
嘉峪检测网 2025-03-01 12:36
导读:本研究主要分析这类基材闪锈易产生的电化学腐蚀机理,并针对水性防腐涂料使用不同化学结构的水性树脂和防闪锈剂及不同温湿度作为主要影响因素进行探讨,探索出相对配方材料选择限制较小且更有效解决 这类复杂基材的防闪锈方案。
引 言
水性防腐涂料通常以水为主要介质,VOC含量低,使用和储运相对安全,近年来受到用户的青睐,在工业防腐领域应用发展十分迅速。但与传统的溶剂型防腐涂料相比,水性防腐涂料容易出现闪锈、耐性低、成本高等一系列问题,特别是闪锈现象的出现不但影响涂装外观,还会影响工件的使用命。现行的《水性金属结构用防腐涂料》HG/T5176—2017要求漆膜表面不允许出现闪锈。所以闪锈是水性防腐涂料的重要考虑指标。开发具有优异抗闪锈性能的水性防腐涂料具有重要的意义。工业涂装中含铁的金属基材种类较多,包含有表面未镀锡的马口铁、普通钢材、铸 铁、埋弧焊缝等,这些基材均容易在水性防腐涂料的涂装当中产生闪锈现象,但是未镀锡马口铁及普通钢材由于其表面材料结构平整 、组分相对单一,其初期因吸氧腐蚀引起的电化学反应相对比较容易抑制,一般在水性涂料中添加如亚硝酸盐、苯甲酸盐、醇胺等水基 类型的闪锈剂就比较容易解决。
铸铁工件及埋弧焊缝表面由于表面组分及结构复杂而更易出现闪锈问 题并且很难控制。余国强等人充分探讨了水性防腐涂料中各组分对解决铸铁闪锈的影响,并以此作为参考方案来选择适合的配方组分,但实际水性防腐涂料配方设计当中不会只围绕着防闪锈问题来选择配方的所 有组分,还需要考虑涂料的其他性能影响,另一方面该方案对于解决比铸铁更易闪锈的埋弧焊缝工件还是充满未知。为了更高效地解决埋弧焊缝工件的闪锈问题和减少对水性防腐涂料配方组分过多的选择限制, 本研究主要分析这类基材闪锈易产生的电化学腐蚀机理,并针对水性防腐涂料使用不同化学结构的水性树脂和防闪锈剂及不同温湿度作为主要影响因素进行探讨,探索出相对配方材料选择限制较小且更有效解决 这类复杂基材的防闪锈方案。
1.实验部分
1.1 实验原料
云母粉1250目:滁州市万桥绢云母粉厂;硫酸钡1250目:南风集团;钛白粉:山东道恩钛业有限公司;碳黑粉 8128:杭州君一新材料科技有限公司;水性丙烯酸乳液 7900、水性环氧乳液E44W、润湿分散剂 Disperbx 8070N、基材润湿剂 PAG33、防闪锈剂 C110 、 聚醚有机硅消泡剂 DF902A、聚氨酯增稠剂 L6060、中和剂 AMP95E、成膜助剂 C12:西谱森新材料(宁波)有限公司;苯丙乳液 2000:河北新光新材料有限公司;水性醇酸树脂01W75:上海元邦化工有限公司;防闪锈剂 Raybo60:美国瑞宝公司;防闪锈剂 FA-179:海名斯·德谦;N,N-二甲基乙醇胺,亚硝酸钠:南京化学试剂股份有限公司;二乙二醇丁醚(DGME):美国英力士公司;埋弧焊工件:市售。
1.2 实验仪器和设备
高速分散机(JSF-450):普申检测仪器(上海)有限公司;刮板细度计(0~100 μm):天津伟达仪器厂;高低温湿热试验箱(MRT-GDSR-50A):无锡玛瑞特科技有限公司。
1.3 水性防腐蚀涂料及涂膜的制备
1.3.1 参考配方
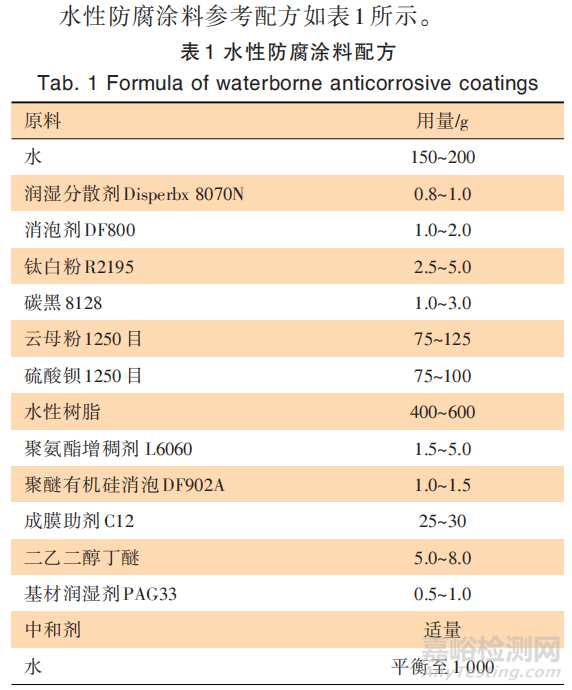
首先按表1的水性防腐涂料配方依次添加水、分散剂、消泡剂、颜料后进行分散并研磨,研磨速度控制色浆的细度≤25 μm,然后在约 700~1 000 r/min 的搅拌速度条件下,依次加入水性防腐树脂、增稠剂等配方组分,搅拌均匀后,用150目滤网过滤,即得水性防腐涂料备用。
1.3.2 涂膜的制备
除去埋弧焊缝工件表面的铁锈及氧化物,使得这类工件表面处理质量达到 GB/T 8923.1—2011《涂装前钢材表面锈蚀等级和除锈等级》标准规定的 Sa2.5级,表面粗糙度 35~75 μm,焊缝处打砂度90% ~100%,使得埋弧焊工件表面露出新鲜的金属表面,用压缩空气吹除耐弧焊工件表面残留杂质,保证涂装前工件表面洁净,用去离子水稀释水性防腐蚀涂料至施工黏度,然后在耐弧焊工件上涂装使用。
1.4 性能测试
1.4.1 闪锈性测试
将水性防腐涂料施工在埋弧焊缝测试工件上,立刻将工件放置于相对可调控温湿度的密闭环境中,表干后目测锈蚀程度。以锈点面积将防闪锈性划分为 0~4 级:0级最佳,为无目测闪锈点;锈点数≤3个为1级;锈点数 4~10个为2级;锈点数11~15 个为3级;锈点面积>15个为 4级,结果最差。
1.4.2 耐水性测试
将水性防腐涂料喷涂在埋弧焊测试工件上,水性防腐涂料涂膜干燥时间测试参照 GB/T 1728—1979, 用3M胶带将涂膜样板进行封边;涂膜耐水性测试参照 GB/T 1733—1993;泡水时间为 168 h,以工件是否起泡及起泡严重程度作为耐水性能优劣的标准。
2.结果与讨论
2.1 水性防腐涂料在埋弧焊缝工件表面的闪锈机理及不同温湿条件下的影响分析
2.1.1 水性防腐涂料在埋弧焊缝工件表面的闪锈机理分析
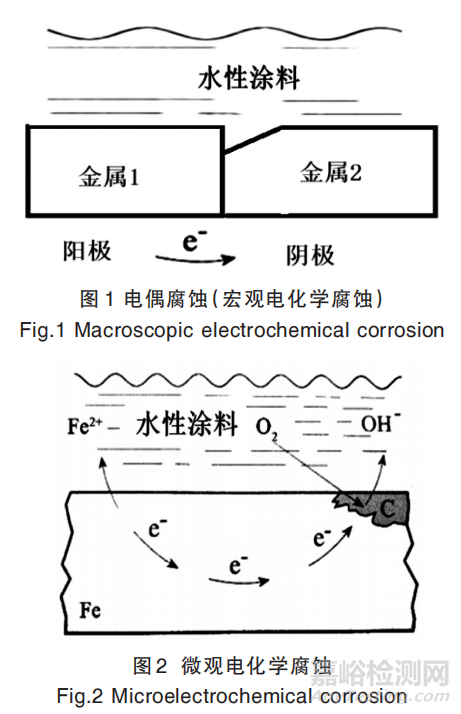
通常埋弧焊缝工件由使用颗粒状焊剂、焊丝与母材组成,由于焊缝区具有2种及以上电化学特性不同的材料组成而容易产生电偶腐蚀。焊缝区因热影响区在焊接热作用下发生了化学成分或组织结构转变,使得各区域之间的电化学性能不一致,焊缝区、热影响区腐蚀电位通常较母材低,作为阳极优先腐蚀,而母材则作为阴极受到保护,这就形成了埋弧焊缝的宏观原电池电化学腐蚀(图 1)。另外埋弧焊因焊缝的表面粗糙度大、残余应力大、组织晶粒尺寸大,还有焊接缺陷和熔渣残留,形成了焊缝内部结构电极电势差,又容易形成微观原电池化学腐蚀效应(图 2)。水性防腐涂料涂布在埋弧焊缝工件后,由于存在电偶腐蚀(宏观电化学腐蚀)及微观的电化学腐蚀的双重影响,使得埋弧焊缝表面腐蚀闪锈问题更易出现且抑制更难。
2.1.2 水性防腐涂料在不同温湿条件下对埋弧焊工件的闪锈影响分析
在保持同样的水性树脂类型的防腐涂料条件下 (已经添加防闪锈剂,pH 为 8.5~9. 5,膜厚 60~80 μm)不同温湿条件下的闪锈测试结果如表 2 所示。
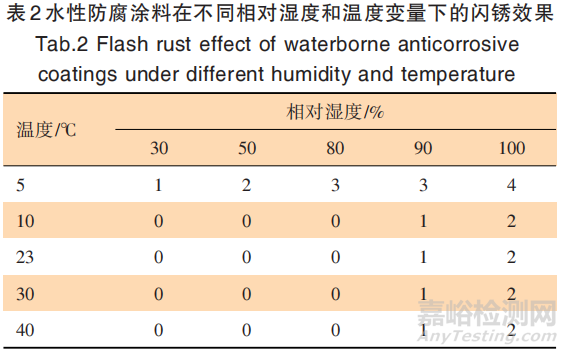
由表2可知,水性防腐涂料的施工温度与相对湿度对耐弧焊缝基材的表面闪锈有较大的影响。由于水的蒸发潜热较大,涂层干燥速率与施工温度和空气相对湿度有关,在温度>10 ℃及相对湿度<80%时, 基材表面干燥越快,吸氧腐蚀反应速度容易因水的快速减少而在较短时间内接近中止,闪锈等级均能达到0级。反之,温度相对较低或空气相对湿度越大时, 基材表面干燥就越慢,吸氧腐蚀反应的时间延长,表面产生因吸氧腐蚀而引起的闪锈变得难以控制。
2.2 水性树脂类型对水性防腐涂料埋弧焊闪锈影响分析
水性防腐涂料根椐不同的客户要求会使用不同类型的水性树脂,不同的水性树脂由于其化学结构及成膜方式存在较大差别,用其制备的水性防腐涂料的防闪锈性能也存在较大差别。本研究选择几种不同化学结构的水性树脂为基料,探讨了不同类型树脂(添加防锈防闪锈剂,pH为 8.5~9. 5,相对湿度80%,温度10 ℃,膜厚 60~80 μm)对埋弧焊工件表面涂层的耐水及防闪锈性的影响,结果如表3所示。

由表3可以看出,使用水性醇酸树脂01W75及水性环氧树脂E44W 制备的水性防腐涂料在埋弧焊基材表面防闪锈均能够达到0级。由于水性醇酸树脂涂料在制备过程需要添加较多的有机胺类中和剂来调节体系 pH 值,中和过程中胺中和剂带来大量含孤对电子的氮原子的化合物,氮原子易与基材表面的铁原子形成配位作用,另外水性醇酸树脂涂料为了加快 涂膜的氧化交联成膜,会添加一定量的催干剂,在催干剂的作用下,氧化交联反应时会大量消耗水性涂料中的氧,从而有效抑制电化学腐蚀反应的发生,使得以水性醇酸树脂为基料的防腐涂料展现出较好的抗闪锈性特性。
水性环氧树脂 E44W 在固化成膜时,添加了大量胺类固化剂,胺类固化剂在固化时一方面为水性环氧涂料体系提供较高pH 值,另一方面胺类固化剂的氮原子为铁原子形成配位作用,使得其在埋弧焊缝基材表面有较高的闪锈抑制能力。同时,其成膜后形成较高的交联高分子结构使其耐水性能表现优异。相比普通苯丙乳液2000,水性丙烯酸防锈乳液 7900由于乳液聚合时使用磷酸酯单体聚合,具有磷酸酯基团的树脂在成膜时能与埋弧焊基材发生络合作用,在基材表面形成较为致密的磷酸盐保护层,使其涂层对电化学腐蚀介质具有良好屏蔽作用,从而提高了涂膜的防闪锈性,其防闪锈等级能够达到0级,其耐水性也相应得到提升。
2.3 防闪锈剂对水性防腐涂料在埋弧焊工件的防闪锈影响分析
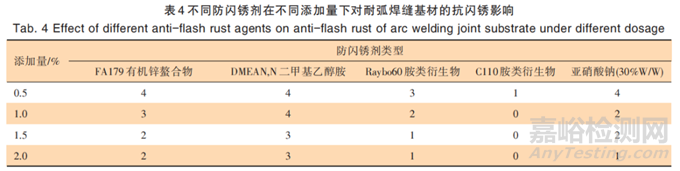
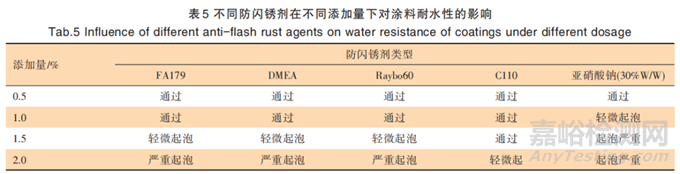
在使用同样的水性防腐涂料条件下(相对湿度80%,温度10 ℃,膜厚 60~80 μm),从表4和表5可以发现,随着不同结构的防闪锈剂在配方中的添加量增加,水性防腐涂料在埋弧焊工件表面的防闪锈性能也 相应得到提高,但水性防腐涂料在埋弧焊工件表面的耐水性匀呈现出下降趋势。防闪锈剂C110在添加>1.0%的埋弧焊缝的涂层表面未有可见锈蚀点达到0级,这主要是C110抗闪锈剂含有氮、氧原子,而氮、氧原子中心的孤对电子,与铁最外层的d轨道形成强力的配位键,从而更容易阻碍铁的阳极化。C110 主链上又有烷基链形成明显的推电子效应,使得氮氧中心原子的电子密度增大,降低了配位键的活化能。同时 C110防闪锈剂能够在水性防腐涂料体系中进一步产生一定电离氢氧根,带负离子的氢氧根更容易吸附在金属表面,增高的氢氧根浓度会进一步阻止氧的电子阴极化反应(2H2O+O2+4e=4OH- ),也能使得空气中进入水性涂料的氧流量减小,从而使基材表面的吸氧腐蚀得到了更好的控制。
另外由于C110的沸点相对较低,在水性防腐涂料中除少部分与基材结合或与配方中的各类添加剂乳化剂结合外,大部分在完成抗闪锈效果后随着漆膜的养护时间的延长,其大部分的有机物已经挥发,在较高的加量下涂层样板耐水测试168h未发生起泡。添加防闪锈剂FA179的水性防腐涂料在耐弧焊工件表面均出现不同等级的闪锈,当添加量达到2%时,闪锈为2级。FA179 作为一种有机锌螯合物型防闪锈剂,通过有机螯合物中的螯合基团与金属离子配位来抑制水性防腐涂料在埋弧焊缝表面 的电化学腐蚀,但单一的电化学抑制机理效果并不明显 。亚硝酸盐(30% 水溶液 w/w)作防闪锈剂在2.0%添加的条件下在埋弧焊基材表面的闪锈为1级。虽然亚硝酸根的氮原子为+3价,具有强氧化性,又具有还原性,能够将铁快速氧化成不溶性铁氧钝化物,但难以在埋弧焊缝基材表面控制电化学腐蚀的阳极化速率,闪锈现象未能控制。另外亚硝酸盐由于主要为小分子的无机盐,随着涂膜固化后均匀分布在漆膜当中,泡水时与水构成大量的水合效应,形成毛细管通路,耐水性能不佳,在添加超过1%时漆膜表现出明显的起泡现象。不同添加量的DMEA抗闪锈效果均未能解决这类基材的抗闪锈问题,其抗闪锈效果最差,DMEA虽含氮原子及水解氢氧根,但结构中氮原子的推电子能力弱,与中心离子的配位能力差,仅依靠其水解氢氧根的能力不能够解决这类基材的防闪锈问题。闪锈剂 Raybo60在高达2.0%的添加下,能够对解决埋弧焊缝基材抗闪锈起较好作用,闪锈为1级,这是由于 Raybo60是由特种胺与亚硝酸的复合物,结合了胺类及亚硝酸根的双重防闪锈功能。
3.结语
本研究分析了水性防腐涂料在埋弧焊缝基材表面的易闪锈机理,并探讨不同温湿度和不同化学结构水性树脂及防闪锈剂对埋弧焊缝基材抗闪锈性能的影响,结果表明,使用水性醇酸树脂、水性环氧树脂或具有金属络合功能的单组分丙烯酸乳液作为水性防 腐涂料基料,在配方中添加 1.0% C110 作为防闪锈 剂,在相对湿度≤80%、温度≥10℃的条件下能够解决 埋弧焊缝工件的抗闪锈问题,同时对涂膜的耐水性无明显影响。

来源:涂层与防护
关键词: 防腐涂料