汽车发动机故障灯亮信号是由汽车ECU发出的,ECU负责监控和控制发动机各个系统的工作,涵盖了进气、排气、燃油、点火及正时等系统。故一旦发动机电路系统方面、传感器及控制模块出现故障,均会引起故障灯亮,因此很容易引起用户强烈抱怨。发动机故障灯亮的典型故障码及其解决办法如下。
P12C200故障码及其解决办法
曲轴箱通风系统的工作原理:发动机工作时,部分可燃混合气和废气经活塞环窜入曲轴箱内,曲轴箱通风系统可将窜入曲轴箱的油气进行油气分离,将分离出来的机油回到油底壳,分离后的废气再次被吸入气缸内燃烧[2]。
曲轴箱通风管主要由导电快插管接头、尼龙管、线束上盖分总成及密封圈等组成,当导电快插管接头与曲轴箱和干净管对接后,电路自动导通。发动机ECU可以通过探测电压判断电路是否连接正确。如果电路断开,则会引起汽车发动机故障灯亮,并报P12C200故障码,显示曲轴箱通风管诊断电路电压高。造成电路断开的主要原因如下。
1.导电快插管接头内部电阻引脚焊锡不饱满
如果曲轴箱通风管导电快插管接头内部电阻引脚部位焊接不饱满,那么其所能承受的应力会较小,而发动机温度越高,应力越大。故导电快插管接头内部电阻引脚虚焊的零件会存在无法承受此应力的风险,从而导致引脚与焊锡脱开,形成电路断路。
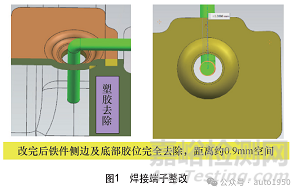
使用X-Ray检查发现,一部分故障件导电快插管接头内部电阻焊接侧面焊锡点并未被完全浸润。拆解电阻丝焊接部位时,发现电阻引脚与焊锡点脱开,电阻丝可以转动。固化后进行刨切试验,可看到焊锡未浸润至背部,电阻引脚无焊锡包裹。进一步分析,发现电阻引脚部位无焊锡包裹或焊接端子背面锡量少是因为端子孔侧边塑料距离胶位仅0.1mm间隙,影响了焊锡的流动;且端子是预镀锡板冲压成型,铁件的焊锡孔内壁无镀锡,会影响焊锡流动,导致端子背面的焊锡不足。
解决办法:
1)去除铁件侧边胶位塑料,增大焊接孔与侧壁间隙(由0.1mm增大至0.9mm),使焊接孔到铁件侧边都可被焊锡覆盖到。
2)完全去除铁件底部胶位塑料,使目视可以直接观察底部透锡情况,如图1所示。
2.导电快插管接头内部电阻丝断裂
使用X-Ray检查故障件时,同时发现部分故障件导电快插管接头内部电阻丝存在断裂问题。进一步分析发现电阻丝直径为0.43mm,而在用的注塑模具合模滑块封胶位置为φ 0.42mm,两者之间的配合间隙过小,且无避空结构,同时注塑模具合模封胶位置滑块周边都为尖角,故判定模具封胶机构存在压断导电快插管接头内部电阻丝的风
解决办法:
1)优化注塑模具合模封胶位置滑块设计,配合处直径增加至0.46~0.47mm,保证封胶并避免滑块将导电快插管接头内部电阻丝压断。
2)将滑块周边增加圆角R0.15,避免滑块尖角将电阻碰伤。
3.导电快插管接头弹片接触点接触不良
导电快插管接头弹片与圆形触点之间接触面积较小,产生轻微晃动之后,容易产生导电不够的问题,特别是在车辆颠簸过程中极可能会造成电路接触不良的故障,如图2所示。
采用标准直径的导电快插管接头验证通断,标准直径接头安装后电阻显示正常,但用手晃动会存在“时通时断”问题。
解决办法:优化接触方式,将点与面接触方式更改为面与面接触方式。
4.导电快插管接头卡扣侧向脱出
导电快插管接头在流转和装配过程中,上盖可能会受到外力作用,导致接头侧面卡扣松脱,这时也会造成整个电路断开,从而引起发动机故障灯亮,并报P12C200故障码。
解决办法:
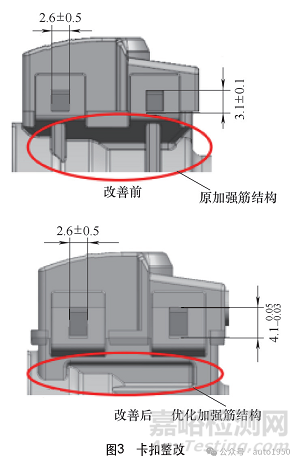
1 ) 优化导电快插管接头侧面卡扣高度, 由(3.1±0.1)mm增加到4.1 0.05-0.03mm。
2)优化加强筋结构,增加卡扣强度,如图3所示。
P31500故障码及其解决办法
自动变速器柔性盘总成集成了起动齿圈、信号齿圈、定位销及螺栓孔等,其中信号齿圈中有一个大齿缺主要用来寻找发动机的上止点。自动变速器柔性盘总成的主要作用之一是生成信号:飞轮信号齿圈共58个小齿和1个大齿缺,每个小齿及相邻齿缺的角度之和为6°,大齿缺的角度为12°。曲位传感器通过大齿缺采集发动机上止点位置,通过小齿及齿缺采集某一时刻曲轴转过的角度和速度信号。
汽车发动机ECU设定飞轮自学习偏差阀值为5‰,当进入减速断油工况时,ECU内部进行飞轮自适应周期自学习,当飞轮自学习阀值超过5‰时,发动机故障灯亮并报P31500故障码(飞轮自适应周期时间处于极限)。而造成自动变速器柔性盘总成自适应周期时间处于极限的主要原因分析如下。
1.自动变速器柔性盘总成信号齿圈180°角度超差
梳理自动变速器柔性盘总成的工艺流程,发现侧冲机夹紧压头与旋转主轴上的工件定位盘之间无导向定位连接,侧冲过程中的振动可能会导致夹紧压头与定位盘出现不同轴的情况,造成分度不均,增大了每次转角的误差,累积误差引起信号齿圈180°角度超差。
解决办法:
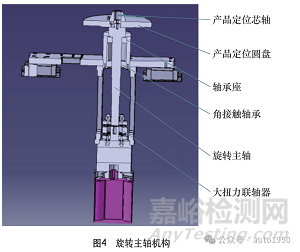
1)优化轴向夹紧机构,夹紧时压头上的销轴插入产品定位圆盘的芯轴内进行定位。
2)将原不调心轴承更换成调心轴承,从而保证旋转主轴与上夹紧压头绝对同轴,避免因不同轴造成分度不均的情况,消除角度旋转误差,如图4所示。
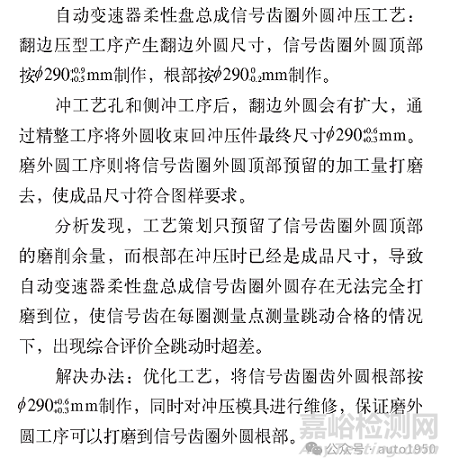
2.自动变速器柔性盘总成信号齿圈外圆全跳动超差
3.自动变速器柔性盘总成信号齿筋宽超差
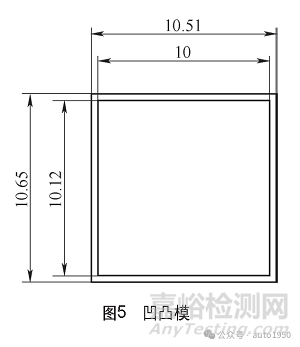
故障分析发现设备在旋转时,有废料豆卡入工装与挠性盘之间的间隙,导致设备旋转不到位,导致产生信号齿筋宽度超差。进一步分析发现,凹模尺寸比凸模大0.5mm左右(相当于单边间隙0.25mm),而料豆尺寸与凸模基本一致,造成了料豆与凹模之间存在较大缝隙,无法含住料豆,导致部分料豆因设备振动等原因从凹模落入工装与工件的缝隙,阻碍工件旋转,造成旋转不到位,如图5所示(图中粗线代表凹模尺寸,细线代表料豆尺寸)。
解决办法:优化凹模图样尺寸,将凸凹模单边间隙由0.25mm减小至0.15mm。
4.自动变速器柔性盘总成信号齿去二齿宽度超差
解决办法:
1)优化侧冲程序,改为冲掉初始1、2、3齿中间的两个筋完成去二齿,将去二齿处可能产生的总误差累计降到最低。
2)增加侧冲前的整形工序(正校型),保证侧冲时翻边外圆的圆度,减小工匠翻边与工装间可能存在的摩擦,从而保证侧冲工序的精度,将每个孔产生的误差降到最低,从而使累计到最后的总误差在图样要求范围内。
3)侧冲工序增加每件前使用吹尘枪清理侧冲工作台的要求,避免工装或工作台工作位置垫屑,影响侧冲机旋转角度。
4)侧冲机增加相位角来限制去二齿位置,并使用去二齿弦长控制去二齿弦长尺寸。
P2163和P2176故障码及其解决办法
节气门控制器作为整个电子节气门的核心部件,其中的控制策略及底层算法将直接决定节气门的控制方式与控制精度[3]。
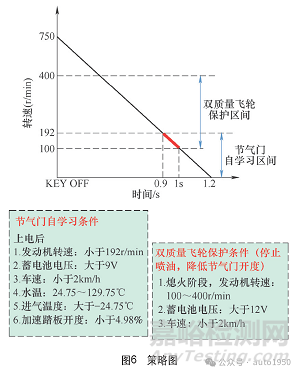
在车辆发动机起动状态下,钥匙打OFF挡熄灭过程中,在转速下降至192~100r/min(约耗时0.9~1s)后立即上电,发动机在未完全停下就直接进入电子节气门自学习策略时(自学习区间:0r/min<转速<192r/min),同时激活了双质量飞轮的保护策略(飞轮保护区间:100r/min<转速<400r/min),导致电子节气门开度不能在限定时间内开到上止点(该上止点为检查上止点,时长约100ms,是初始位置+10°开度),进而导致汽车发动机报P2163故障码(节气门无法达到上截止位故障)。由于P2163故障的发生,导致在下一个驾驶循环中要求进行强制TPS自学习。如果在TPS自学习过程中,一旦出现不满足自学习的条件,例如:车速大于2km/h,则汽车发动机故障灯亮并报出P2176故障码(节气门自学习条件不满足故障),如图6所示。
解决办法:结合双质量飞轮保护策略和电子节气门自学习策略,将原电子节气门自学习转速条件由0r/min<转速<192r/min改为0r/min<转速<64r/min,让两者转速不重叠。
结 语
本文通过对汽车发动机故障灯亮典型故障码进行分析,说明了发动机故障灯亮根本原因并提出了相应的解决办法,为后续的发动机的制造和设计起了一定的建议和参考作用。
来源:汽车工程师
关键词:
汽车发动机
故障灯亮
解决办法