
嘉峪检测网 2025-06-18 22:05
导读:本文详细介绍了固态电池与传统液态电池的工艺差异,详见下文。
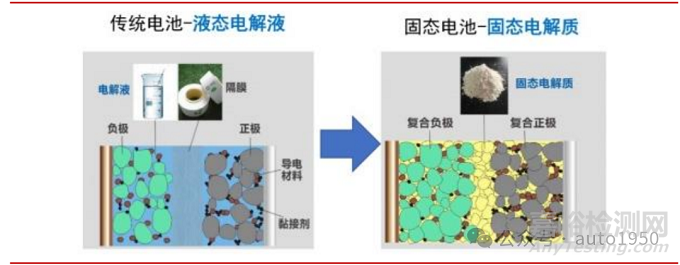
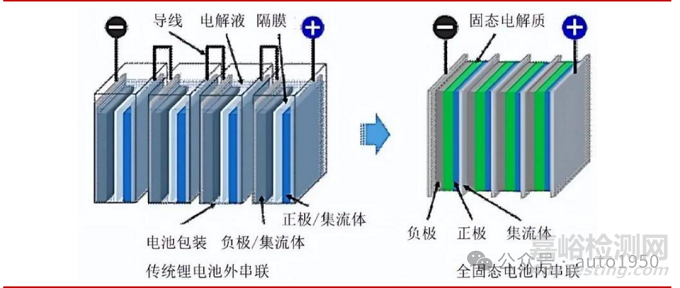
固态电池采用固态电解质取代传统液态电池的电解液和隔膜。传统液态锂电池由正极、负极、电解液和隔膜四大关键要素组成。固态电池采用固态电解质取代传统液态电池中的电解液和隔膜。
由于全固态电池采用全新的材料体系和电池结构,现有的传统锂电池制造工艺和设备无法实现其产业化生产与制造,需要进行相应的创新和改进。目前全固态电池尚未量产,因此,生产工艺并未定型,并且不同类型的固态电池生产工艺和制造过程会有所不同,具体取决于电池的设计和应用。但可以确定的是,全固态电池生产工艺与现有的传统液态电池生产工艺存在较大差异。主要体现在如下方面:
1、前段极片制作环节
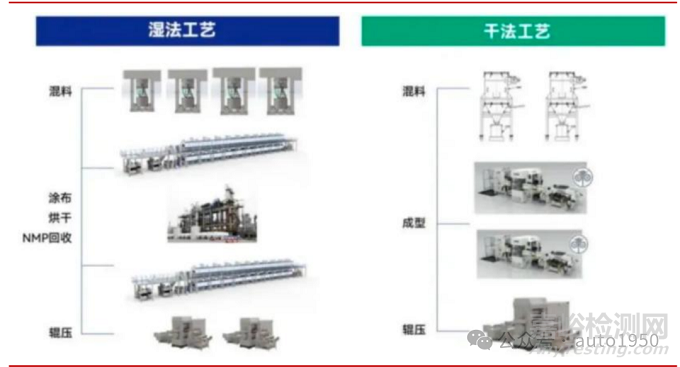
传统锂电池:采用湿法合浆和涂布技术,将活性材料、导电剂和黏结剂混合成浆料后涂布在集流体上,随后进行干燥和辊压。
固态电池:引入干法电极技术,省去溶剂使用,直接通过干法合浆和涂布工艺制备极片。此外,还需额外进行电解质膜的涂布与辊压,以形成固态电解质层。
2、中段电芯装配环节
传统锂电池:采用卷绕或叠片工艺,将正负极片和隔膜卷绕成电芯,随后注入电解液并进行封装。
固态电池:采用叠片工艺,结合极片胶框印刷和等静压技术,确保固态电解质与电极之间的紧密接触。由于全固态电池无需电解液,省去了注液工序。
3、后段化成封装环节
传统锂电池:封装后通过低压化成激活电池。
固态电池:由于固态电解质的高离子电导率需求,化成过程趋向高压化,以优化电池性能。
综合来看,全固态电池相对传统液态锂电池的核心生产工序主要区别在于:前段固态电解质和极片制作环节,全固态电池更适配干法电极技术,增加了干法混合、干法涂布实现固态电解质膜制备;中段电芯装配环节,固态电池采用“叠片+极片胶框印刷+等静压技术”取代传统的卷绕工艺,并删减了注液工序;后段化成封装环节,从化成分容转向高压化成分容。
固态电池工艺
1、干法电极技术更适配固态电池
干法电极技术最大的优势在于能够提高电极的压实密度,从而提高电池能量密度。干法电极工艺是一种新型的电极制造工艺,最大的优势在于能够提高电极的压实密度。目前锂电池主要采用传统的湿法电极制造工艺。湿法电极制造过程中,需要使用溶剂将活性材料、导电剂和黏结剂混合后涂布在集流体上,然后再进行干燥、NMP 溶剂回收和辊压。而干法电极技术则直接将电极材料混合成干粉,通过机械压到集流体上形成电极片。这种方法可以提高电极的压实密度。对于固态电池而言,更高的压实密度意味着在相同体积下可以容纳更多的正负极材料,从而提高电池的能量密度。
干法电极技术更适配固态电池等高能量密度电池。干法电极技术的理念与固态电池类似,在全固态电池中,硫化物电解质对有机溶剂较敏感,同时金属锂容易与溶剂反应导致膨胀,传统的 PVDF-NMP 体系黏结强度有限,而干法电极中由 PTFE(聚四氟乙烯)原纤维化构成的二维网络结构,可以抑制活性物质颗粒的体积膨胀,防止其从集流体表面脱落。
此外,采用干法电极工艺,固态电池的极片制造过程可以实现完全干燥,消除湿法工艺烘干后溶剂分子的残留问题。因此,干法电极技术更适用于固态电池生产中。
干法电极技术工艺简化提升效率,具有成本优势,有利于推动固态电池商业化。干法电极工艺可以简化生产工艺,降低成本,提高生产效率。干法极片制造无需 NMP 溶剂,在极片制作环节可减少烘干及溶剂回收环节,将电极制造过程一体化,将湿法工艺所需的混合、制浆、涂布、干燥、辊压等过程一体化,工艺流程更简单,设备占地面积更小。根据纳科诺尔预计,干法电极量产后可降低电池成本 10%以上。并且流程简化后的干法电极技术适配电池极片的大规模生产。因此,干法电极技术被认为是推动固态电池商业化的重要技术之一。
目前干法电极技术的关键难点:根据纳科诺尔介绍,目前干法电极技术的关键难点在于混合电极材料粉末的均匀性以及成膜的一致性。在设备领域,干法工艺对辊压的精度、均匀度以及压实密度的要求会更高。
2、中段电芯装配环节:采用“叠片+极片胶框印刷+等静压技术”
①叠片机:固态电池不适用卷绕设备,需要使用叠片机,且精度要求更高。
无论固态电池还是液态电池都需要用到叠片机,但由于固态电池的固态电解质具有脆性特性,且对设备的精度和稳定性要求更高,使得其需要进行更多的叠片工艺,因此,固态电池制造所需要的叠片机需求也会增加。
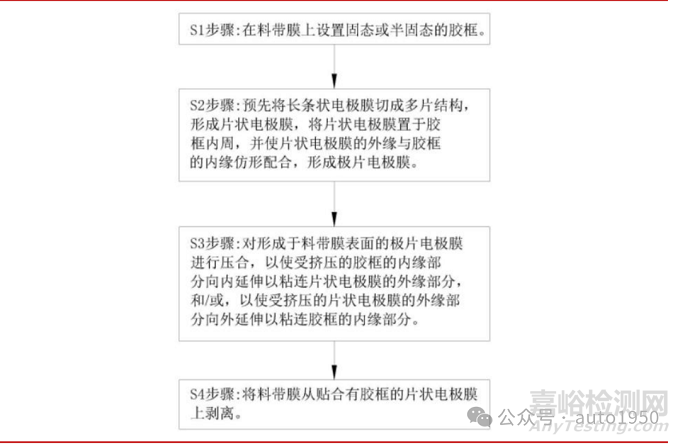
②固态电池极片胶框覆合技术:提升固态电池极片贴合度,避免内短路问题。
现有的固态电池生产工艺仍不成熟,存在一些不足之处,当极片料卷在完成裁断工序后与其他极片进行复合、以制备固态电池电芯时,难以确保相邻的极片之间具有高的贴合度,从而导致固态电池电芯的质量下降。根据利元亨公开的专利技术,其提出了一种固态电池极片胶框覆合方法、装置及叠片设备,能够提升固态电池电芯中的相邻极片之间的贴合度,保证固态电池电芯的质量佳。
③等静压机为核心增量设备之一:等静压技术用于改善固态电池固固界面接触问题。
生产固态电池一般是将正极、固态电解质、负极堆叠在一起组装。考虑到固态电解质要与电极形成良好的固固界面接触、在循环过程中会发生接触损耗以及要抑制锂枝晶形成等,堆叠时需要新增加压设备,施加超过 100MPa 压力使各材料致密堆积。传统热压、辊压方案提供压力有限且施加压力不均匀,难以保证致密堆积的一致性要求,进而影响固态电池的性能。
等静压技术基于帕斯卡原理,金属、陶瓷、复合材料和聚合物等材料都能实现致密化,消除孔隙。对于固态电池而言,等静压技术可以有效消除电芯内部的空隙,确保电解质材料达到理想的致密化程度,提升电芯内组件界面之间的接触效果,从而显著提升离子电导率 30%以上,降低电池内部电阻率 20%以上,循环寿命提升 40%,大幅改善电池性能。而等静压成型需要用到的设备为等静压机。
目前等静压技术在固态电池制造领域面临的挑战:等静压技术本身是一项成熟的技术,在陶瓷、粉末冶金等领域已有广泛应用。然而,在固态电池领域的应用仍处于探索和发展阶段,技术成熟度相对较低。目前等静压技术在固态电池领域的推广仍然面临着如何选取合适的压制温度和压力组合,以及如何控制压实质地,如何提高生产效率与良率等挑战。
3、后段化成封装环节:新增高压化成设备
常规的锂电池化成压力要求为 3-10 吨,而固态电池化成的压力要求提高至 60-80 吨。固态电池需要高压化成的核心原因在于其独特的固-固界面特性和离子传导机制,这与传统液态电池的化成过程存在本质差异。
① 解决固固界面接触问题:固态电解质与电极之间是刚性接触,存在微观空隙和接触不良,必须通过高压(通常 60-100MPa)压制才能消除界面空隙,增大有效接触面积;促进固态电解质与电极的物理/化学结合。
②激活离子传导通道:固态电解质离子电导率低,需要高压化成实现强制锂离子穿透固固界面屏障,在界面处形成离子导通网络,以及降低界面阻抗。

来源:Internet