
嘉峪检测网 2025-04-27 15:20
导读:研究人员采用一系列理化检验方法,结合故障机组的运行状态,从设计制造与使用方面分析了中心轮断轴的原因,计算了轴肩R角优化后的应力与寿命改善状态,以避免该类问题再次发生。
随着新能源普惠化进程的不断推进,风电行业发展迅猛。风力发电机日益向大型化、智能化方向发展,其中偏航系统是风力发电机实现最佳能量转换效率的关键结构。兆瓦级风电机组的质量均超百吨,这需要巨大的偏航动力,故采用多台偏航电机提供动力,搭配减速齿轮箱,以实现降低偏航转速、增大偏航扭矩等效果,同时配备了液压刹车装置。偏航驱动的工作时长较短,齿轮箱的工作转速较低,输出扭矩较小,对材料的要求较低。末端传动结构承受驱动电机的扭转载荷,以及风机末端的不规律性冲击、振动载荷等作用,导致其部件易出现过载断裂、扭转开裂、断齿等多种形式的失效。据统计,陆上低功率机型的控制类、机械类故障高发,偏航驱动相关的故障约占4%,与齿轮箱、叶片、轴承等一样,被认为是对停机时间影响较大的部件。目前正处于叶片、主机等结构降重优化热潮,偏航结构的可靠运行是保障风机稳定提升效能的重要保障之一。很多关于偏航驱动加速寿命测试、高精度故障监控的研究验证了偏航驱动扭矩、润滑条件、使用频率等因素对偏航系统寿命的影响,发现扭矩和疲劳载荷对偏航系统的影响最大,高扭力加速寿命测试装置已经被用于偏航系统的性能验证,后续也有很多研究人员采用研究偏航轴承布置、优化传动结构和输出齿等方法有效降低了扭矩和疲劳载荷,提升了偏航系统的稳定性。
某陆上风机的偏航驱动齿轮箱工作约3a后出现了多起4级中心轮断轴事故,引发同机组其余4级中心轮产生关联性断轴或电机过载损坏,直接影响了整机运行的可靠性与经济性。研究人员采用一系列理化检验方法,结合故障机组的运行状态,从设计制造与使用方面分析了中心轮断轴的原因,计算了轴肩R角优化后的应力与寿命改善状态,以避免该类问题再次发生。
1.理化检验
1.1 宏观观察
该机组偏航系统采用4台偏航电机驱动齿轮箱提供动力,搭配液压制动完成偏航动作。4根断裂及开裂中心轮的宏观形貌如图1所示。由图1可知:4根中心轮的输出齿和花键表面均无明显变形、开裂及疲劳损伤,啮合痕迹正常,说明部件齿条、齿面强度无异常,不存在异常偏载现象;1号、2号中心轮从花键侧轴肩位置断开,3号、4号中心轮未断开,但轴肩位置有不同程度的微裂纹;1号中心轮的断口表面摩擦磨损情况严重,断口初始特征消失,推测其最先发生断裂,原因是中心轮断裂后的偏航电机依旧执行同步变桨指令而持续运转,导致两侧断口因转速差而持续产生配合磨损,且持续时间较长。

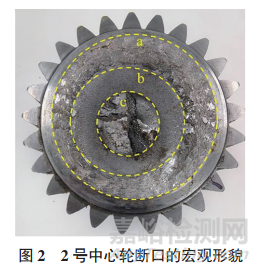
2号中心轮断口的宏观形貌如图2 所示。由图2可知:断口参差不齐,断面可以依照粗糙度、摩擦磨损程度、断面光泽情况区分为3个区域,a区为起源与初始扩展区,裂纹围绕花键侧的轴肩不断向内部扩展;b区为裂纹扩展区,断面相对平滑,颜色较暗,整体摩擦痕迹较轻;c区为瞬时断裂区,中心残留棘轮状花样,瞬断区占比较小。推测该中心轮的断裂性质为低应力扭转疲劳断裂。
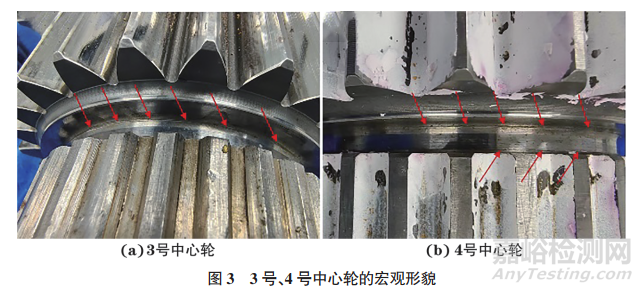
3号、4号中心轮轴肩位置均存在呈环绕形的不连续裂纹(见图3),说明中心轮的轴肩位置为裂纹源区,且属于多源起裂。
1.2 安全性分析
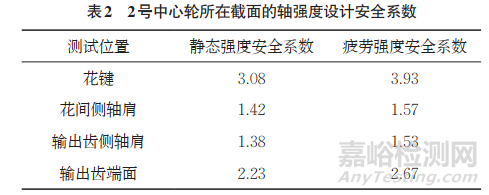
2号中心轮强度校核结果如表1所示,其所在截面的轴强度设计安全系数如表2所示。由表1,2可知:2号中心轮的计算等效扭矩不超过极限转矩,各项强度设计安全系数均满足GL IV-1∶2010《工业服务规则和指南 第4部分:风力涡轮机认证指南》的要求,轴的危险截面计算结果满足设计要求,但接触强度的安全系数设计值偏低,两个轴肩部位的安全系数较小,轴肩部位为危险截面。

1.3 化学成分分析
2号中心轮的化学成分分析结果如表3所示。由表3可知:2号中心轮的化学成分符合GB/T 3077—2015《合金结构钢》对20CrMnMo钢的要求。

1.4 力学性能测试
2号中心轮的力学性能测试结果如表4所示,其硬化层深度测试结果如表5所示。由表4,5可知:2号中心轮心部的抗拉强度、冲击性能略低于设计要求,硬度满足设计要求,齿根部位有效硬化层深度合格,轴肩部位硬度与心部硬度基本一致,说明轴肩位置的硬度均匀,未经过异常加工硬化和特殊工艺处理;输出齿的有效硬化层深度过大。中心轮生产工艺为表面渗碳淬火,推测输出齿在齿面成型后的淬火过程中工艺控制不当,导致其被完全淬透,但该现象仅对齿条强度有影响,不是引发轴肩断裂的主要原因。

1.5 金相检验
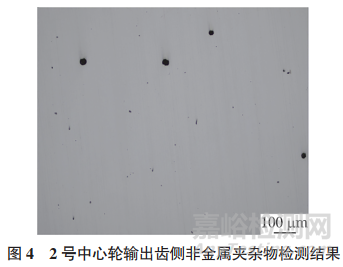
参照GB/T 10561—2005《钢中非金属夹杂物含量的测定 标准评级图显微检验法》中方法A对2号中心轮输出齿侧进行非金属夹杂物检测,结果如图4所示。经分析判定为A、B、Ds 类细系0.5级,满足GB/T 3077—2015的要求。
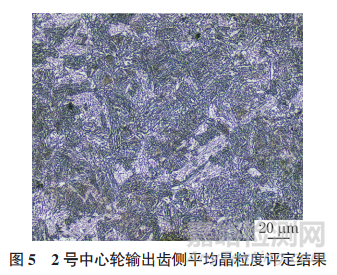
参照GB/T 6394—2017《金属平均晶粒度测定方法》对2号中心轮输出齿侧进行平均晶粒度评定,结果如图5所示。经分析判定,花键、轴肩、输出齿不同位置的平均晶粒度等级均不低于9.0级,满足技术要求(不小于5级)。
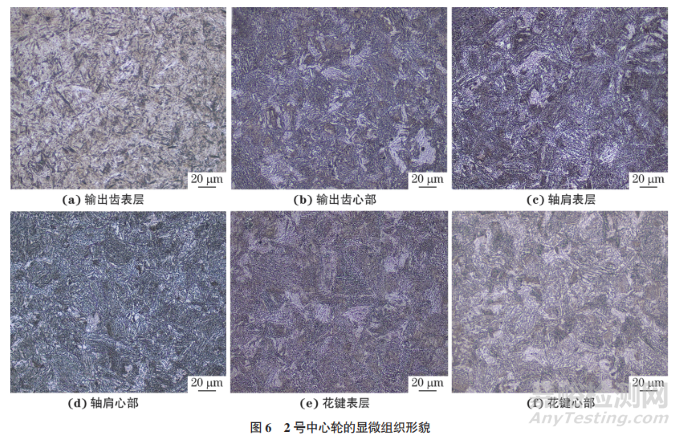
参照GB/T 25744—2010《钢件渗碳淬回火金相检验》对2号中心轮的显微组织进行观察,结果如图6所示。由图6可知:该中心轮经渗碳淬火+回火处理,输出齿的表层组织为针状马氏体+ 少量残余奥氏体,心部组织为贝氏体+ 低碳马氏体;轴肩部位的表层、心部组织均为贝氏体+低碳马氏体,符合技术要求,显微组织未见异常。
1.6 扫描电镜(SEM)及能谱分析
用丙酮、乙醇超声清洗2号中心轮断口试样,然后将其置于SEM下观察,结果如图7所示。由图7可知:该中心轮断口初始裂纹源区域存在的摩擦痕迹最严重,裂纹呈阶梯式向内扩展,多处缺口位置特征一致,说明材料发生了多源开裂,裂纹缓慢向内扩展;a区以阶梯式断裂为主,b区台阶扩展形貌消失,断口较平滑,摩擦痕迹减轻,a、b 过渡区位置存在多处扭转裂纹,说明b区的裂纹扩展速率明显加快;b、c过渡区形貌突变明显,出现扭转撕裂棱,微观形貌特征趋向于沿晶断裂,并伴随少许剪切韧窝特征,说明断裂速率明显加快,由裂纹的加速扩展转变为材料的瞬时断裂;瞬断区c区的占比较小(约为15.6%)。

结合设计最大扭矩、输出末端与4级结构传动比进行扭矩及力值的换算,工程领域材料的扭转强度一般为屈服强度的0.6~0.8,扭转疲劳极限一般为屈服强度的0.25~0.40,故设计扭转强度约为510~680MPa,扭转疲劳极限约为212~340MPa;部件未开裂时的扭转应力约为296MPa,低于扭转强度极限,但超过材料扭转剪切的疲劳极限;断裂时的扭转应力约为656MPa,接近扭转强度极限,故材料发生瞬断。确认该中心轮断裂性质为低应力扭转疲劳断裂。
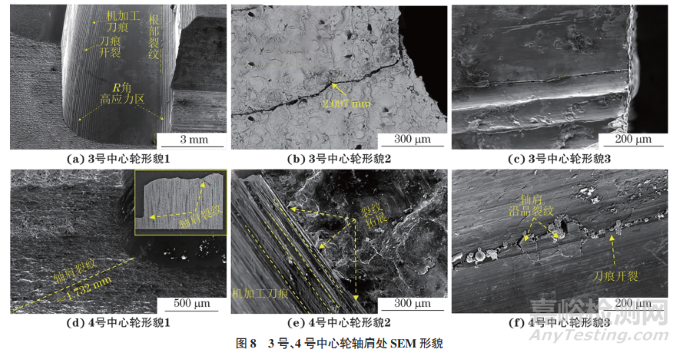
在3 号、4号中心轮的轴肩处取样,对试样进行SEM分析,结果如图8所示。由图8可知:两个中心轮两侧轴肩局部残留的毛刺、刀槽机等加工刀痕较明显,多处裂纹与加工刀痕重合;3 号、4号中心轮未断裂花键侧的裂纹径向扩展深度分别约为2.10,1.73mm,两侧轴肩过渡R角的设计尺寸(半径)分别为1.5mm(输出齿侧)、1.0mm(花键侧),设计粗糙度为3.2mm。重载类传动部件的R角过小会引发应力集中,导致部件发生开裂,中心轮的强度校核结果也证实了两侧轴肩过渡区是该中心轮的危险截面。加工刀痕也会产生缺口效应,降低材料的疲劳裂纹扩展门槛值和临界应力场强度因子,工作时材料易产生应力集中,加速裂纹的萌生和扩展,缩短材料的疲劳寿命。
将3号、4号中心轮沿裂纹人工打开,2~4号中心轮断口处夹杂物的微观形貌如图9所示。由图9可知:3个中心轮断口处的夹杂物形貌基本相同。
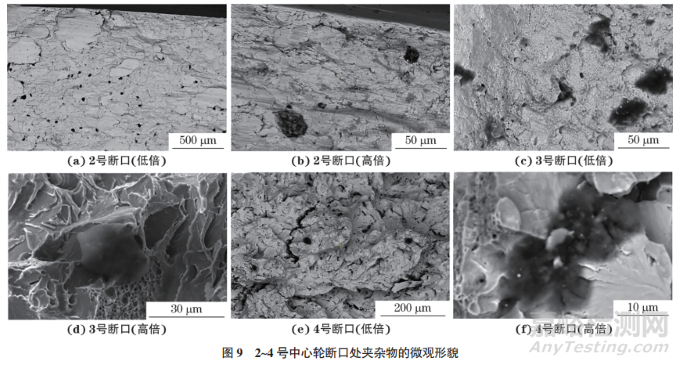
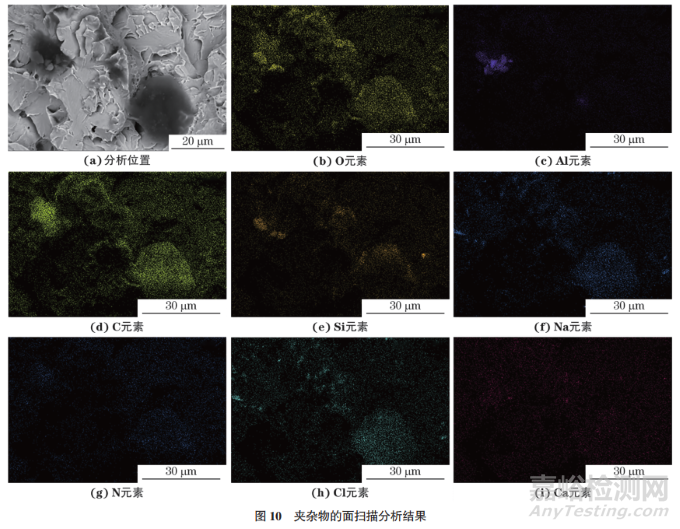
利用能谱仪对夹杂物进行面扫描分析,结果如图10所示。由图10可知:夹杂物为Al、Si系氧化物,为原材料熔炼、精炼后的遗留产物。夹杂物弥散分布在金属基体中,使基体的强度降低,导致材料产生应力集中,并最终发生开裂。
2.有限元仿真分析
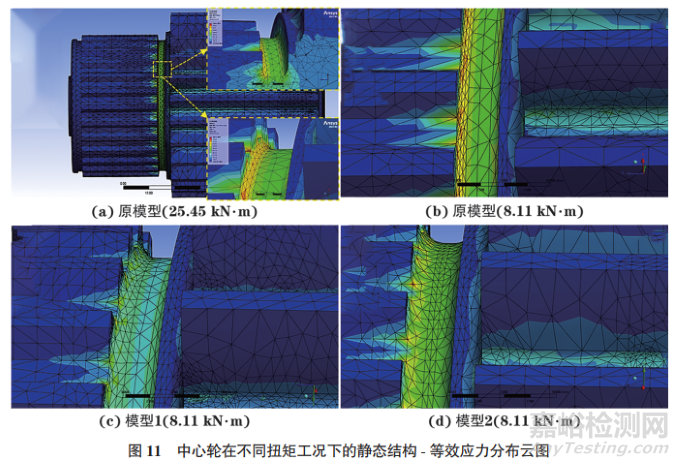
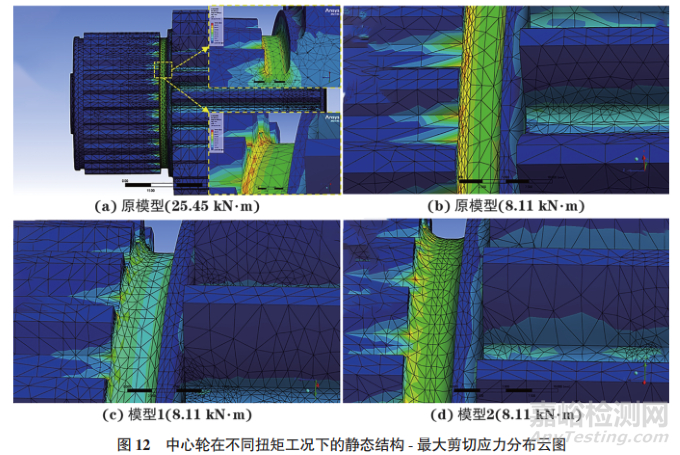
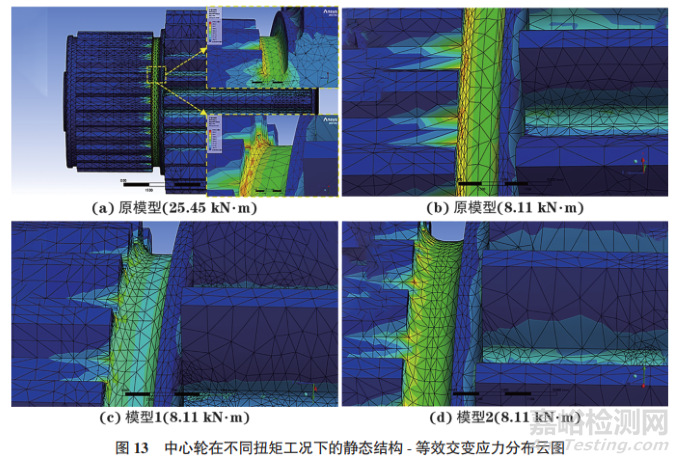
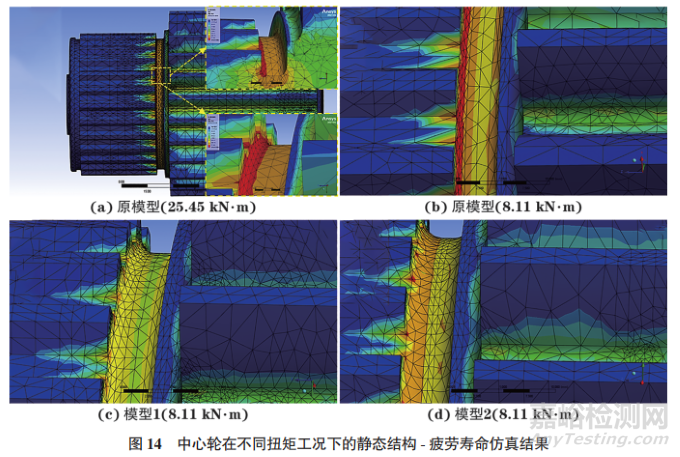
根据该系列中心轮的工作载荷要求及4级结构传动比进行综合计算,其承载的极限扭矩为25.45kN·m,该类工况所占整个产品的生命周期不足万分之一,因此计算当量疲劳载荷对应的等效扭矩约为8.11kN·m,故极限工况计算供参考,重点以等效扭矩进行静态结构的等效应力和疲劳寿命计算。
根据4级中心轮的实物和设计图纸校核仿真计算模型关键区域的尺寸,其中花键侧轴肩R角半径为1.0mm,输出齿侧轴肩R角半径为1.5 mm。借助Ansys软件进行计算时,设定三齿啮合、轴向分量载荷均载、花键双侧刚性约束,以还原实际工况,设定材料疲劳强度因子为工程经验值0.8,采用Gerber平均应力理论分析疲劳寿命,采取高质量加密网格,并设定等效应力迭代收敛10% 为计算要求。计算结果如图11~14所示。由图11~14可知:当原模型中心轮齿条表面啮合正常,且承受25.45kN·m的瞬间极值扭矩时,其轴肩R角、花键根部为高应力区,花键侧R角处承受应力最大,局部剪切应力、等效交变应力均超出了材料设计极限,会使材料出现损伤;当承受8.11kN·m的等效扭矩时,轴肩 R角、花键根部虽然为高应力区,但应力明显减弱,等效应力和剪切应力符合设计要求;在8.11kN·m的等效扭矩作用下,优化花键R角尺寸为模型1,轴肩R角的应力降低了约16%,轴肩应力为355.7~ 508.5MPa,且危险位置转移至花键齿条根部与端部交接尖角处,轴肩极限疲劳寿命提升了约84%;优化花键位置、输出齿侧的轴肩R角尺寸为模型2,等效应力、交变应力和疲劳寿命几乎与模型1保持一致,改善效果不明显。综合考虑部件的工程优化经验、加工难度及装配关系,优化花键侧R角半径为1.5mm是改善该中心轮轴肩应力状态、优化综合疲劳寿命的最佳措施。
3.综合分析
宏观观察结果表明,中心轮齿条表面啮合正常、无偏载现象,部件齿面无点蚀、剥落现象,齿面强度无异常。中心轮断口表面存在多处挤压磨损痕迹,裂纹源区摩擦痕迹最为严重。裂纹源位于花键侧轴肩表面,结合轴肩不连续裂纹可知,中心轮发生了多源开裂,裂纹由外侧向内侧呈阶梯、螺旋状扩展,轴最终因低应力扭转疲劳而断裂。
该中心轮输出齿的淬火工艺控制不当,导致齿条的有效硬化层深度为9.3mm,远超设计要求的1.0~1.5mm,导致齿条韧性降低,减弱了其对冲击载荷的缓解能力。中心轮的抗拉强度、冲击性能均低于设计指标,表明材料抗断裂性能较差。冶炼工艺残留在基体中随机分布的非金属夹杂物降低了材料的极限强度,材料产生了应力集中,造成中心轮开裂。
4.结论及建议
结合不同载荷状态下的仿真计算结果可知,轴肩部位属于高应力区,原模型花键侧的R角设计半径1.0mm 偏小,且表面加工刀痕粗糙,引起了应力集中,加速了裂纹的萌生与扩展,使轴肩部位成为结构薄弱位置,导致中心轮受扭转应力时出现开裂、断裂现象。
建议将花键侧R角的设计半径增加至1.5mm,以避免轴肩部位产生应力集中,提高危险截面的设计强度。同时降低轴肩成型时的机械加工速率,以降低轴肩的表面粗糙度。采用轴肩表面喷丸、抛光工艺,可以提升材料表面疲劳强度,有效延长产品在额定载荷状态下的工作寿命。
作者:厉旭旺,金子文,李贵方,李玉志,黄成彦,魏煜锋
单位:明阳智慧能源集团股份公司
来源:《理化检验-物理分册》2025年第2期

来源:理化检验物理分册