
嘉峪检测网 2024-12-28 10:41
导读:本文作者针对过放电行为对磷酸铁锂锂离子电池安全性能的影响进行研究,分析过放电行为对磷酸铁锂锂离子电池组安全性能的影响,探索作用机制,明确关联关系,以加强电池单体的安全性和相应模组的集成与控制设计。
过放电对电池单体、系统乃至整个储能电站的电性能、可靠性和安全性均有重大影响。过放电是指电池放电至截止电压后继续放电的行为,会诱导Li+不断地从负极脱离并嵌入正极,表现为负极电位不断升高,正极电位不断下降,电池端电压持续下降,直至0V。通常,电池轻度过放电会导致固体电解质相界面(SEI)膜分解、正负极材料晶相结构改变,深度过放电会则引发负极铜集流体的溶解和内短路,甚至诱发热失控。
为进一步确认磷酸铁锂锂离子电池在典型滥用工况下的失效行为,更好地开展高安全、长循环单体的设计和储能电站的管控,本文作者针对过放电行为对磷酸铁锂锂离子电池安全性能的影响进行研究,分析过放电行为对磷酸铁锂锂离子电池组安全性能的影响,探索作用机制,明确关联关系,以加强电池单体的安全性和相应模组的集成与控制设计。
1、 实验
1.1 过放电实验
实验用电池组由18只额定容量为23Ah的磷酸铁锂锂离子电池(3.2V,6.5cm×2.5cm×14.5cm)并联而成(单体工作电压2.00~3.65V,模组额定电压57.6V)。测试仪器为CT4008-5V20A-A电池测试系统。采用两组电池组进行对比,循环次数相同:第一组正常工作,以0.2C恒流充放电,电池均为正常电池;第二组以0.2C恒流充放电,循环到第1000次时,对其中1只单体电池进行夹片加热(50W,0.5℃/min),加热到150℃时发生热失控(以下统称为事故电池),在不引起热失控的前提下,诱导相邻电池发生过放电(以下统称为异常电池)。随后,对两只单体电池进行拆解,分析过放电行为的影响。
1.2 物性分析
采用XTH225ST测试仪进行无损X射线计算机断层扫描(XCT)测试;采用SU8100型扫描电子显微镜(日本产)进行SEM-能量色散谱(EDS)分析。
2、 结果与讨论
2.1 电性能实验结果
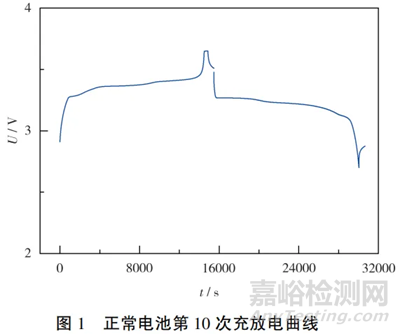
第一组正常电池中单体电池的放电曲线如图1所示。随后在正常电池组和异常电池组中各取1只单体电池进行电性能测试,发现异常电池明显鼓胀,电压均下降至0V,内阻由3.63Ω上升至4.69Ω,该组电池全部失效,而正常电池的电压为3.27V。
2.2 XCT结果
正常、异常电池的XCT无损检测结果见图2。正常电池的电芯外壳厚度约为0.5mm,电芯未见明显胀气,电芯极卷与两侧壳体间距贴合度较好。从电芯俯视剖面图[图2(a)]可见明显的极片褶皱,局部区域极片有一定程度的弯曲变形。

从电芯正视剖面图[图2(b)]可见,电芯本体也存在一定的变形区域。正极耳侧视图[图2(c)]显示,电芯本体内部局部区域极片产生褶皱,两个极卷正、负极对齐度较高。中心减压阀位置侧视剖面图[图2(d)]显示,在靠近极卷外层的极片,褶皱痕迹明显。负极耳侧视图[图2(e)]中,极耳对齐度较高,但其中一个极卷的内部也发现极片局部褶皱现象。虽然该电池没有发生形变,但以上结果表明,电池在封装过程中的工艺,尤其是局部应力和成型控制等方面,对电池的性能会造成一定的影响。
异常电池由于电芯胀气,两侧电芯极卷与壳体间距增大且不均匀。从电芯俯视剖面图[图2(f)]可见明显的极片褶皱,电芯极片之间的间隙增大,且两个极卷中4个负极耳并不完全对齐,同时有异物存在于极卷卷芯位置。从电芯正视剖面图[图2(g)]可见,电芯本体变形明显,呈高低不平的状态,且极卷卷芯负极耳侧出现极片弯曲且分离的现象;正极耳侧视图[图2(h)]显示,电芯极片出现褶皱,局部区域极片严重分离,且顶部正负极片有一定的错位。中心减压阀位置侧视剖面图[图2(i)]显示,极片呈现循环斜上升趋势的褶皱,负极耳侧视图[图2(j)]中,极耳发生了错位。
对异常电池进行了局部XCT扫描,结果见图3。从电芯局部正视剖面图[图3(a)]可见,电芯本体弯曲变形痕迹更加清晰。从俯视图[图3(b)]可见,异物形态清晰,极片之间间隙大小不均,局部区域呈现单层之间分离,局部区域呈现多层发散形态弯曲挤压状。负极耳侧上端出现极片与极耳直接接触的情况[图3(c)],尤其是右侧错位严重的极卷卷芯,正极片向上突起部位存在接触的可能。
2.3 电池解剖测试
分别对正常和异常电池进行拆解,拆解后的正极、负极和隔膜见图4。正常电池使用一段时间后,虽然正、负极片均出现了较严重的褶皱,但正极、负极和隔膜保持较好,活性物质还能较好地粘附在集流体上,负极片严重褶皱区域和卷芯弯折区域有大小不同的黑色发散条纹,局部区域存在析锂现象。

异常电池的正、负极片均出现了严重的变形或褶皱现象,在极片严重褶皱区域和卷芯弯折区域,有大小不同的黑色发散条纹;负极片两侧的活性物质基本完全脱落,剥离后的铜箔局部区域出现大电流过载现象,其中极耳侧尤为明显;此外,极耳处胶层与隔膜也出现了一定的熔融粘连现象。
2.4 SEM/EDS结果
正常、异常电池不同位置的SEM图见图5。正常电池的正极表面[图5(a)]可清楚观察到磷酸铁锂活性物质和导电炭黑颗粒;隔膜表面[图5(c)]可清楚观察到隔膜上的孔隙结构;负极表面[图5(e)]也可观察到石墨活性物质颗粒及一定量的其他沉积物质。
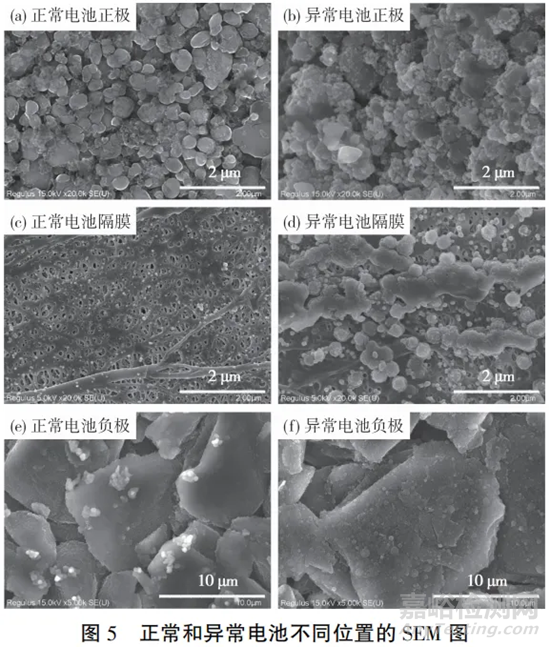
异常电池的正极表面[图5(b)]无法清楚观察到活性物质颗粒,同时覆盖有沉积物质,异常点表面出现大量团状物质;隔膜表面[图5(d)]存在大量沉积物质且完全堵塞了孔隙结构;相比于正常电池,异常电池负极表面[图5(f)]的物质沉积现象更明显,表明过放电行为诱发的电池形变,导致了电极材料的脱落以及金属的析出。
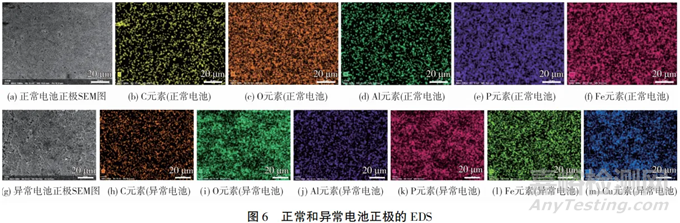
为了分析异常区域的材料组分,并进一步确定电池失效的原因,分别对正常电池、异常电池的正极和负极进行EDS测试。正极的EDS结果如图6所示,负极的EDS结果如图7所示。从图6可知,正常电池的正极表面元素均为O、C、P、Fe和Al,没有检测到Cu元素,而在异常电池的正极表面检测到了Cu元素。

从图7可知,正常、异常电池的负极表面均存在少量的Cu元素。正常电池表面的Cu元素较少,信号集中于集流体背底,异常电池表面的Cu元素较多,表明过放电情况下,集流体的Cu扩散到了负极表面,并进一步向隔膜和正极表面迁移。正常、异常电池的负极表面均存在一定含量的N、F沉积物质,来源主要是负极表面的SEI膜。
正常和异常电池隔膜(负极侧面)的EDS结果见图8。从图8可知,正常电池表面沉积物含有一定量的C、O、F、Cu和N,主要是电池正常老化产生的,含量见表1。
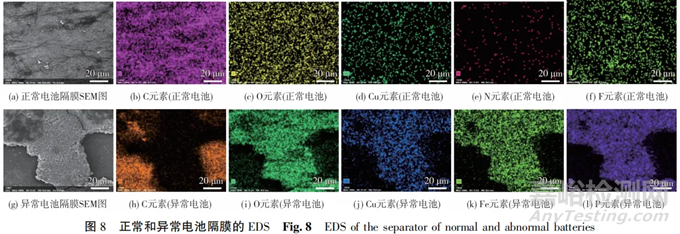
异常电池隔膜表面沉积物质中含有一定量的C、Fe、P、O 和Cu,含量见表1,其中Fe、P源于正极材料LiFePO4。这一结果表明,在失效过程中LiFePO4发生了溶解分解反应,迁移到隔膜另一侧沉积,说明过放电反应对正极的损伤较大。

3、 结论
本文作者基于磷酸铁锂锂离子电池模组,通过诱导模组中电池单体发生热失控造成临近电池发生过放电,探索了过放电池的结构和电池各部分的变化。研究表明:在同一个并联模组中,如果一只电池发生电压异常情况,将会对其他电池产生连锁影响,使它们达到原本的截止放电电压条件而未停止放电,诱发过放电效应。当电池发生过放电后,负极集流体的金属铜会变成铜离子,从负极迁移到正极,并沉积在正极表面。
过放电程度较深时,会导致铜枝晶堵塞隔膜孔隙,导通正负极,出现内短路现象,造成局部电流密度过大,产热急剧增加,大量热蓄积会进一步造成电池内部极片表面SEI膜和电解液的分解及产气,进而加剧电池的失效影响。
文献参考:顾昊,张松通,胡海良,祝夏雨,明海.储能用LiFePO_(4)锂离子电池过放电失效分析[J].电池,2024,54(4):492-496

来源:Internet
关键词: 电池