
嘉峪检测网 2025-05-08 13:35
导读:研究了基于钒铌复合微合金化的铝硅镀层热成形钢在典型热成形工艺下的拉伸性能、弯曲性能、氢脆敏感性、点焊工艺及性能和涂装耐腐蚀性能。
摘要: 研究了基于钒铌复合微合金化的铝硅镀层热成形钢在典型热成形工艺下的拉伸性能、弯曲性能、氢脆敏感性、点焊工艺及性能和涂装耐腐蚀性能。结果表明:在加热温度930 ℃、加热时间300 s、保压时间10 s的工艺条件下,试验材料的抗拉强度达到2 000 MPa,极限尖冷弯角大于50°,强度和韧性匹配良好;其力学性能具有明显的各向异性,在170 ℃保温20 min 的条件下烘烤后材料的韧性明显提升;在0.1~500 s-1不同应变速率下的强度和塑性指标表现出不同的应变速率敏感性特征;在100%屈服强度的弯曲应力下和空气环境中对热成形后的材料进行四点弯曲试验,静置300 h 未出现裂纹和断裂,具有良好的抗氢脆性能;试验材料的点焊接头性能和涂装耐腐蚀性能满足应用要求。
关键词:微合金化 热成形钢 弯曲性能 氢致延迟开裂 点焊接头性能
1. 前言
热成形钢作为汽车轻量化材料广泛应用于汽车A/B 柱、车门防撞梁、前后保险杠、门槛等安全件,促进了汽车被动安全性能和轻量化水平的提升[1-3]。根据欧洲车身会议资料统计,热成形钢在车身上的平均应用比例已超过12%,其中沃尔沃车型的热成形钢应用比例普遍较高,最高达到39%[4]。目前,汽车热成形零件应用最多的是1 500 MPa 级热成形钢,随着汽车碰撞安全和轻量化要求的提高,1 800~2 000 MPa 级热成形钢已成为行业研究热点并逐渐应用。安赛乐米塔尔、蒂森克虏伯、SSAB、宝钢、鞍钢、首钢、攀钢等钢铁公司都已有1 800~2 000 MPa级产品。虽然马自达最早在2011年将1 800 MPa 热成形钢应用于前防撞横梁并量产[5],但由于强度的提升带来了材料韧性的降低、氢致延迟开裂风险的提高等应用难点,该强度级别热成形钢并未大量应用。文献[6]~文献[11]研究了1 800~2 000 MPa 强度级别钢的微合金化、金相组织、热处理工艺等对性能的影响,为该级别钢的产业化应用提供了基础。文献[12]基于轻量化应用研究了1 800 MPa 级热成形钢的性能以及应用于车门防撞梁实现降重12.5%的轻量化效果。随着材料强度的提高,其氢脆敏感性提高[13-14],全马氏体钢的氢致延迟开裂倾向及影响机理是研究的重点课题。由于汽车车身材料在碰撞过程中是动态响应的,其力学性能表现出一定的应变速率敏感性[15-16],晋家春等[17]对不同应变速率下的1 800 MPa 钢进行了力学性能研究,结果表明,研究的材料具有应变速率敏感性。对于2 000 MPa级热成形钢在保证超高强度的同时如何提升其弯曲韧性、抗氢脆、焊接等应用性能以及服役安全性能是行业研究的热点。
以国内钢厂生产的2 000 MPa 级微合金化铝硅镀层热成形钢为研究对象,介绍材料成分设计及强化机制,研究其拉伸性能、弯曲性能、氢脆敏感性、点焊工艺及性能、涂装耐腐蚀等关键性能,分析其产业化应用的可行性。
2. 试验材料
试验材料在传统的34MnB5 材料基础上开发,主要通过添加微量的钒(V)和铌(Nb)来改善和提升材料的综合性能,主要成分如表1 所示。微合金化的作用主要有:V、Nb 与C 结合,易形成纳米尺寸的碳化物并在晶界析出,起到钉扎晶界、细化晶粒的作用,提升试验材料的强韧性;通过VC 析出,降低马氏体中的碳含量,抑制脆性的孪晶马氏体生成,改善材料的韧性和塑性;固溶的V 可以提高淬透性;钢中V 所含高结合能不可逆氢陷阱提高了材料的抗氢脆性能。基于V、Nb 复合的微合金化成分设计,综合运用固溶强化、细晶强化以及析出强化复合作用,并实现马氏体的低碳控制技术,保障强度、塑性、韧性同时提高,可以得到综合性能优异的2 000 MPa 级热成形钢。
表1 试验材料主要化学成分(质量分数)%
试验材料厚度1.6 mm,在热成形之前的抗拉强度为587 MPa,屈服强度为424 MPa,断后伸长率为21%,微观组织为铁素体与珠光体。为研究材料热成形后的性能,在热成形生产线上对试验材料进行平板淬火试验以模拟热成形工艺过程,试验平板的尺寸为300 mm×300 mm。采用铝硅镀层热成形钢典型加热工艺,具体参数为:加热温度930 ℃,加热时间300 s,保压压力4 500 kN,保压时间10 s。试验平板淬火后的金相组织如图1 所示,基体为全马氏体组织,镀层总厚度为38~42 μm,扩散层厚度为6~10 μm,淬火试验得到的材料镀层为镀铝硅热成形钢的典型镀层结构。为研究热成形零件随整车经过涂装烘烤时的性能变化,对淬火平板进行170 ℃温度下保温20 min 的烘烤试验模拟涂装过程。
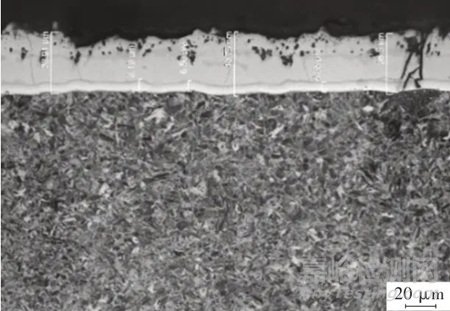
图1 淬火平板金相组织
3. 试验方法及结果分析
3.1 拉伸性能
对淬火平板取样进行室温下准静态拉伸、动态拉伸试验分析其性能。准静态拉伸试验在电子万能试验机上进行,试验方法参照GB/T 228.1—2021《金属材料 拉伸试验 第1 部分:室温试验方法》,拉伸试样使用标准中的P5 试样。动态拉伸试验方法参照ISO 26203-2:2011《金属材料 高应变速率拉伸试验 第2 部分:液压伺服和其他试验系统》,分别进行0.1~500 s-1应变速率的拉伸试验以研究材料在高应变率下的力学行为,应变测量使用高速摄像机记录,结合数字图像方法(Digital Image Correlation,DIC)分析应变。拉伸试验试样尺寸见图2。
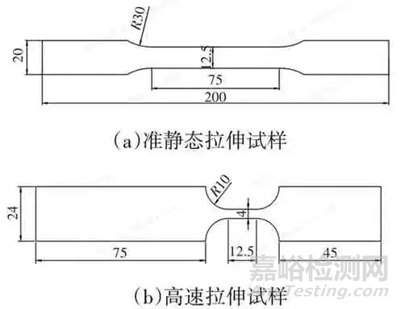
图2 拉伸试验试样尺寸
对淬火状态、烘烤状态下的试验材料分别在平行轧制方向(规定为0°方向)和垂直轧制方向(规定为90°方向)进行准静态拉伸正交试验,每组试验数量为3件,试验结果的算数平均值如表2所示。由表2可以看出,试验材料的拉伸性能存在各向异性,0°方向的强度值明显高于90°方向,而断后伸长率为0°方向低于90°方向。烘烤后材料的规定塑性延伸强度和断后伸长率均有明显提升,抗拉强度明显降低,其中:规定塑性延伸强度提高125 MPa以上,提高比例9.1%以上;抗拉强度降低127 MPa以上,降低比例6.2%以上;断后伸长率提高0.4%以上,提高比例8%以上。
表2 试验材料在不同状态及不同方向的拉伸性能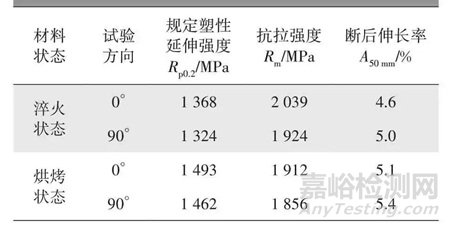
考虑到试验材料拉伸性能的各向异性,动态拉伸试验试样按强度较低即90°方向取样以提高碰撞仿真分析的安全裕度,烘烤后进行试验。动态拉伸试验的应变速率分别为0.1 s-1、1 s-1、10 s-1、100 s-1和500 s-1,每个应变速率进行3 次试验,输出工程应力-工程应变曲线并与准静态拉伸曲线比较,不同应变速率的工程应力-工程应变曲线如图3 所示,从图中可以看出,不同应变速率的曲线非常接近,材料抗拉强度没有表现出明显的应变速率敏感性。
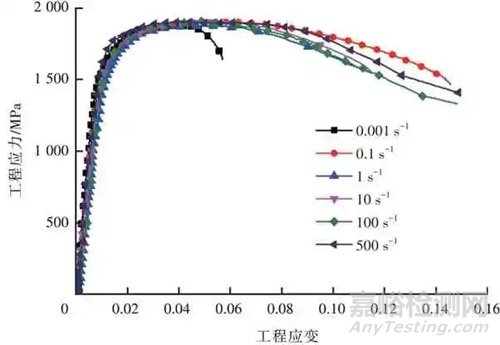
图3 不同应变速率的应力-应变曲线
为定量分析材料在不同应变速率下的拉伸性能特征,记录每个应变速率下的规定塑性延伸强度、抗拉强度及断裂总延伸率数值,试验结果平均值如表3 所示。
表3 不同应变速率的拉伸性能
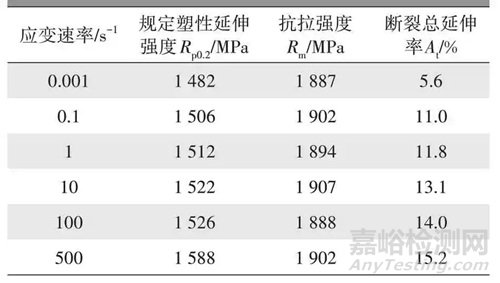
由表3 中不同应变速率的数据可以看出:强度指标规定塑性延伸强度表现出一定的应变速率敏感性,随应变速率的提高,规定塑性延伸强度提高,在应变速率500 s-1时较准静态时提高106 MPa,提高比例为7.2%;抗拉强度没有表现出明显的应变速率敏感性,高应变速率下的抗拉强度较准静态时最大提高仅20 MPa,比例为1%;塑性指标断裂总延伸率在应变速率0.1~500 s-1 的范围表现出明显提升,最大提高比例38.2%。动态拉伸的强度和塑性指标的变化情况如图4 所示。研究表明,材料在高应变速率下发生的塑性变形会导致位错密度增大,位错增殖严重,导致位错滑移变得困难,宏观表现为材料强度的提高;材料在发生塑性变形的同时还会发生绝热温升现象[18],即在高应变速率时,拉伸速度快导致试样局部产生大量的热能来不及全部扩散到空气中,导致试样局部升温出现软化而材料塑性提升现象,材料的应变速率强化和绝热温升引起的软化相互作用解释了材料的强度和塑性指标的应变速率敏感性特征。
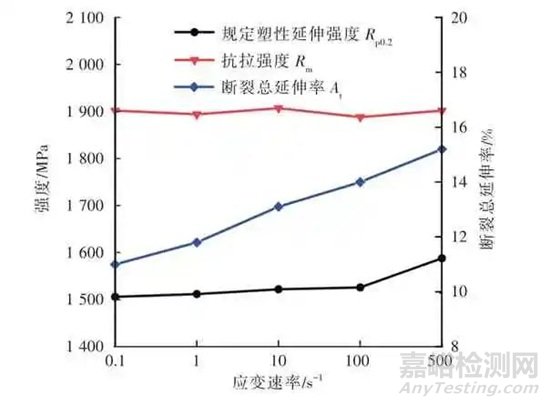
图4 动态拉伸的强度和塑性指标的变化情况
3.2 弯曲性能
热成形钢的弯曲性能是其应用评价的关键指标之一,使用极限尖冷弯试验获得的极限尖冷弯角表征其弯曲韧性已成为行业通用的方法,按照T/CSAE 154—2020《汽车用钢板极限尖冷弯性能测试及评价规范》进行试验,试验装置及加载如图5 所示[19],试验样件宽度b 和长度l均为60 mm,样件采用激光切割,两侧滚轮的直径D=30 mm,两滚轮之间的间隙L=3.7 mm,S为压头的位移,F 为加载载荷。规定加载压头棱边方向平行轧制方向为0°方向,垂直轧制方向为90°方向。对试验样件分别进行2 个方向(0°、90°)和2 种状态(淬火状态、烘烤状态)的试验,每组试验数量为3 件,获得力-位移曲线,并根据标准中的公式计算极限尖冷弯角,计算结果如表4 所示。

图5 极限尖冷弯试验装置及加载示意
表4 极限尖冷弯角计算结果
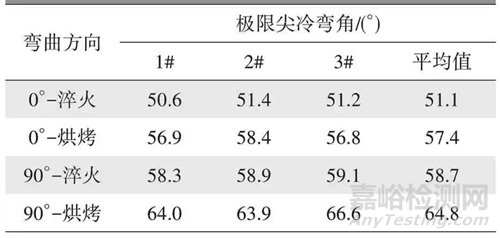
由表4 中试验结果可以看出,试验材料的弯曲韧性存在各向异性,在淬火状态,90°方向的极限尖冷弯角较0°方向高7.6°,烘烤后0°和90°方向的极限尖冷弯角分别提高6.3°和6.1°,均有明显提升。试验材料在烘烤态的极限尖冷弯角大于56°,接近1 500 MPa 铝硅镀层热成形钢的水平,表明该材料具有优异的弯曲韧性,文献[20]研究结果表明,通过V 微合金化,实现了纳米尺寸的VC 析出颗粒在热成形后马氏体中弥散分布,同时大量VC 的析出降低了基体的C 含量,有效抑制了脆性孪晶马氏体的生成,使34MnB5V 材料在达成2 000 MPa 强度的同时保持了与1 500 MPa 的22MnB5 钢相当的弯曲断裂韧性。
3.3 氢脆敏感性
热成形钢的氢脆敏感性是其在应用中重点关注的评价项目,试验方法有恒载荷下U 弯、三点/四点弯曲、应力环、慢应变速率拉伸等。本文采用恒载荷四点弯曲试验方法,试样尺寸为125 mm(轧制方向)×40 mm,试验装置及加载方式如图6所示[21]。四点弯曲试验的弯曲应力为烘烤后试样的100%屈服强度即1 493 MPa,试验数量为3 组平行试样,按式(1)计算得出试样的加载位移平均值为7.76 mm,试样加载后在空气环境中静置300 h,通过观察试样是否产生裂纹及发生断裂以定性地评价试验材料的氢脆敏感性。试验结束后的试样形貌如图7 所示,对试样加载最高点和外边缘位置进行观察,均无裂纹出现,没有断裂现象发生,表明材料具有良好的抗氢脆性能,通过微合金化使试验材料基体中形成碳氮化物作为不可逆氢陷阱,可捕获氢原子,减少氢在钢中的扩散和聚集,从而提高试验材料的抗氢脆性能。
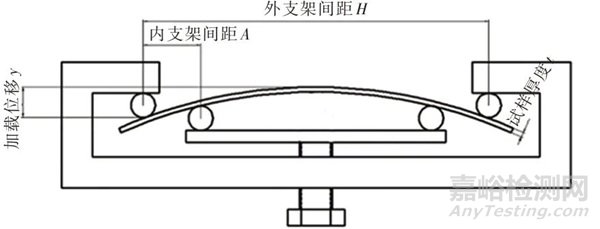
图6 试验装置及加载示意

图7 试验后试样形貌
试验装置外弯曲表面应力为:

式中:σ 为外弯曲表面应力,E 为弹性模量,t 为试样厚度,y 为加载位移,H 为外支架间距,A 为内支架间距。
3.4 点焊工艺及性能
点焊工艺试验采用OBARA DB-220 型固定式逆变点焊机,标称功率为220 kV·A,电极端面直径为8 mm(电极材料为铬锆铜),为了稳定电极帽状态,试验在新电极帽的第11 点至第100 点的范围内进行,试验过程中不对电极帽进行修磨。点焊后进行剥离焊点试验,剥离试验后用精度为0.02 mm 的游标卡尺测量最小剥离焊点直径。规定第一次出现最小剥离焊点直径 图片时的焊接电流为最小焊接电流Imin,从Imin 开始,焊接电流以200 A递增,当连续2 个焊点都产生飞溅,电流以100 A步进递减后继续试验,出现连续3 个平行点焊试验都不产生飞溅时的电流值规定为最大焊接电流Imax。对于1.6 mm 的试验材料,最小剥离焊点直径要求为5.06 mm。点焊工艺及性能测试内容包括焊接电流窗口、剪切拉伸、十字拉伸以及显微硬度测试。
试验选定的焊接压力为6 kN,焊接时间依次为525 ms、656 ms、787 ms,焊接工艺参数和剥离焊点试验结果如表5 所示。根据表5 数据绘制试验材料的焊接电流窗口,将各焊接时间下所得到的Imin 和Imax 分别记为点A、B、C、D、E、F,如图8所示。可以看出,当焊接时间为 525 ms、656 ms、787 ms 时,最大焊接电流范围均为 1.5 kA,能够满足工程应用要求。
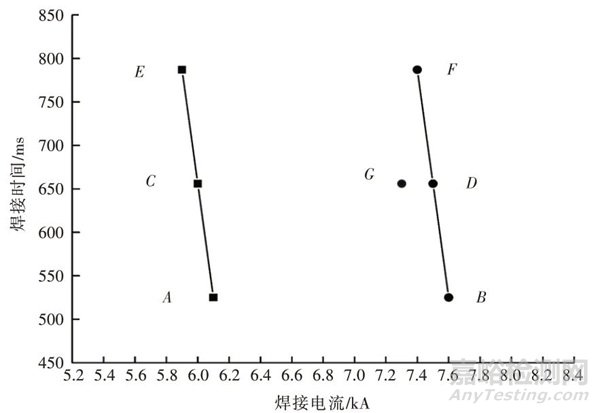
图8 焊接电流窗口
表5 焊接工艺参数及剥离焊点试验结果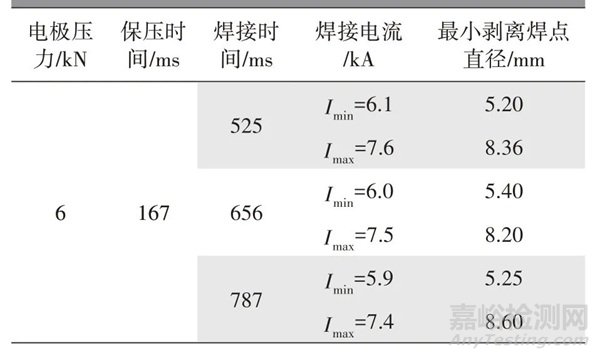
为验证焊点性能,以焊接时间656 ms、最大焊接电流Imax 减去200 A 为工艺参数(图8 中G 点)分别制备3 个焊接剪切拉伸试样、3 个十字拉伸试样以及1 个硬度试样进行焊点性能测试。使用Zwick-Z100 型拉伸试验机测试焊点剪切拉伸和十字拉伸性能,拉伸速率为10 mm/min,剪切拉伸试验的最大力为16 887 ~17 353 N,十字拉伸试验的最大力为3 227 ~3 555 N,焊点失效形式均为纽扣断裂。使用FLC-ARS9000 维氏硬度测量系统,对点焊接头进行显微硬度测量,测量结果如图9 所示。可以看出,熔核区的显微硬度在620~670 HV之间波动,热影响区存在明显软化,硬度为399 HV,相对于母材硬度衰减约30%,因此在碰撞仿真分析中应考虑焊点热影响区软化的性能变化。
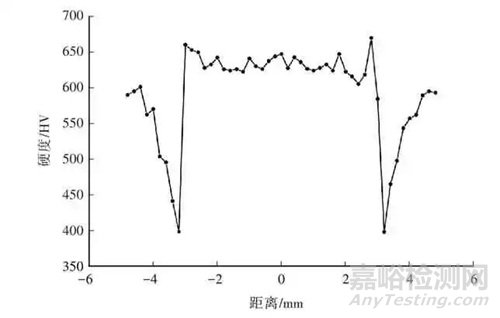
图9 点焊接头显微硬度分布
3.5 涂装耐腐蚀性能
采用淬火后的平板进行激光切割制备试验样板,尺寸为100 mm×200 mm,在现生产涂装线上挂片进行电泳以模拟零件涂装过程,涂装工艺流程为前处理→电泳→烘干。对电泳后的样板按照企业标准进行循环交变腐蚀试验及耐中性盐雾试验以评价其耐腐蚀性能,试验结果如表6 所示。可以看出,该试验材料具有良好的耐腐蚀性能。
表6 耐腐蚀性能试验结果
4. 结论
a.微合金化2 000 MPa 级热成形钢在加热温度930 ℃、加热时间300 s、保压时间10 s 的工艺条件下,淬火状态的材料抗拉强度达到2 000 MPa 以上,其力学性能存在各向异性,0°方向的强度高于90°方向,断后伸长率低于90°方向;烘烤后,抗拉强度降低6.2%以上,规定塑性延伸强度提高9.1%以上,断后伸长率提高8%以上。在0.1~500 s-1应变速率下,材料的规定塑性延伸强度和断裂总延伸率表现出应变速率敏感性特征,抗拉强度未表现出明显的应变速率敏感性。
b.微合金化2 000 MPa 级热成形钢具有良好的弯曲韧性,其弯曲韧性存在各向异性,90°方向的极限尖冷弯角高于0°方向;淬火状态的极限尖冷弯角大于50°,烘烤后的极限尖冷弯角大于56°。
c.微合金化2 000 MPa 级热成形钢具有良好的抗氢脆性能,在1 493 MPa 弯曲应力下进行四点弯曲试验,空气环境中静置300 h未出现裂纹和断裂。
d.微合金化2 000 MPa 级热成形钢具有较好的点焊性能,电流工艺窗口达到1.5 kA,焊点热影响区有明显的软化,硬度为399 HV,较母材硬度下降约30%。
e.微合金化2 000 MPa 级热成形钢具有良好的涂装耐腐蚀性能,60 个循环的交变腐蚀试验和1 000 h 的耐中性盐雾试验结果满足标准要求。
来源:期刊《汽车工艺与材料》作者:曹广祥1,2 赵隆卿1,2 井琦1 夏广明1,2 巨萌1,2 刘丰宁1,2
(1.中国第一汽车股份有限公司研发总院,长春 130013; 2.高端汽车集成与控制全国重点实验室,长春 130013)

来源:《汽车工艺与材料》
关键词: 钢