
嘉峪检测网 2025-03-26 15:20
导读:研究人员以某低牌号无取向电工钢板坯为研究对象,结合工业化生产的实际经验,探讨了无取向电工钢板坯增碳的控制优化及应用。
无取向电工钢是一种在超低碳钢(碳元素质量分数小于10−4)中添加质量分数不小于0.5%的Si元素的一类特殊钢,主要用于制造各种电机以及变压器铁芯,是电力、电子和军事工业中不可缺少的重要软磁合金。应国家节能减排的需求,各类家电及中小型电机更新换代,无取向电工钢作为制造电机铁芯的重要金属功能材料,具有低铁损、高磁感的优点,其需求量逐年提升。无取向电工钢的磁性能主要取决于化学成分、晶粒尺寸、晶体织构及钢中的夹杂物和析出物。该钢的化学成分主要分为3类:第一类为基本合金元素,如Si、Mn、P元素等;第二类为杂质元素,如C、S、O、N、Nb、V、Ti元素等;第三类为特殊合金元素,如Sb、Sn 元素等。其中,C元素作为杂质元素之一,会极大程度地影响无取向电工钢的磁性能,因此在冶炼生产中,要尽可能降低钢中C元素的含量。实际生产中,除了冶炼中的脱碳控制外,如何避免碳元素的引入也是需要重点关注的问题。研究人员以某低牌号无取向电工钢板坯为研究对象,结合工业化生产的实际经验,探讨了无取向电工钢板坯增碳的控制优化及应用。
1、保护渣增碳的影响
1.1 试验材料及方法
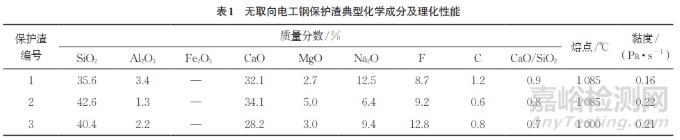
结晶器保护渣是连铸生产必不可少的辅助材料,对铸坯质量和产量起着至关重要的作用。选取3种不同成分、熔点以及黏度的无取向电工钢保护渣,分别编号为1,2,3号,其化学成分及理化性能如表1所示。在3个中间包的首炉使用此3类保护渣浇铸相同钢种,对开浇第一块板坯(B坯)按照固定长度进行切割取样,利用碳硫分析仪对试样中的C元素含量进行分析。为尽可能减小试验误差,对其他可能造成钢水增碳的因素在试验设计上进行了限制,如开浇长水口、中间包涂层、浸入式水口等均使用同一厂家、相同批次的材料。此外,工艺条件上开浇投入覆盖剂总量固定为600kg,连铸机两流开浇目标提升拉速恒定为1.4m/min,过热度为25℃,连铸初始C元素质量分数为0.0019%。
1.2 试验结果及分析
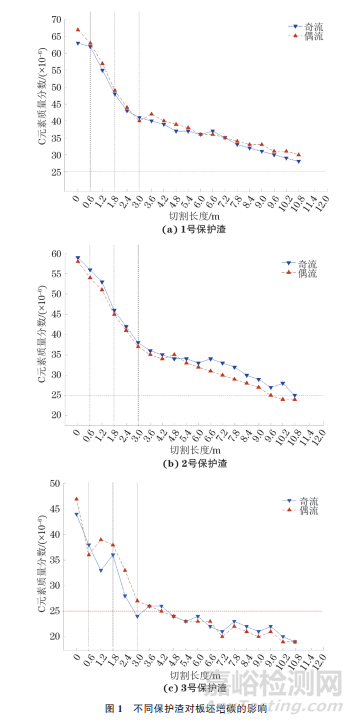
使用3种不同成分、熔点以及黏度的无取向电工钢保护渣进行浇铸,在板坯成型后,对B坯按照固定长度600mm进行连续取样,检测C元素的质量分数,结果如图1所示。由图1可知:1号保护渣浇铸板坯的碳元素质量分数最高,相较其他炉次增碳最严重;2号保护渣浇铸板坯的碳元素质量分数及增碳量比1号保护渣较低;3号保护渣浇铸的板坯碳元素质量分数及增碳量最低。在相同的浇铸条件下,两个流的板坯增碳情况没有明显差异,而板坯起始位置处的碳元素质量分数越高,板坯中部以及板坯尾部的碳元素质量分数也相对越高。同时,在连铸耐材以及开浇工艺条件相对固定的情况下,影响板坯增碳的主要因素为保护渣,3种保护渣浇铸的板坯碳元素质量分数均随着浇铸时间、浇铸长度的延长而逐渐降低,说明在开浇阶段,保护渣对板坯增碳的影响是随着浇铸过程逐渐减小的。
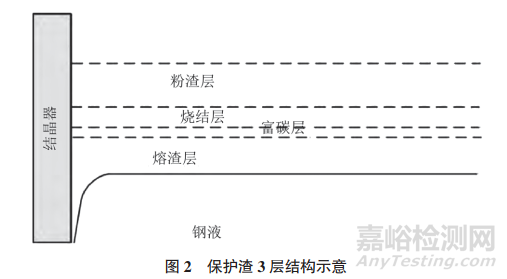
保护渣中的自由碳含量通常是影响板坯增碳的主要因素之一,从图1中3种保护渣影响板坯增碳的结果看,并不是保护渣中的自由碳含量越低,板坯的增碳量就越少。碳在保护渣中的作用主要为熔速调节,无取向电工钢保护渣中通常总碳元素质量分数为2%~4%。适当控制保护渣的熔化速率,会在结晶器液面上形成3层结构(见图2),从上到下依次为粉渣层、烧结层和熔渣层。其中,熔渣层中碳元素的溶解度极低,通常约为0.1%~0.2%,如果结晶器内保护渣的渣层结构合理,在钢液面上有足够厚度的熔渣层作为隔离带,同时液面控制相对稳定,在该情况下,浇铸一般钢种通常不会造成板坯增碳。然而,在浇铸超低碳钢种时,即使保持稳定浇铸也会发生增碳现象。因为在熔渣层与烧结层之间存在一层由渣料熔化产生的上浮碳粒,形成0.3~3mm的结构,该层碳元素的质量分数通常比初始渣料高1.5~5倍,因此该层结构也被称为富碳层。尽管碳在熔渣中的扩散速率慢、溶解度低,但是由于富碳层与钢液的弯月面距离很近,且碳在钢液中的溶解度较高,一旦弯月面与富碳层接触,或液面波动较大,会导致钢液直接与富碳层接触,使钢液发生增碳。因此,对于连铸开浇该类无法避免的非稳态浇铸过程,减少钢水增碳量主要还是依靠保护渣的成分与理化性能的设计优化。
黏度是评价保护渣质量的重要物理指标之一,用于表征一定温度和一定剪切力作用下熔渣流入铸坯与结晶器间隙的能力,是保证渣膜厚度、合理的传热速率和润滑铸坯的关键。从1号、2号、3号保护渣的典型成分、性能及试验中浇铸钢坯的增碳情况看:1号保护渣的自由碳质量分数(1.2%)最高,碱度(0.9)与熔点(1085℃)均相对偏高,黏度(0.16Pa·s−1)较低,其B坯头部至尾部的碳元素质量分数由(6.3~6.7)×10−5变至(2.8~3.0)×10−5,其增碳量为3种保护渣中最高;2号保护渣的自由碳质量分数(0.6%)为3种保护渣中最低,熔点(1085℃)与2号保护渣相同,黏度(0.22Pa·s−1)为3种保护渣中最高,其B坯头部至尾部碳元素质量分数由(5.8~5.9)×10−5变至(2.4~2.5)×10−5;3号 保护渣的自由碳质量分数为0.8%,熔点(1000℃)为3 种保护渣中最低,黏度适中,为0.21Pa·s−1,B坯头部至尾部碳元素质量分数由(4.4~4.7)×10−5变至1.9×10−5,增碳量为3种保护渣中最低。2号渣与1号渣相比,自由碳质量分数的降低有效地减少了保护渣可向钢液传递的碳含量基数,因此控制增碳的效果较1号渣有明显改善,而在熔点不变的前提下提升黏度,适当降低渣粉熔化成液体的流动性,在一定程度上可以减小富碳层与钢液弯月面的接触面积,从而增大传递碳的可能性。3号渣与2号渣相比,自由碳质量分数提升0.2%,理论上碳含量基数增加对控制钢水增碳不利,但适当增加碳可以起到加快熔速的作用,同时3号渣的低熔点可以有效促使保护渣熔化,保护渣充分熔化会增加熔渣层的厚度,在试验中1,2,3号保护渣的熔渣层厚度分别为10,12,17mm,足够厚的熔渣层可以使液面波动时富碳层与钢液接触的缓冲区加大,减小接触面积,缩短接触时间,以改善增碳。
1.3 工艺变化对保护渣增碳的影响
在保护渣对比试验中,通过固定变量的方式得出对控制增碳较为合适的保护渣成分及理化性能,但在实际生产中,工艺条件往往变化较大,其中过热度与拉速的变化也会造成板坯增碳。以3号保护渣在连铸耐材固定条件下为例,挑选不同过热度与拉速浇铸的板坯,对其取样并使用碳硫分析仪检测碳含量,结果如表2所示。

在组1、组2、组3中分别选取13,21,18块板坯作为代表试样,其中组1板坯过热度为15~20℃,拉速为1.2m/min,组2板坯过热度为20~25℃,拉速为1.4m/min,组3 板坯过热度为25~30℃,拉速为1.4m/min。从3组板坯增碳情况看,组1为过热度与拉速同时处于较低水平,此时板坯增碳量为(6~10)×10−6,在3组试样中最高,这主要是因为钢液温度低会影响保护渣的熔化效果,保护渣熔化效果差,则熔渣层厚度减薄,粉渣层厚度增加,富碳层与钢液的间距缩短,使钢液更容易发生增碳。组2工艺在组1的基础上同时提升了过热度及拉速,板坯增碳量为(2~4)×10−6,较组1 明显降低,说明钢液温度提升促使保护渣熔化效果改善,熔渣层厚度增加,钢液增碳量下降。同时,拉速的提升使单位时间内通过结晶器的钢水量上升,浇铸节奏加快,从而使过程的温降损失减少,有助于促进浇铸中保护渣的熔化。组3在组2的基础上进一步提升了过热度,此时板坯增碳量进一步降低,但降幅明显下降,说明钢液温度对保护渣熔化的影响已基本趋于饱和。因此,合适的钢液温度与拉速也是侧面影响保护渣增碳的关键因素之一。
2. 其他影响增碳的因素
2.1 长水口增碳
连铸长水口是连接在钢包底部的浇铸件,经过预处理、转炉冶炼、精炼的钢水由行车吊运至回转台上,钢包底部滑板打开,连接长水口,使钢水浇注进入中间包内。长水口在钢水从钢包进入到中间包的过程中起到引流、保护的作用,防止钢水与空气接触,造成二次氧化。长水口的材料本体主要为C、Al2O3、SiO2,其中碳的质量分数通常不小于26%,渣线部位碳元素质量分数甚至达到30% 以上。长水口增碳主要为精炼结束后到大包开浇点,大包钢水注入到中间包内时发生增碳,此时影响钢水增碳的因素除长水口外,还有中间包镁质涂层与中间包覆盖剂,为区分各因素实际影响钢水增碳的情况,在钢水注入中间包内后,覆盖剂投入之前与之后各自对钢水进行取样,检测增碳量。
覆盖剂投入前后钢水增碳情况如图3所示。由图3可知:覆盖剂投入前,钢水的碳元素质量分数为1.7×10−5,较精炼结束的9×10−6增碳8×10−6;而覆盖剂投入后较投入前仅增碳2×10−6,说明中间包内的钢水增碳主要发生于覆盖剂投入前。中间包镁质涂层通常碳元素质量分数较低,一般为0.44%~0.91%,而长水口碳元素质量分数较高,试验中对使用前后的长水口本体进行取样,碳元素质量分数由使用前的26% 最大降低至使用后的16%,由于浇注过程中钢水持续冲刷长水口本体内壁,且对长水口渣线以下部位埋入中间包内钢水以下进行浇注,因此长水口本体损失的碳元素最终极大部分进入到了中间包钢水里,造成了增碳。

2.2 覆盖剂增碳
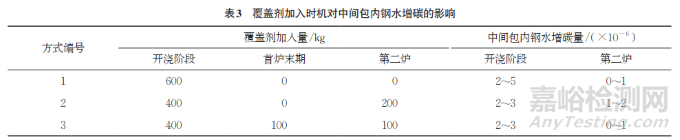
中间包覆盖剂是在连铸开浇阶段,当大包向中间包注入的钢水达到一定限位时,往中间包内加入的一种覆盖材料,主要作用为隔绝钢水与空气接触,防止钢液二次氧化。中间包覆盖剂根据所浇铸的钢种不同,通常设计上也会存在较大差异。常规钢种的覆盖剂组成为基础渣料与碳化稻壳,其中碳化稻壳的主要特点为熔化快、覆盖性强,能够使所加入的覆盖剂起到更好的保温效果。但是,碳化稻壳中碳含量较高,使用过程通常会引起中间包内钢水增碳,对于碳含量极低的钢种,尽管该部分增碳只发生在开浇初期,但含碳量影响钢水最终浇铸成板坯,仍会对最终成品的性能带来极大影响。因此,碳元素质量分数不大于0.01%的超低碳钢往往使用专用覆盖剂,例如无取向电工钢所选用的覆盖剂通常不含有碳化稻壳,其自由碳质量分数一般不大于0.5%,以减少碳的带入。同时,调整覆盖剂的投入时机,将开浇阶段投入的覆盖剂总量降低改为在首炉末期或第二炉阶段进行覆盖剂补充,也可减少开浇期的钢水增碳,覆盖剂加入时机对中间包内钢水增碳的影响如表3所示。
2.3 开浇保护渣增碳
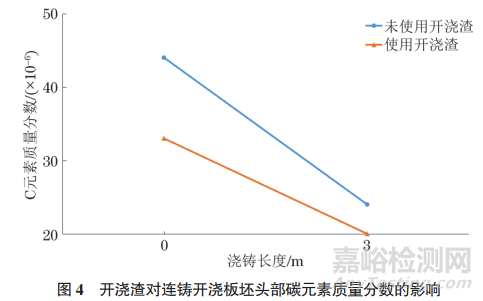
连铸开浇时,加入结晶器中的保护渣往往不会立即熔化,粉渣与钢水接触时随着液面流动而卷入钢水内部,从而造成钢水增碳。往开浇时的结晶器内投入一种新型的助熔型渣料,可以有效改进这一问题,此助熔型渣料(简称开浇渣)成分及理化性能如表4所示。

与使用保护渣进行结晶器内钢液开浇不同,开浇渣的熔点极低,与钢水接触时,开浇渣可以快速熔化形成熔渣层并活跃液面,不仅可以减少铸坯增碳量,同时也可以防止结晶器液面结冷钢产生滞坯等情况。开浇渣对连铸开浇板坯头部碳元素质量分数的影响如图4所示,实际生产实践中,使用开浇渣可降低开浇阶段板坯的碳元素质量分数,为(4~11)×10−6。
3. 结论
(1)对于碳元素质量分数不大于0.01% 的无取向电工钢,保护渣的成分以及理化性能是开浇阶段板坯增碳的决定因素之一,降低保护渣中的自由碳质量分数、适当降低保护渣的熔点、提升保护渣的黏度、增加熔融状态下保护渣的熔渣层厚度、减小钢水与富碳层接触的概率等方法是减少保护渣增碳的主要改进方向。
(2)B坯增碳主要发生在头部3m以内,不同保护渣只影响B坯的增碳基数,而不改变B坯随浇铸长度变化的增碳趋势。
(3)不同的开浇过热度与拉速会作用于保护渣的熔化过程,从而影响板坯增碳。适当提升保护渣的开浇过热度与拉速,保证单位时间内的通钢量,可以将板坯增碳量减少(5~8)×10−6。
(4)除保护渣外,连铸长水口的材料、中间包覆盖剂的成分以及开浇渣的选用,也是决定开浇初期板坯增碳量的关键因素。可以采用以下措施使B坯的增碳得到进一步控制:改进长水口的材料,减小长水口本体中自由碳的质量分数;使用无取向电工钢专用覆盖剂并调整加入时机;开浇过程使用助熔型渣料,可以帮助保护渣快速熔化。
作者:朱鹏宏,高兴健,王思琴,雷志亮
单位:宝钢湛江钢铁有限公司
来源:《理化检验-物理分册》2024年第1期

来源:理化检验物理分册
关键词: 电工钢