
嘉峪检测网 2025-05-23 08:30
导读:为改善汽车密封条气味,研究了汽车密封条气味的试验方法和评价标准,对比了各主机厂和国际主流的试验标准,对目前在用的标准进行了分析和归纳。
摘要: 为改善汽车密封条气味,研究了汽车密封条气味的试验方法和评价标准,对比了各主机厂和国际主流的试验标准,对目前在用的标准进行了分析和归纳。对密封条气味产生的原因和改善措施进行了讨论,从混炼过程中原材料的选择优化、生产过程中使用水基涂料、存储过程中适当提高存储温度等不同方面提出了改善方案。
关键词:汽车密封条 气味试验 气味标准 改善措施
1. 前言
密封条是汽车上重要的密封零件,多用于四门两盖等经常开闭的部位,具有隔音、防尘、防水、减振的作用,同时起到维护车内环境、保护车内乘员的作用[1-2]。由于很多密封条裸露在乘员舱内,所以对其有气味要求。汽车密封条一般分为动态密封条和静态密封条,动态密封条包括车门条、门框条、门槛条、轮罩条、前发动机罩密封条、尾箱密封条等,静态密封条包括玻璃导槽、内水切、外水切等。
气味试验是一种主观感觉的试验,需要由具有资质的特定试验人员完成。气味性是材料或零部件在规定的温度和气候条件存放时,释放出具有主观可觉察到的挥发性组分的特性[3]。车内的气味来源较为复杂,车身钣金以内的所有材料都是气味的来源,但密封条主要用于内外饰的密封,车身内部、外部均有布置,因此,密封条在整个气味体系中的贡献率不大,但关于密封条的气味投诉也时有发生。目前的气味要求主要针对于裸露在驾驶舱内的车门条、门框条、尾箱密封条、内水切等,对裸露在外部的密封条零件没有气味要求。
目前,各大主机厂均有关于汽车零部件气味试验的方法和要求,但每个主机厂的要求不尽相同。目前,国家标准在此领域还不完善,但汽车行业标准已经比较成熟。本文对比不同主机厂关于密封条气味试验的方法、要求,并给出改善方案。
2. 试验设备和试验方法
2.1 试验设备与条件
试验所需设备有空气循环烘箱,一般要求温度波动≤±2 ℃;试验所需容器为带有无气味封口盖子的广口玻璃容器,需要带金属网架且具有良好的密封性,图1 所示为试验所用的1 L 广口瓶,容器在每次评价前应清洗干净,保证清洁、干燥、无气味。

图1 试验所用的广口瓶(1 L)
制备好的样件需要用铝箔纸或薄膜进行密封,再用干净的聚乙烯(Polyethylene,PE)袋或保鲜膜包裹后送至检测机构。取样质量为(20±2) g。取样时间应在生产完成后的7~15 天内,开始检测时间为生产完成后3周内。气味试验要求的环境背景气味等级在1.0 级及以下。样品到达试验室后,需在温度为(23.0±2.0) ℃、相对湿度为50%±10%的恒温恒湿环境中静置24 h后再进行后续测试。
2.2 试验方法
试验前试样的存放条件如表1 所示。
表1 试验存放条件
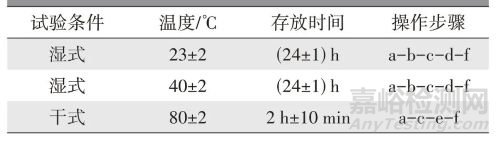
测试步骤[4]如下:
a. 对于湿式试验条件,在容器中加入50 mL 去离子水,对于干式试验条件,无需加水;
b. 将测试样品放在气味瓶内的不锈钢支架上,必要时可使用铁丝网固定,避免测试样品与水直接接触;
c. 将气味瓶容器紧闭,放入设定好温度且已稳定运行的烘箱里;
d. 对于湿式试验,当将气味瓶容器从烘箱内取出容器时,立即进行气味测评;
e. 对于干式试验,当将气味瓶容器从烘箱里取出冷却至测试实验室温度(60±5) ℃后进行评价;
f. 测试人员为3 人,当测试人员所评价的结果差距超过1 个等级时,测试人员须增加到至少5 人进行复测。仲裁测试时,测试人员不得少于5 人。
3. 气味试验的评价方法
气味评价标准分为1 级~6 级,介于2 种评价等级之间的状态记为0.5级,评价须在没有通风和污染物气味的环境中进行。评价人员须经过相关培训后才能进行气味评定试验,并定期进行培训及标定。
气味评价员在参加气味评价前1 h 应避免影响气味评价的饮食、着装和行为,如吸烟、饮酒、咀嚼口香糖、浓妆、带有特殊气味的皮草着装等。
评价时,应将容器盖滑动3~4 cm 后打开容器盖,评价人员的鼻子在靠近瓶子边缘5 cm 处,用手在瓶子口轻轻扇动,使少量气体飘进评价人员的鼻孔。单个评价员评定1个样件须在30 s内完成,评定结束后,立即盖上容器盖,供下一位评价员进行评价,3 个评价员须在2 min 内完成单个样件的评价。三元乙丙橡胶(Ethylene-Propylene-Diene Monomer,EPDM)材料固有的生胶味道不属于干扰性气味。
测试结果为所有测试人员评定等级的算术平均值并修约到最近的半级,等级的描述如表2所示。
表2 试验的评价等级描述

4. 气味试验的标准对比
2012 年3 月,GB/T 27630—2011《乘用车内空气质量评价指南》正式实施,表3 所示为该标准中对挥发性有机物的要求。该标准仅考虑了客观的、仪器可以检测的挥发性有机物含量,而对于影响乘员主观感受、心情且影响乘员安全的气味性测试却未能给出明确的方案。
表3 车内空气中有机物浓度要求mg/m3
目前各大主机厂均有对气味主观评价的试验要求,均在努力提升车内空气质量,目前各主机厂对气味的评判越来越严格,要求越来越高。
4.1 美国气味标准的对比
目前,美国3 大汽车企业和美国汽车工业协会对车内空气质量均有要求,与我国标准的试验方法基本类似,表4所示为美国车企的气味标准对比。
表4 美国主要车企的气味试验标准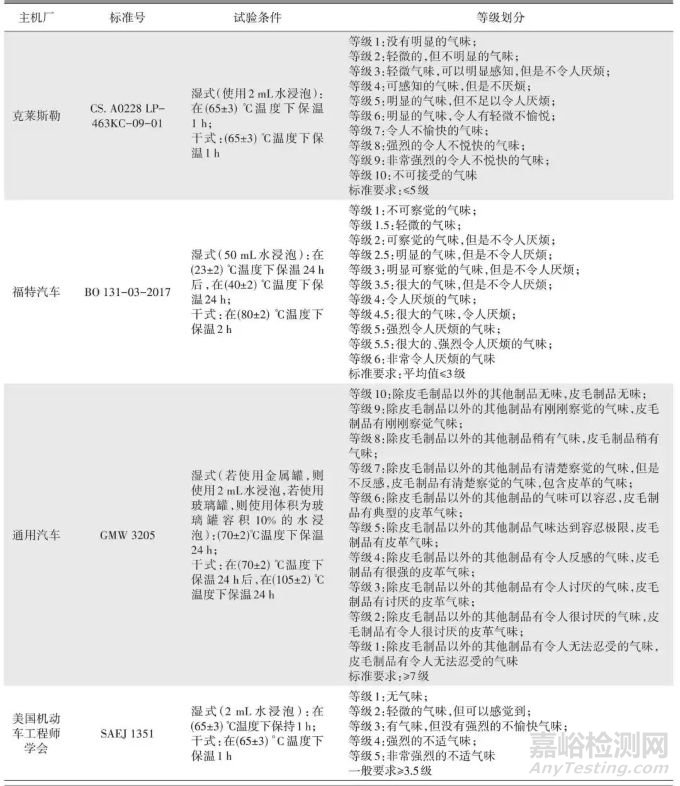
由表4 可知,北美车企气味试验标准虽与我国标准描述有所差异,但试验方法和评价方法类似。
以通用为代表的美国车企参考了德国的方法,将样品按照在车内位置分为直接照射和非直接照射,直接照射的样品在105 ℃温度下恒温3 h,非直接照射的样品在40 ℃或70 ℃温度下恒温24 h,其试验加热温度比德国标准要求温度要高。评价结果按1~10 级气味强度评定,10 级为最优等级。
4.2 欧洲气味标准的对比
欧洲气味标准以德国行业协会和大众汽车企业标准为主,是比较成熟的气味评判标准体系,其他企业标准大多参考欧洲的方法制定,如沃尔沃、奇瑞、长城、福特等,表5 所示为欧洲主要车企和国际组织的气味标准。
表5 欧洲主要车企的相关的气味试验标准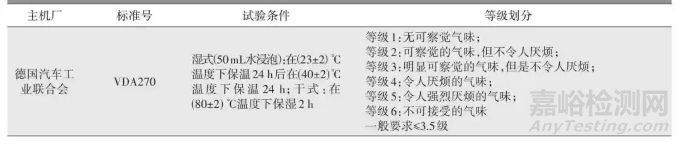
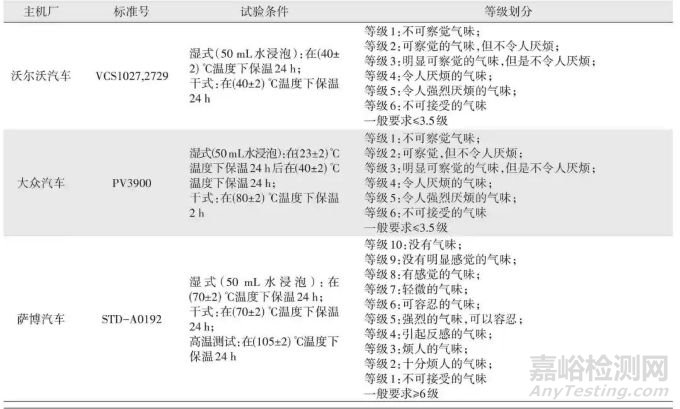
由表5 可知,欧洲标准比较类似,是将样品分别加热至3 个温度(23 ℃、40 ℃、80 ℃),其中,前2个温度下为湿态,保温24 h,80 ℃条件下是干态,保温2 h,随后由试验人员按评级标准评分,一般按6 级气味强度评定气味等级,分为1~6 级,1 级为最优等级。
4.3 日韩系标准的对比
日韩系各车企的气味评价试验方法间有很大不同,试验方法和试验评价标准较为复杂。表6 所示为日韩主要车企和国际组织的气味标准。
表6 日韩主要车企的相关的气味试验标准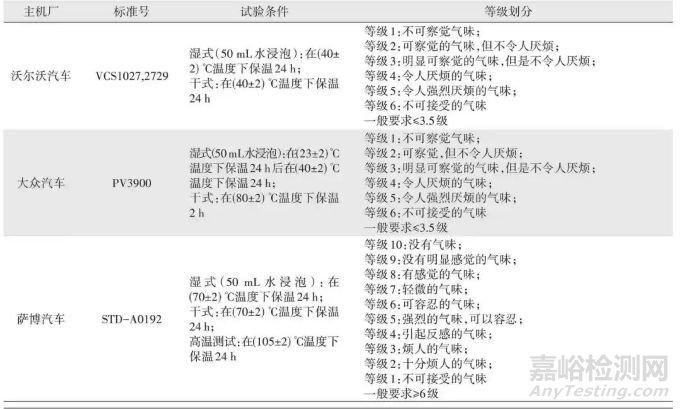
由表6 可知,日韩系车企标准的试验设备、试验方法、试验评判标准均不同于欧美车企。丰田汽车的样品要进行最初的气味试验和老化后的气味试验,加热温度与美系相同,直接照射和非直接照射样品的加热温度不同,评判要求相对复杂,等级更为细致,气味等级的排序不同。
4.4 中国标准的对比
国内主机厂的气味标准与欧美标准较为类似。表7 所示为中国主要车企和国际组织的气味标准对比。
表7 中国主要车企的相关的气味试验标准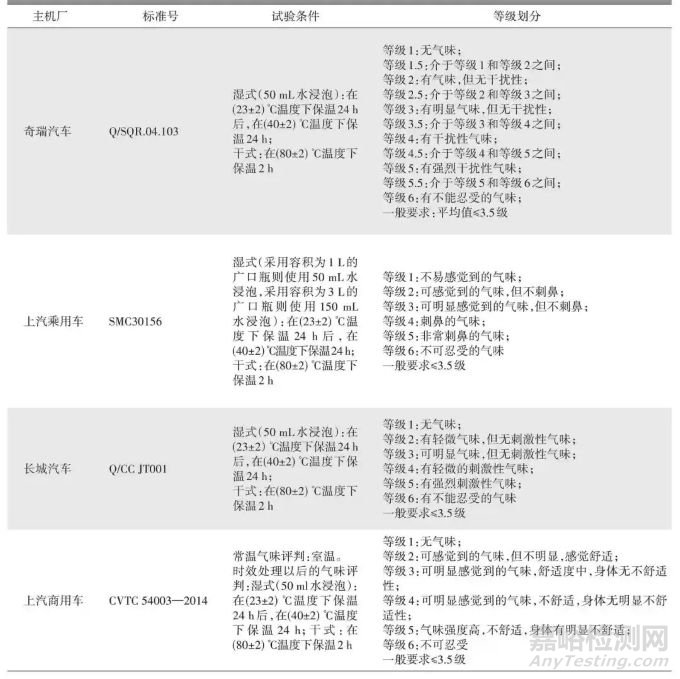
由表7 可知,我国大多数主机厂是将样品分别加热至3 个温度(23 ℃、40 ℃、80 ℃),其中前2 个温度为湿态,保温24 h,80 ℃条件下为干态,保温2 h,随后由试验人员分别按评级标准评分。一般按6级气味强度来评定气味等级,且1级为最优等级。
5.密封条气味的产生与改善措施
5.1 气味的产生
汽车密封条产品中用量最多的材质为三元乙丙橡胶(EPDM),占78%,其次是聚氯乙烯(Polyvinyl Chloride,PVC),约占20%,热塑性弹性体(Thermoplastic Elastomer,TPV)约占1.2%[5],早期也使用氯丁橡胶(Neoprene,CR)、天然橡胶(Natural Rubber,NR)、丁晴橡胶(Nitrile Butadiene Rubber,NBR)等作为密封条原料,但现在用量越来越少。橡胶类产品带有一定的气味,是橡胶产品的特性之一。
汽车密封条的生产过程主要包括混炼、改性、复合挤出、硫化、植绒、喷涂、冲切等[6],在生胶混炼和改性过程中会加入化学助剂以及配方外的设备润滑剂等,在挤出加工的过程中使用多种配合剂,如促进剂等,橡胶在硫化过程多数情况下会产生硫化物,在喷涂涂层过程中会带来特殊气味等。
5.2 气味的改善措施
目前,气味改善措施主要从原材料、助剂和添加剂、生产过程、存储过程方面着手。
5.2.1 混炼过程中的原材料
传统的Ziegler-Natta 催化剂效率较低,溶剂聚合后,残留的部分单体无法有效脱单分离,导致小分子异味的产生。选用茂金属催化或Keltan ACE催化技术合成的EPDM 生胶体系,合成效率较高,可有效降低残留单体含量[7]。
5.2.2 改性过程中的各种助剂和添加剂
使用筛余物质量分数小的炭黑(如GN550等),使用低芳香烃含量、高闪点的石蜡油(如2158等),使用更多环保型促进剂等均可降低气味等级,试验表明,最多可降低1.7~2 个等级[8]。
5.2.3 优化生产过程
采用新型水基涂料代替传统的甲苯、二甲苯溶剂型涂料对密封条性能影响较小,但可有效降低气味等级。在硫化过程中,提高微波热风硫化炉的温度也能有效降低产品的挥发性有机物残留量[9]。用贴绒代替植绒,可减少植绒过程大量的胶水的应用,减少产生挥发性气味。
5.2.4 优化存储过程
提高密封条的存储温度可加速挥发有毒有害气味。
6. 结束语
气味性能是汽车密封条的重要性能,各主机厂和国际组织均有相关要求,经对比发现,美国、欧洲、中国汽车主机厂气味标准比较类似,所采用的试验方法覆盖了高温度、高湿度等极端条件,评判等级的划分较为一致。日韩主机厂的气味标准则较为复杂,试验方法和评判方法分为更多的档次。密封条的气味性能可从生胶混炼过程、改性过程、生产过程、存储过程进行优化,可采用茂金属催化或Keltan ACE 催化技术合成的EPDM 生胶体系、改性中使用更多环保型促进剂、提高微波热风硫化炉的温度、提高密封条的存储温度等措施改善气味的散发状况。
来源:期刊《汽车工艺与材料》作者:田永 马保林(奇瑞汽车股份有限公司汽车工程技术研发总院,芜湖 241000)

来源:Internet