
嘉峪检测网 2025-04-22 11:29
导读:水洗型渗透检测法是广泛使用的渗透检测方法之一,它包括水洗型着色渗透检测法及水洗型荧光渗透检测法两种。
导读
水洗型渗透检测法是广泛使用的渗透检测方法之一,它包括水洗型着色渗透检测法及水洗型荧光渗透检测法两种。
其检测程序如图1所示。
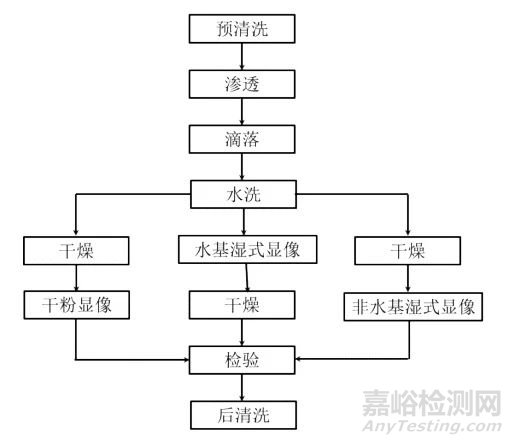
(图1 水洗型渗透检测程序方框图)
1.水洗型渗透检测适用的范围
①灵敏度要求不高:
②检验大体积或大面积的工件;
③检验开口窄而深的缺陷;
④检验表面很粗糙(例如砂型铸造)的工件;
③检验螺纹工件和带有键槽的工件。
工件的状态不同,缺陷种类的不同,所需要的渗透时间也不同。
表1列出了水洗型荧光渗透检测推荐的渗透时间,也可供水洗型着色渗透检测时参考。
实际渗透时间需根据所用渗透剂型号,检验灵敏度要求或渗透剂制造厂推荐的渗透时间来具体制定;
实际渗透时间还与渗透温度有关,当渗透温度改变较大时,应通过试验确定。
表1 水洗型荧光渗透检测法的渗透时间(温度16~28℃)
材料
状态
缺陷类型
渗透时间(min)
铝、镁
铸件
气孔、裂纹、冷隔
5~15
锻件
裂纹
15~30
折叠
30
焊缝
未焊透、气孔、裂纹
30
各种状态
疲劳裂纹
30
不锈钢
铸件
气孔、裂纹、冷隔
30
锻件
裂纹、折叠
60
焊缝
裂纹、未焊透气孔
60
各种状态
疲劳裂纹
30
黄铜
铸件
气孔、裂纹、冷隔
10
青铜
锻件
裂纹
20
折叠
30
焊缝
裂纹
10
气孔、未焊缝
15
各种状态
疲劳裂纹
30
塑料
/
裂纹
5~30
玻璃
玻璃与金属封严
裂纹
30~120
硬质合金刀头
焊接刀头
未焊透、气孔
30
磨削裂纹
10
钨丝
/
裂纹
1~24H
钛和高温合金
各种状态
各种缺陷
不推荐使用
不同的材料和不同的缺陷,不仅渗透时间不同,而且显像时间也不同。
表2 不同材料和缺陷的线下时间
材料
缺陷类型
显像时间(min)
铝铸件
气孔、冷隔
2~10
镁铸件
折叠
5~15
不锈钢锻件
折叠
5~30
所有金属
疲劳裂纹
5~15
玻璃
裂纹
2~15
塑料
所有缺陷
1~15
水洗型渗透检测法所用渗透剂未水洗型渗透剂,一般不使用水悬浮式水溶解湿式显像剂;
对于着色法一般不用干式和自显像,因为这两种显像方法均不能形成白色背景,对比度低,顾灵敏度也较低。
2.水洗型渗透检测法的优缺点
a.水洗型渗透检测法的优缺点
①表面多余的渗透剂可以直接用水去除,操作简便,检验费用低;
②检测周期短。适应绝大多数类型的缺陷检测;
③较适合于表面粗糙的工件检测,也适用于螺纹类工件、窄缝和工件上的销槽、盲孔内缺陷等的检测。
b.水洗型渗透检测法的缺点
①灵敏度相对较低,对浅而宽的缺陷容易漏检;
②重复检测时,再现性差,故不宜在复检的场合下使用;
③如清洗方法不当,易造成过清洗,会将缺陷中的渗透剂清洗掉,降低缺陷的检出率;
④渗透剂的配方复杂;
⑤抗水污染的能力弱,特别是渗透剂中的含水量超过容水量时,会出现混浊、分离、沉淀及灵敏度下降等现象;
⑥酸的污染将影响检测的灵敏度,尤其是酸和铬酸盐的影响很大。

来源:Internet
关键词: 水洗型渗透检测