial heat transfer coefficient with temperature under different contacting pressures
4.2 模具与板料温度场仿真结果分析
在进行液氮制冷后模具的温度场分布如图11 所示。从图中可知,下模具的表面温度呈梯度分布,中部温度低,两边温度高,从液氮入口到出口的温度逐渐升高,在靠近液氮入口处温度最低,为-58.9 ℃ (箭头所示),出口处温度约为-30.4 ℃。自增压液氮罐向模具输送的实际是液氮和空气的混合物质,由于液氮输送管头部插入模具流道入口,输送的液氮与测点2 附近的流道最先接触,使该位置附近温度最低。随后,液氮与模具之间的热交换使冷却介质中液氮占比逐渐降低,因而靠近入口温度低、出口温度高。模具表面温度的测试与仿真结果对比如表2 所示,5 个测温点的仿真温度与实验测试温度都较为接近,最大误差为5.2%,验证了模具温度场仿真结果的可靠性。
表2 实验与仿真的模具温度对比
Tab.2 Comparison of experimental and simulated temperatures of die
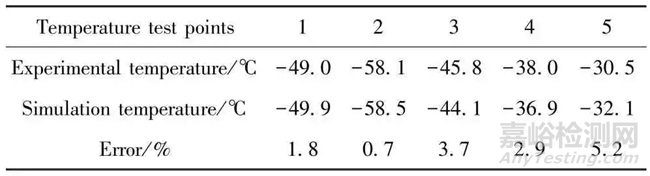

图11 模具液氮制冷后的温度场分布
Fig.11 Temperature field distribution after liquid nitrogen refrigeration of die
板料转运完成后经过液氮喷淋仿真获得的温度场如图12 所示。从图中可知,温度沿板料宽度方向呈现明显的梯度分布,板料与模具接触的区域温度上升显著,最终基本和模具温度一致。实验记录板料从液氮浸泡、液氮喷淋到冲压成形的温度变化如图13 所示。在未与模具接触的板料中部,经过液氮喷淋后,仿真所获得的最终温度为-163.5 ℃,与实验获得成形前的板料温度-160 ℃十分接近。因此,前两步仿真结果能够很好地描述板料和模具在液氮预冷和喷淋后的温度变化情况,为后续超低温成形仿真提供准确的初始热边界条件。
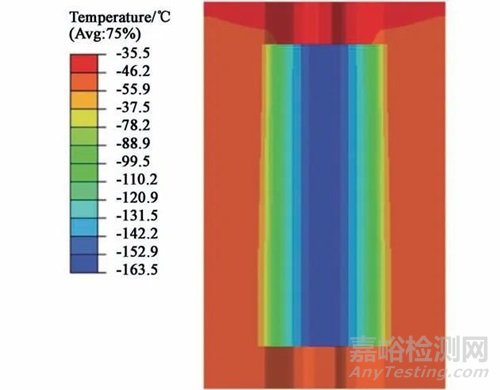
图12 板料液氮喷淋后的温度场分布
Fig.12 Temperature field distribution after liquid nitrogen spraying of sheet metal

图13 超低温冲压全过程中板料温度变化曲线
Fig.13 Temperature change curve of sheet metal during whole process of cryogenic stamping
4.3 W 型零件冲压成形结果分析
超低温成形得到的W 型防撞梁零件如图14 所示,通过超低温冲压仿真得到的应变场分布如图15所示。从图中可知,发生最大变形的区域是两处通过内侧壁、过渡区和上顶面交界形成的小圆角特征区域,仿真得到的最大等效塑性应变达到0.385,该区域容易发生应变集中现象。分析可知,这两个小圆角特征区位于板料的中心,受限于W 型防撞梁的内外侧壁结构,冲压成形过程中两侧材料流入困难,只能依靠该处材料自身的塑性,若塑性变形能力不足,则易开裂。根据冲压实验结果,当温度为-160 ℃时能够成形出无破裂的W 型防撞梁零件。
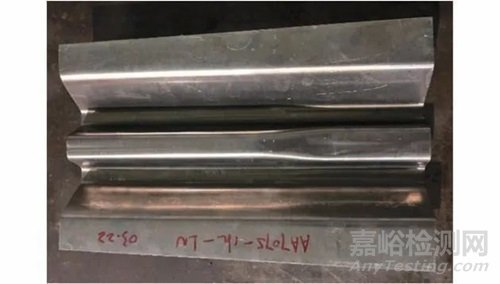
图14 超低温冲压成形的W 型零件
Fig.14 W-shaped part of cryogenic stamping
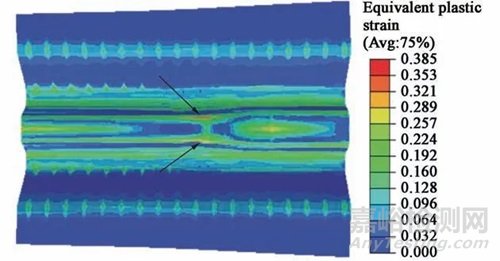
图15 超低温冲压仿真应变场分布
Fig.15 Strain field distribution of cryogenic stamping simulation
为进一步分析预时效态7075 铝合金W 型防撞梁的成形温度区间,分别对板料进行室温冲压以及经过液氮浸泡后的冲压实验,得到的零件如图16 所示。由图可知,室温下成形的零件直接破裂,而液氮浸泡后板料在成形时依旧在小圆角特征区域出现短裂纹,从图13 的温度变化结果可知,如果没有进行液氮喷淋补温,成形时的温度接近-150 ℃,此时仍无法得到完整的零件。因此,在超低温成形时,W 型零件的小圆角关键过渡区域需要保证在足够低的温度下发生变形,即变形温度低于-150 ℃,充分利用超低温增塑效应来避免缺陷产生。
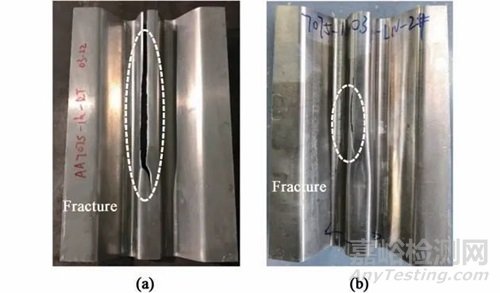
图16 冲压成形后的W 型零件
(a) 室温冲压 (b) 液氮浸泡后冲压
Fig.16 W-shaped parts after stamping
(a) Stamping at room temperature(b) Stamping after liquid nitrogen refrigeration
5、 结论
(1) 基于超低温界面热传导系数测试装置和反传热法获得超低温界面热传导系数,在超低温下铝合金板料与模具钢之间的界面热传导系数随着温度的降低而增大。
(2) 建立了包括模具液氮制冷、板料液氮喷淋、冲压成形的超低温冲压仿真方法,得到的模具表面和板料中部的最低温度分别为-58.5 和-163.5 ℃,最大误差为5.2%。
(3) W 型防撞梁的小圆角特征区为关键变形区,为充分利用超低温增塑,该区域的成形温度需控制在低于-150 ℃。
来源:期刊-《塑性工程学报车》 作者:戚宇彤1, 2 ,李淑慧1, 2 ,钱昌明1, 2 ,冯 彬1,2,顾 彬1,2
(1.上海交通大学 机械系统与振动国家重点实验室,上海 200240;2.上海交通大学 上海市复杂薄板结构数字化制造重点实验室,上海 200240)

来源:Internet