
嘉峪检测网 2025-06-06 16:30
导读: 针对上述含铝、硫元素45圆钢存在的皮下缺陷,研究人员采用金相检验、扫描电镜(SEM)和能谱分析等方法找出了皮下缺陷产生的主要原因,并采取相关的工艺改进措施消除了皮下夹杂缺陷,产品质量得到了明显提高。
45钢是一种优质碳素结构钢,其硬度不高且易于切削加工,调质处理后的零件具有良好的综合力学性能,广泛应用于各种重要的结构零件中,特别是在交变载荷下工作的连杆、螺栓、齿轮及轴类等。45钢的表面硬度较低,不耐磨,因此可用“调质+表面淬火”处理来提高零件的表面硬度。在45钢中加入适量的Al元素和S元素后,其晶粒更细小,切削性能更好,综合使用性能得到了提高,广泛用于汽车结构件的制造,但是加入铝和硫元素后,钢水中容易产生三氧化二铝及硫化钙夹杂,且这2类夹杂物的熔点很高,如果这些夹杂物来不及上浮并残留在材料中,最终将影响材料的使用性能。某含铝、硫元素的热轧45圆钢在超声检测时,发现大量皮下缺陷,造成了大量的材料报废。
该含铝、硫元素45圆钢的主要工艺流程为:90t偏心底出钢电炉→钢包(LF)精炼炉→ 220mm×260mm(长度× 宽度)断面连铸→加热炉加热→轧制→超声检测→精整→检验→打包入库。连铸机弧形半径为10m,连铸拉速为0.95~1.05m/min,结晶器长度为850mm,结晶器搅拌电流强度为200A,浇注方式为浸入式水口保护浇注,连浇炉数为4~6炉。
针对上述含铝、硫元素45圆钢存在的皮下缺陷,研究人员采用金相检验、扫描电镜(SEM)和能谱分析等方法找出了皮下缺陷产生的主要原因,并采取相关的工艺改进措施消除了皮下夹杂缺陷,产品质量得到了明显提高。
01理化检验
1.1 金相检验
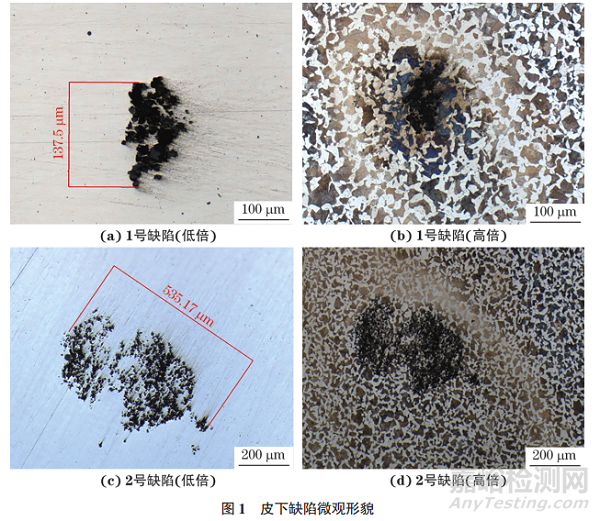
对超声检测不合格圆钢进行在线喷标定位、重新取样、金相检验,结果如图1所示。由图1可知:1号缺陷试样经横向磨制后,缺陷在皮下约7mm处(距离圆钢表面7mm),缺陷内有灰色氧化物,缺陷周围无明显脱碳,缺陷长度约为0.14mm;2号缺陷试样经横向磨制后,缺陷在皮下约7mm处,缺陷内有灰色氧化物,缺陷周围无明显脱碳,缺陷长度约0.53mm。
1.2 扫描电镜分析
将试样置于扫描电镜下观察,结果如图2所示。进一步对缺陷处进行能谱分析,结果如表1,2所示。由表1,2可知:夹杂物为钙铝酸盐、镁铝尖晶石及少量的硫化钙。综合浇注过程塞棒上涨情况可知,炼钢过程中和钢水二次氧化产生的非金属氧化物等夹杂物在水口处富集、结瘤、脱落后,被结晶器内坯壳凝固前沿捕捉,从而使45钢皮下出现夹杂缺陷。
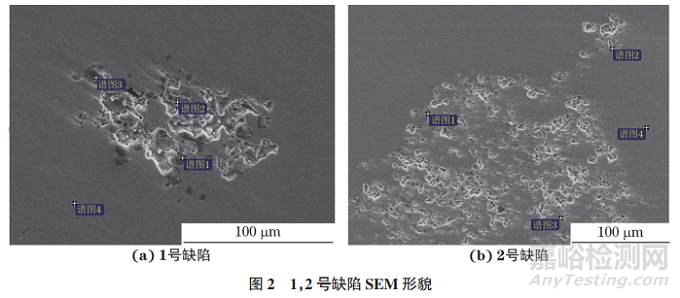
表1 1号缺陷能谱分析结果
|
谱图
|
质量分数 | |||||
| O | Mg | Al | S | Ca | Fe | |
| 谱图1 | 45.35 | 12.63 | 34.99 | 1.11 | 5.92 | — |
| 谱图2 | 60.1 | 4.2 | 12.87 | 10.4 | 12.44 | — |
| 谱图3 | 48.66 | 5.53 | 21.01 | 5.63 | 19.16 | — |
| 谱图4 | — | — | — | — | — | 100 |
表2 2号缺陷能谱分析结果
|
谱图
|
质量分数 | |||
| O | Mg | Al | Fe | |
| 谱图1 | 47.65 | 16.57 | 35.77 | — |
| 谱图2 | 47.26 | 16.82 | 35.93 | — |
| 谱图3 | 44.69 | 17.68 | 37.63 | — |
| 谱图4 | — | — | — | 100 |
连铸过程结晶器内的保护渣、水口结瘤物及其他非二次氧化产物(塞棒、水口等耐材剥落物)由于各种原因被带入钢液,部分被生长的凝固坯壳捕捉,发生卷渣现象,携带有夹杂物的氩气泡未充分上浮而留在皮下,形成皮下夹杂缺陷。
为进一步分析夹杂物的来源,采用自动面扫描电镜对缺陷处簇群状夹杂物进行分析。结果表明:单颗粒球状夹杂物的形貌和成分与皮下夹杂中单颗粒的形貌和成分十分接近,表明中大型簇群状夹杂物由连铸过程中微小夹杂物颗粒聚合而成。
02工艺改进措施及效果
2.1 电炉冶炼
(1)对电炉炉衬及钢包作出要求:电炉新炉衬前3炉钢、新钢包或者返修钢包前3炉钢均不得冶炼该含铝、硫元素的45钢。
(2)改善电炉金属原料结构:加大入炉铁水比,减小废钢占比,将入炉铁水比由原来的50%提高至80%,提高金属材料的C元素含量,从而加剧电炉冶炼过程中的C、O反应,达到去除钢中有害气体和夹杂物的目的,同时有利于终点C元素含量的提高,将终点碳元素的含量控制为0.10%~0.35%,从而防止过氧化出钢,减少钢水中氧元素的含量。
(3)出钢控制:电炉采用偏心底出钢,并实现留钢操作,控制每炉留钢量不少于3t。
(4)渣量及脱氧控制:加大渣量,并实现快速化渣,提高炉渣吸附夹杂的能力,将出钢渣量由原来的石灰350kg+ 合成渣450kg增加至石灰350kg+预熔合成渣650kg。
2.2 LF精炼
LF精炼过程是钢水脱氧,去除钢水中夹杂物,从而提高钢水纯净度的关键工序,因此特采取如下措施。
(1)精炼前期采用大电流供电、大氩气流量吹氩,以便进行快速化渣,用电石与铝粒进行渣面的扩散脱氧,将前期炉渣二元碱度控制为5.0~7.0,如遇炉渣偏稀、碱度不够,可以适当补加石灰。
(2)炉渣黄白后,立即投入铝线300m,前期用铝可以使生成的Al2O3、镁铝尖晶石等有害夹杂有足够多的时间聚集长大,并上浮去除。
(3)LF精炼中期采用硅铁粉进行炉渣的进一步脱氧,以降低炉渣的碱度,将中后期炉渣的二元碱度控制为2.5~4.0,可以提高炉渣的流动性,从而提高炉渣吸附夹杂物的能力。
(4)将硫元素质量分数调整至工艺上限0.040%~0.045%,LF精炼末期通过投入铝线的方式进行铝含量的调整,将出LF前钢水中Al元素质量分数控制为0.040%~0.050%,LF精炼末期铝元素和硫元素的调整都要考虑真空脱气(VD)过程的损失,防止真空脱气结束后再进行Al、S元素的调整。将整个LF 精炼时间控制为55~65min。
2.3 真空脱气处理
(1)改进前该含铝、硫元素45钢的冶炼工艺中无真空处理,在钢水LF精炼处理结束后增加VD处理工序,目的是去除钢水中的夹杂物、有害气体等,从而提高钢水的纯净度。
(2)将极限真空处理时间控制为10~15min,VD后硅钙线投入量由改进前的每炉投入150m,改为连铸首炉150m,连浇炉减半,每炉控制为60~80m,防止大量的钙处理导致生成过多、更高熔点的硫化钙夹杂,该夹杂在水口内壁析出并聚集长大,最终脱落至钢水中,形成大颗粒夹杂物并堵塞水口,影响生产过程的顺利进行。
(3)喂线结束后,迅速加入碳化稻壳,对钢液面进行保护,并对钢水进行静软吹,将软吹时间控制为15~35min。
2.4 连铸过程
连铸浇注过程是防止钢水二次氧化的关键工序,为防止钢水的二次氧化污染需进行以下改进。
(1)连铸浇注前对中包进行烘烤,前期采用小火烘烤,中后期再逐步采用中火、大火烘烤,控制烘烤时间为180~240min,同时确保浸入式水口也得到充分的烘烤。
(2)浇注过程采用保护浇注,大包长水口采用吹氩与密封垫圈双层保护,塞棒采用吹氩,可以预防夹杂物在塞棒附近聚集,浸入式水口采用整体水口。
(3)中包采用碳化稻壳与颗粒状覆盖剂进行双覆盖保护,开浇前用氩气对中包进行吹扫,以便将空气排除干净,防止对钢水造成二次氧化。
(4)适当加大结晶器电磁搅拌电流强度,可以将钢液中的大颗粒夹杂物搅碎,从而防止钢中宏观夹杂物的出现,以及在随后的无损检测过程中出现皮下夹杂。
(5)控制液面波动不超过±3mm,如超过该数值,就进行挑坯,并对挑出的坯料进行报废处理,严禁浇注过程频繁地调节变动拉速。
(6)优化结晶器保护渣的理化性能指标,适当提高保护渣碱度,将碱度由原来的0.65左右提高至0.8,从而增加钢渣间的界面张力。另外,适当提高保护渣的黏度。这些措施均可以有效防止结晶器内出现卷渣,具体指标优化情况如表3所示。
表3 优化前后保护渣的组成及理化性能
| 状态 | 质量分数% | 碱度 |
粘度 (Pa·s) |
|||||||
| SiO₂ | Al₂O₃ | Fe2O3 | CaO | MgO | K₂O+Na₂O | F | C | |||
| 优化前 | 30-34 | 4.5-5.5 | 0.8-1.3 | 20-22 | 3~5 | 9~11 | 3~5 | 16~18 | 0.5-0.6 | 0.6-0.7 |
| 优化后 | 30-35 | 5.5-6.5 | 0.8-1.3 | 24-26 | 4~6 | 7~9 | 3~5 | 13~15 | 0.75~0.85 | 0.6-0.7 |
2.5 改进效果
通过电炉、精炼、VD、连铸过程等一系列工艺参数的优化与调整,生产的含铝、硫元素的45钢质量得到了提高,从近半年的统计数据来看:连浇炉数从原来的4~6炉提高至目前的8炉左右,皮下缺陷出现率由改进前的10%降至0,且非金属夹杂物级别进一步降低,改进前后非金属夹杂物级别如表4所示。
表4 改进前后非金属夹杂物级别
| 状态 | A(细) | A(粗) | B(细) | B(粗) | C(细) | C(粗) | D(细) | D(粗) | DS |
| 改进前 | 2~3.0 | 1~1.5 | 0.5~1.0 | 0~1.0 | 0 | 0 | 0.5~1.5 | 0.5~1.0 | 0.5~1.5 |
| 改进后 | 1.5~2.5 | 0.5~1.0 | 0~0.5 | 0~0.5 | 0 | 0 | 0~1.0 | 0~0.5 | 0~1.0 |
03结论
(1)皮下缺陷是冶金缺陷,由夹杂物造成,主要为钢中的钙铝酸盐及镁铝尖晶石类等。
(2)中大型簇群状夹杂与基体中分散的细小夹杂组成基本一致,说明钢水中存在大量的钙铝酸盐及镁铝尖晶石类夹杂,这些夹杂在水口处吸附并聚集长大,最后掉落至结晶器内,被凝固坯壳捕捉,形成铸坯的皮下夹杂缺陷。
(3)增加VD真空处理工艺,同时对电炉、精炼过程加强控制,可以有效提高钢水的纯净度。连铸过程做好中包、水口烘烤,加强保护浇注,对塞棒吹氩,对保护渣进行优化等措施可以防止钢水发生二次氧化;防止夹杂物在塞棒、水口处聚集长大并脱落至钢水中;也可以防止钢水在结晶器液面发生卷渣。
(4)工艺措施改进后,材料非金属夹杂物级别降低,钢水纯净度得到了提高,皮下夹杂缺陷得到了有效控制。这些工艺措施同样可以在类似钢种中进行推广应用。

来源:理化检验物理分册
关键词: 45钢