
嘉峪检测网 2025-01-14 18:47
导读:磁粉检测试片的主要功能之一是检测灵敏度验证;有些研究试验利用试片中的圆形缺陷槽进行1次磁化有效检出缺陷角度范围的测算,进而计算最少磁化次数以避免漏检。
磁粉检测试片的主要功能之一是检测灵敏度验证;有些研究试验利用试片中的圆形缺陷槽进行1次磁化有效检出缺陷角度范围的测算,进而计算最少磁化次数以避免漏检。
目前国内外主要通用的磁粉检测试片中的缺陷槽有线性缺陷槽(本文将一字型缺陷槽、十字型缺陷槽均视为线性缺陷槽)、圆形缺陷槽两类。
福建宁德核电有限公司的技术人员对使用单磁化方向磁粉探伤机时,国内外主要磁粉检测试片的缺陷槽进行检测灵敏度验证的有效性、测量一次磁化有效检出缺陷的角度范围进而计算最少磁化次数的可行性、实际检测中试片的可用性等问题进行分析;同时针对现行试片存在的检测灵敏度验证有效性不足、实际检测工作中难以进行最少磁化次数测算等问题,提出一种多角度缺陷槽磁粉检测试片。
1、线性缺陷槽验证检测灵敏度
用现行试片的线性缺陷槽验证检测灵敏度时,一般根据磁化后与磁场磁化方向相垂直的线性缺陷槽是否显示磁痕,来确认检测灵敏度是否满足要求。而试片磁化后缺陷槽是否显示磁痕,很大程度上受缺陷槽与磁化方向之间的夹角的影响。
磁场内磁化方向和缺陷槽之间的夹角α与线性缺陷检出率之间的关系如图1所示,GB/T 26951—2011和ISO 17638:2003用图1来说明磁场内线性缺陷检出率与此夹角之间的关系:当磁化方向与线性缺陷所在方向相互垂直即相互之间的夹角为90°时,检测灵敏度最高;随着夹角由90°逐渐减小,检测灵敏度也逐渐降低。
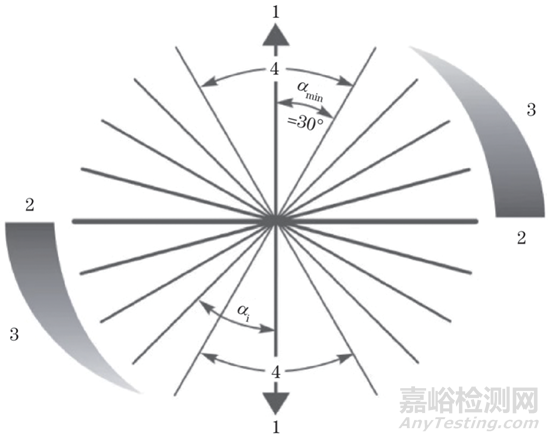
图1 磁化方向和缺陷槽间的夹角α与线性缺陷检出率之间的关系
αi为磁化方向和缺陷槽之间所形成的夹角;αmin为部分磁粉检测标准中α的最小值,取30°;1表示磁化方向;2表示最佳灵敏度;3表示灵敏度降低;4表示灵敏度不足(αmin仅是α的特例之一,αi是α的示例)
因此,当与磁化方向相垂直的试片缺陷槽磁化后显示磁痕,是否就认为与磁化方向呈不同夹角的同样缺陷也都能检出(或与磁化方向呈不同夹角的缺陷槽检测灵敏度也满足要求)的问题有待证明。
目前磁粉检测标准的一般做法是在磁场强度满足要求的前提下,对磁化次数进行规定。这种规定认为,使与磁化方向相垂直的缺陷槽磁化后显示磁痕(即磁场强度满足要求)时,进行规定次数的磁化,就能确保一个平面检测区域内所有角度朝向上的检测灵敏度都满足要求。
GB/T 15822.1—2005和ISO 9934-1:2001提到“在某一表面上进行两次相互垂直的磁化可完成对该表面的完全覆盖”;GB/T 26951—2011和ISO 17638:2003提到“为确保检测出所有方向上的缺陷,焊缝应在最大偏差角为30°的两个近似垂直的方向上进行磁化”;GJB 2028A—2007和NB/T 47013.4—2015的规定基本一致,要求应至少对制件在两个相互近似垂直的方向上进行磁化。
这些规定的制定都是基于以下观点:在一平面检测区域内进行两次相互垂直的磁化,其所有角度朝向上的检测灵敏度就都能满足要求。
这种情况下,每次磁化需至少使试片上偏离磁化方向45°角朝向上的线性缺陷槽显示磁痕,即此时45°角朝向上的检测灵敏度也需满足要求,磁化方向与线性缺陷槽呈45°角关系时线性缺陷槽磁化后的磁痕显示如图2所示,磁化方向与线性缺陷槽呈45°角关系时两次相互垂直磁化后线性缺陷槽的磁痕显示(无磁痕)如图3所示。
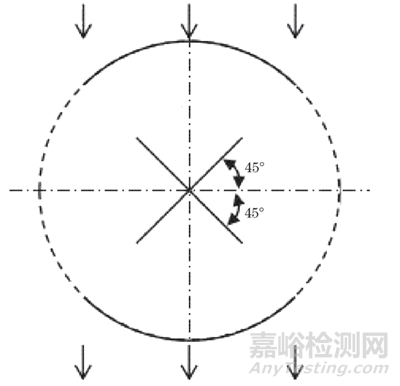
图2 磁化方向与线性缺陷槽呈45°角时线性缺陷槽磁化后的磁痕显示
(箭头方向表示磁场磁化方向;试片圆形、线性缺陷槽的实线部分表示磁化后显示磁痕,虚线部分表示磁化后未显示磁痕,下同)
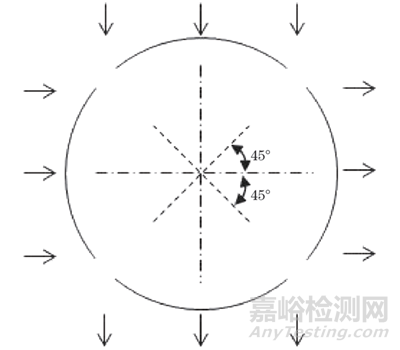
图3 磁化方向与线性缺陷槽呈45°角时两次相互垂直磁化后线性缺陷槽的磁痕显示(无磁痕)
从笔者的试验结果可知,当与磁场磁化方向相垂直的试片线性缺陷槽磁化后显示磁痕(即磁场强度满足要求)时,平面检测区域内偏离磁化方向45°角的线性缺陷槽(另一试片)不一定显示磁痕,即偏离磁化方向45°角朝向上的检测灵敏度不一定满足要求。
这说明与磁化方向垂直的试片线性缺陷槽的检测灵敏度,不能完全代表同一平面检测区域内偏离磁化方向45°角朝向上的检测灵敏度。
这种情况下进行两次相互垂直的磁化,即使试片相互垂直的两个线性缺陷槽都显示磁痕,也不能说明偏离磁化方向45°角朝向上的检测灵敏度满足要求,从而可能导致缺陷的漏检。
姚力等用“弧形磁痕端点测定法”试验,得出“部分试片磁化后45°角方向的圆形缺陷槽无法显示磁痕”的试验结果及“在大多数实际的磁粉检测工作中,用单磁轭在一个检测方向达到基本的探伤灵敏度的要求(即≥45°)并不是一件容易的事”的结论。
笔者用“弧形磁痕端点测定法”试验,得出“部分试验存在漏检区域”,也都证明了这种情况的存在。
这说明根据国内外几个主要磁粉检测标准(GB/T 26951—2011,ISO 17638:2003,GJB 2028A—2007,NB/T 47013.4—2015)的规定,在一个平面检测区域内进行方向相互垂直的磁化时,如用现行磁粉检测试片线性缺陷槽进行检测灵敏度验证,即使与磁化方向相垂直的试片线性缺陷槽磁化后显示磁痕(即磁场强度满足要求,其灵敏度也满足要求),偏离磁化方向的有些角度朝向上的检测灵敏度有时并不满足要求,而可能导致缺陷的漏检。
为避免漏检,可提高磁场强度或增加磁化次数。如提高磁场强度但仍仅进行两次磁化,需使用能验证偏离磁场方向45°角朝向上的检测灵敏度满足要求的试片。但现行试片无45°角朝向的线性缺陷槽,实际工作中难以验证偏离磁场方向45°角朝向上的检测灵敏度是否满足要求。
如增加磁化次数,需测算最少磁化次数N以避免漏检,这要求试片需有朝向不同角度方向的线性缺陷槽。这样的试片经一次磁化后,一些角度朝向上的缺陷槽显示磁痕。测量所有显示磁痕线性缺陷槽所形成的最大夹角(即一次磁化有效检出缺陷的角度范围δ)即可计算出最少磁化次数N,对试片进行一次磁化后的磁痕显示如图4所示。
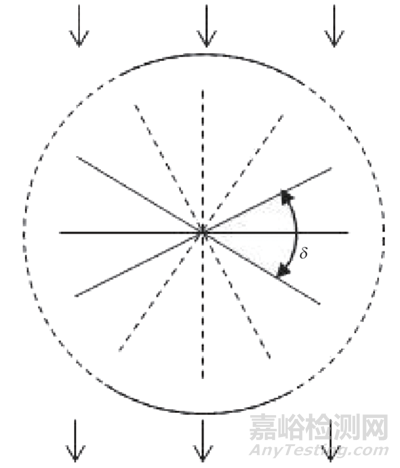
图4 对试片进行一次磁化后的磁痕显示(实线部分)
鉴于所有现行试片的线性缺陷槽仅有一字型和十字型槽,无法满足一次磁化有效检出缺陷的角度范围δ测量的要求,因此无法用于最少磁化次数N的计算。
最少磁化次数N的计算公式(1)为: N=1+(360°/2·δ的取整值),式中加上1是为了确保几次磁化区域有一定的重叠,避免出现漏检区域;“360°/2·δ的取整值”是指“360°/2·δ”为非整数时,除去小数值直接取整。
综上所述,现行试片的线性缺陷槽是否适合作为灵敏度试片的缺陷槽需要商榷。
2、圆形缺陷槽验证检测灵敏度
利用试片圆形缺陷槽进行检测灵敏度验证,其原理与线性缺陷槽的基本相同,是利用与磁场磁化方向基本垂直的部分圆形缺陷槽磁化后是否显示磁痕来验证的。
由上述分析可知,根据国内外几个主要磁粉检测标准规定进行两次相互垂直的磁化时,用现行磁粉检测试片圆形缺陷槽在一个平面检测区域进行检测灵敏度验证,即使利用试片验证了磁场强度满足要求,偏离磁场磁化方向的有些角度朝向上的检测灵敏度有时并不满足要求。
也就是说,采用两次相互垂直磁化工艺时,利用试片圆形缺陷槽进行检测灵敏度验证,在有些角度朝向上的验证有时是失效的,而可能导致缺陷的漏检。
刘毓秀等认为:试片圆形缺陷槽磁化后,显示磁痕的圆弧端点的切线方向是“该磁化电流下可发现的缺陷方向”(“端点切线法”中切线与可发现缺陷方向的关系如图5所示,以下简称为“端点切线法”)。
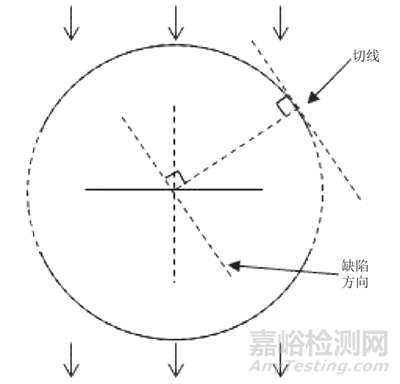
图5 “端点切线法”中切线与可发现缺陷方向的关系示意
但实际磁粉检测工作中,没有将圆形缺陷槽的“端点切线法”用于验证偏离磁场磁化方向一定角度朝向上的检测灵敏度是否满足要求。
这是由于实际工作中难以确定磁化后圆形缺陷槽的圆心,也就难以确定出磁化后显示磁痕的圆弧缺陷槽端点处的切线。
实际工作中不能将圆形缺陷槽的“端点切线法”用于检测灵敏度的验证,也就不能用于两次相互垂直磁化工艺中偏离磁化方向45°角朝向上检测灵敏度的验证。
在实验室环境下,试片磁化后圆形缺陷槽的部分圆弧显示磁痕,利用专门设计的方法,可确定出圆形缺陷槽的圆心,测量出显示磁痕圆弧AB所对应的圆心角(2θ,等于一次磁化有效检出缺陷的角度范围δ,见图6),进而计算出最少磁化次数N。
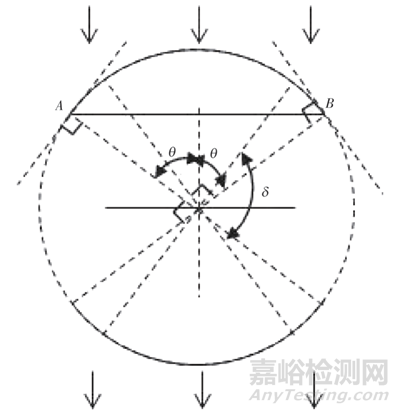
图6 磁化后显示磁痕圆弧所对应的圆心角(2θ)以及一次磁化有效检出缺陷的角度范围δ示意
实际检测工作中,难以确定出磁化后试片圆形缺陷槽的圆心,也难以测量出显示磁痕圆弧所对应的圆心角,因此难以通过这个圆心角来计算最少磁化次数N。
实际检测工作中,可以通过测量显示磁痕圆弧所对应的弦长(AB)来计算圆心角,然后通过式(2)计算最少磁化次数N:N=1+(360°/4·θ的取整值),式中加上1是为了确保几次磁化区域有一定的重叠,避免漏检;“360°/4·θ的取整值”是指“360°/4·θ”为非整数时,除去小数值直接取整。但这种方法计算比较繁琐,难以在实际工作中运用。
综上所述,现行试片的圆形缺陷槽是否适合作为灵敏度试片的缺陷槽需要商榷。
3、多角度线性缺陷槽验证检测灵敏度
某多角度缺陷槽磁粉检测试片的结构如图4所示,在试片上加工不同角度朝向的线性缺陷槽,可以直接用于验证不同角度朝向的线性缺陷是否可以检出,即确认偏离磁场磁化方向的不同角度朝向上的检测灵敏度是否满足要求。这解决了目前所有现行试片在实际工作中的检测灵敏度验证有效性问题。
同时,多角度缺陷槽磁粉检测试片能根据磁化后试片所有显示磁痕的线性缺陷槽,直接测算出一次磁化有效检出缺陷的角度范围δ(见图4),并由式(1)计算出最少磁化次数N以避免漏检。
现行磁粉检测标准一般规定:“至少对部件进行两个相互垂直方向的磁化”,但对什么情况下进行两次以上磁化和进行两次以上磁化时磁化次数如何确定,没有做出规定或提供可行的方案。
现行的试片以及现行的磁粉检测标准都难以解决这两个问题,而多角度缺陷槽磁粉检测试片能很简单、方便地解决这些问题,可应用于角焊缝、曲面等非平面工件的磁粉检测中。
多角度缺陷槽磁粉检测试片的缺陷槽设计更符合实际,用于检测灵敏度验证更有代表性、更准确,不会产生像现行试片的缺陷槽设计不够合理而导致检测灵敏度验证失效的问题;同时利用该试片,能很简便地进行一次磁化有效检出缺陷的角度范围的测算,并计算出最少磁化次数以避免漏检。
因此,多角度缺陷槽磁粉检测试片比所有现行试片更适合作为磁粉检测灵敏度试片。
4、结论
1、现行磁粉检测试片线性缺陷槽,配合单磁化方向磁粉探伤机进行检测灵敏度验证时,偏离磁场磁化方向的有些角度朝向上的检测灵敏度验证有时是失效的,可能导致漏检;同时现行磁粉检测试片线性缺陷槽,难以用于一次磁化有效检出缺陷的角度范围测算进而计算最少磁化次数,其是否适合作为灵敏度试片的缺陷槽需要商榷。
2、现行磁粉检测试片圆形缺陷槽,配合单磁化方向磁粉探伤机进行检测灵敏度验证时,偏离磁场磁化方向的有些角度朝向上的检测灵敏度验证有时是失效的,可能导致漏检;同时现行磁粉检测试片圆形缺陷槽,实际工作中难以用于一次磁化有效检出缺陷的角度范围测算进而计算最少磁化次数,其是否适合作为灵敏度试片的缺陷槽需要商榷。
3、所提出的多角度缺陷槽磁粉检测试片能在一个平面检测区域内对各个角度方向检测灵敏度进行有效验证;同时其能很简便地进行一次磁化有效检出缺陷的角度范围测算,进而计算最少磁化次数以避免漏检,适合作为灵敏度试片。
作者:叶永魁,周浩,吴志男,王亚州,陈学晋
工作单位:福建宁德核电有限公司
第一作者简介:叶永魁,高级工程师,主要从事无损检测工作。
来源:《无损检测》2024年10期

来源:无损检测NDT
关键词: 磁粉检测试片