
嘉峪检测网 2025-05-27 15:08
导读:本文介绍了莱钢银山型钢炼钢厂生产钛微合金钢Q355B不同生产环节氮含量变化情况,分析了生产流程各因素对钢中氮含量的影响。
本文介绍了莱钢银山型钢炼钢厂生产钛微合金钢Q355B不同生产环节氮含量变化情况,分析了生产流程各因素对钢中氮含量的影响,其中转炉终点碳氧含量、出钢温度,LF进站钢液温度、电极电耗、底吹氩气、埋弧效果,连铸保护浇注等对钢水增氮有较大影响。提出了相应的优化措施,通过转炉终点碳含量、出钢温度、精炼渣成分控制等措施,达到了稳定控制氮含量在40×10-6以下的效果。
1.前言
通常氮是钢中有害元素,钢中氮含量高会使钢材产生应力失效,降低钢的成形性及高温韧性和塑性,并影响钢的焊接性能,氮还会与钢中的钛、铝等元素形成链状夹杂物群,造成板坯角裂,引起钢的表面质量恶化,降低成材率等。对于钛微合金钢,[Ti]含量高,若[N]含量控制不当,含Ti钢中TiN夹杂在钢液中容易碰撞聚合,形成TiN团簇,对钢表面质量和力学性能产生不利影响。本研究以莱钢银山型钢炼钢厂生产钛微合金钢Q355B为研究对象,系统分析了转炉、精炼、连铸过程氮含量变化,明确了冶炼过程中增氮的关键因素,为氮含量降低提供有效控制措施。
2.炼钢全流程氮含量调研
钛微合金钢Q355B化学成分如表1所示。

为研究钛微合金钢Q355B生产流程各因素对钢中氮含量的影响,明确控氮的关键环节,对转炉炼钢终点、LF精炼不同阶段、连铸不同工序的钢液进行取样,利用氧氮分析仪检测钢液氮含量变化。其中,LF1代表LF进站,样1代表造白渣后,样2代表喂钙线前,LF4代表软吹前。
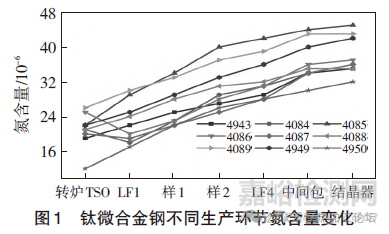
图1为钛微合金钢Q355B不同生产环节氮含量变化情况。转炉终点钢中氮含量为(12~26)×10-6,不同炉次之间氮含量波动较大,转炉到精炼破壳阶段钢中增氮量波动不定,增氮量(-5~7)×10-6不等,精炼阶段氮含量显著增加。增氮范围(7~13)×10-6,连铸阶段钢中氮含量保持稳定,波动维持在2×10-6以内,结晶器钢水中氮含量(32~45)×10-6。
3.各工序对钢水增氮的影响
3.1转炉工序
转炉脱氮效果与吹炼过程的脱碳反应速度密切相关,特别是脱碳反应剧烈的时间段内,由于转炉内产生大量的CO/CO2气泡,当CO气泡到达钢液表面时,CO气泡既与钢液接触,也有一部分与炉渣接触。当熔池中CO气泡上升过程中与金属液滴之间发生大量的碰撞后进入炉渣,这些气泡会在熔池内形成相对密闭的“真空泵”,每个气泡显著降低了氮气分压,在碰撞的过程中气泡和金属液滴之间可以发生脱氮反应,达到了良好的脱氮效果。
3.1.1碳氧含量
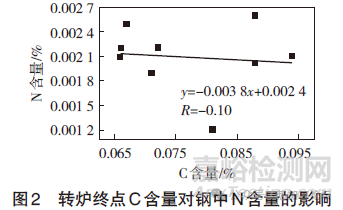
图2为转炉终点C含量对钢中N含量的影响。从图2中可以看出,转炉终点C含量在0.065%~0.095%,转炉终点碳氧反应减弱。随着C含量的降低,钢中N含量逐渐增大,表明碳氧反应的减弱使CO等炉气产生量不断减少,炉口压差降低,空气易卷入,炉内氮气分压增大,造成钢水吸氮。
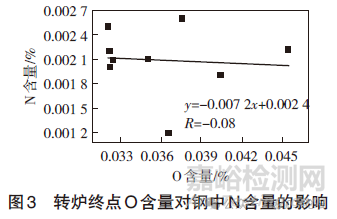
图3为转炉终点O含量对钢中N含量的影响。从图3中可以看出,随着O含量的增大,钢中N含量逐渐下降,说明随着碳氧反应的进行,脱碳逐步深入,作为表面活性元素的O含量也有所增加。氧和FeO在钢液表面富集,降低了气-液反应界面,降低钢液吸氮速度,抑制了钢液吸氮。
3.1.2出钢温度
图4为转炉终点出钢温度对钢中N含量的影响。随着温度升高,钢中N含量不断增加。其原因是钢液吸氮是一个吸热反应,温度越高,氮气越利于溶入钢中成为游离氮原子;另一方面,高温有利于增强脱硫热力学条件,弱化了硫作为表面活性元素抑制钢液吸氮的效果,造成增氮。
3.2.1进站温度
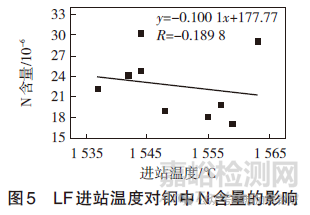
图5所示的是LF进站温度对钢中N含量的影响。由图5可知,不同炉次之间进站温度差异较大,最大可达30℃,且进站温度越低,钢中N含量越高。进站温度较低的钢包顶渣化不开、流动性不好,覆盖效果差,送电过程中电弧不能埋于渣中,电弧区钢液极易吸氮,造成增氮。因此,转炉终点出钢应控制终点成分、合理调整合金加入量,尽量缩短出钢及破壳等待时间,减少出钢温降、避免强吹致使钢液液面裸露,以减少LF送电次数,缩短处理时间,控制增氮。
3.2.2电极电耗
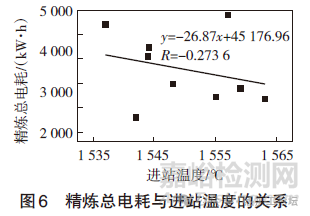
图6为精炼总电耗与进站温度的关系。从图6中可以看出,精炼电耗为3000~4000kW·h,与进站温度成反比。进站温度越低,需要对钢水进行温度补偿。精炼电耗越高,并且较低的进站温度不利于早期化渣、造渣等操作,易造成炉渣结壳严重,需要在LF进站后进行较长时间的大流量搅拌,造成钢液和空气接触的机率增大;同时,对于较低温度的炉次,需要先对其进行送电加热提温操作,未完全化开的渣在电弧高温作用下易使钢液裸露吸入周围电离的氮原子,增大钢液增氮的概率,还延长了精炼工序时间。因此,LF钢包进站温度不宜过低。
3.2.3底吹氩气
LF操作过程中需要进行吹氩,精炼大气量搅拌有益于深脱硫、促进夹杂物上浮、均匀成分和温度,但同时会造成钢水裸露吸氮。通过计算得到精炼工序不同阶段的搅拌功。精炼工序中破壳阶段搅拌功最大,达到200.98W;精炼阶段较造渣阶段搅拌功略大,为56.02W左右;软吹阶段搅拌功最小,仅为25.73W。其中,各阶段任务要求不同,所需氩气流量、搅拌功大小也不尽相同。LF精炼工序搅拌功偏小,造渣和白渣精炼阶段,既可以保证不吹开渣层造成钢液面裸露吸氮,又可以预防钢液温降过大,吹氩量较为合适。
3.2.4埋弧效果
经统计,9炉次精炼温度在1550℃左右,为了研究埋弧效果对钢液增氮量的影响,选取1550℃下造完白渣后的渣样,探讨发泡指数与钢中氮含量之间的关系。图7是发泡指数与增氮量间的关系。
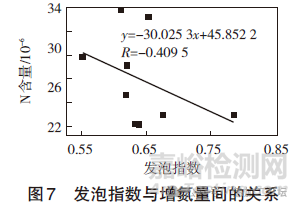
由图8可知,随着精炼渣发泡性的改善,钢液中的氮含量逐渐降低,说明在一定范围内,提高精炼渣的发泡指数,有利于钢液氮含量控制。这是因为发泡性的改善相对增加了渣层厚度,利于实现埋弧操作。一方面降低了钢液表面裸露面积;另一方面减少了电弧裸露长度,使电弧电离空气产生的氮原子大幅减少,进入钢液的概率也大大降低。LF精炼渣组分、物相、熔化特性、黏度等影响钢液覆盖效果,决定炉渣发泡性能、夹杂物吸收能力、钢液精炼效果,进而对钢中氮含量变化起作用。
3.3连铸工序
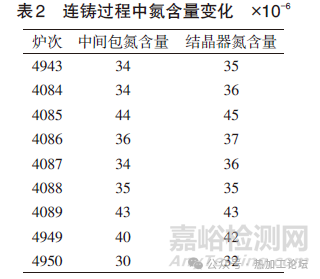
连铸过程采用保护浇铸,在中间包钢液面投加覆盖剂,大包水口、中间包水口密封、氩气流量的适当控制、减少换包过程中钢水裸露时间等能有效控制钢水增氮。表2为连铸过程中氮含量变化。由表2中可以看出,连铸过程中钢液增氮<2×10-6,说明保护浇铸效果良好。
4.工艺优化
为实现钛微合金钢Q355B氮含量稳定控制在40×10-6以下的目的,并同时兼顾生产成本,对其进行了工艺优化,转炉终点碳含量控制在0.06%~0.10%,出钢温度维持在1630~1640℃。精炼渣成分控制:造渣阶段碱度维持在3.0~5.0,Al2O3含量保持在20%~30%,TFe含量低于1.0%。连铸保护效果好,维持原工艺不变。
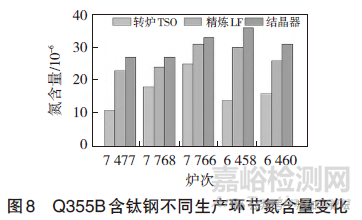
采用优化工艺方案生产后,Q355B不同生产环节氮含量变化如图8所示。结晶器氮含量为(27~36)×10-6,达到了稳定控制氮含量在40×10-6以下的效果。当转炉终点碳温控制在一定范围内,采用工艺优化方案转炉终点钢液氮含量为(11~19)×10-6,与原冶炼工艺转炉终点(12~26)×10-6相比,氮含量稳定控制范围大幅缩小。将转炉终点氮含量控制在20×10-6以下,有利于缓解后续LF精炼环节控氮的压力。优化方案下,出钢与精炼两个工序的增氮量合计为(6~16)×10-6,而优化前增氮量为(6~20)×10-6,说明优化方案实际增氮量也大幅减少,从而使结晶器氮含量稳定控制在40×10-6以下。
原工艺LF进站温度为1537~1565℃,能耗为3000~4000kW·h;工艺优化后LF进站温度为1550~1570℃,能耗为2000~3000kW·h;优化前后LF进站温度总体提高约20℃,电耗降低约1000kW·h。有利于避免长时间底吹大流量搅拌和提温操作,可有效降低增氮量,进站温度的提高不仅节约能源成本,还缩短了工序时间。
5.结论
原工艺终点碳含量为0.066%~0.094%、出钢温度为1631~1642℃、氮含量为(12~26)×10-6,优化方案终点碳含量为0.062%~0.083%、出钢温度为1627~1635℃、氮含量为(11~19)×10-6。碳含量和出钢温稳定控制使得氮含量下降7×10-6,控氮效果较好。
原工艺出钢与精炼环节增氮量为(6~20)×10-6,优化方案下出钢与精炼两个工序的增氮量合计为(6~16)×10-6,缩小了增氮量,从而使结晶器氮含量稳定控制在40×10-6以下。
工艺优化前后LF进站温度总体提高约20℃,电耗降低约1000kW·h。有利于避免长时间底吹大流量搅拌和提温操作,可有效降低增氮量,节约了能源成本,缩短了工序时间。
连铸阶段目前保护效果较好,在目前生产条件下,不是导致增氮的关键性环节,可稳定控制结晶器钢液氮含量<40×10-6。

来源:莱芜钢铁集团银山型钢有
关键词: 钛微合金钢