
嘉峪检测网 2025-06-23 16:52
导读:研究人员依据冲击线的产生原理,提出了一种模拟冲击线产生的方法,进而研究不同程度冲击线对涂装外观质量的影响。
汽车外观质量直接影响汽车品牌的影响力,各大车企对汽车外观质量的把控十分严格,一般来说需要控制3个指标:漆面的长波数量、短波数量及鲜映性。汽车外观质量主要受油漆、涂装工艺,以及钢板表面轮廓等因素的影响。冉浩等研究了双组分清漆对涂装外观质量的影响,得出双组分清漆涂膜的颜色丰满,流平性和鲜映性好,涂膜柔韧性和硬度适中,且在目视效果、保色保光性方面表现尤为突出。高伟峰等研究了2C1B工艺条件下的涂装质量,发现在油漆性能提升的条件下,采用2C1B 涂装工艺得到的汽车外观质量与采用3C2B 涂装工艺得到的汽车外观质量相当,实现了降本、节能、减排的目标。许瑆琥等研究了喷涂工艺及涂料对最终漆膜目视外观质量的影响,对喷涂工艺及涂料质量进行改进,可以达到改善涂装外观质量的目的。赵艳亮等研究表明,电泳漆膜对粗糙度的衰减效果明显优于对波纹度的衰减效果。钢板表面粗糙度为1.0~1.3μm时,粗糙度轮廓系数的增大对电泳过程粗糙度的衰减效果有正面作用,但粗糙度轮廓系数的变化对电泳过程波纹度的衰减无显著影响。因此,需要将钢板表面粗糙度及波纹度控制在合理范围内,才能获得良好的涂装外观质量。
在光线的照射下,涂漆后零件上任何微小的变形、划痕等缺陷都会特别明显,而冲压过程中易出现滑移线、冲击线等缺陷,其中冲击线是直接留在可视区域的,一般需要用调整模具的方法进行解决。但是目前大多数研究集中在如何避免冲击线的产生,少有冲击线对涂装外观质量影响程度的研究。研究人员依据冲击线的产生原理,提出了一种模拟冲击线产生的方法,进而研究不同程度冲击线对涂装外观质量的影响。
1 试验材料及方法
1.1 试验材料
试验材料为工业化生产的DC06钢板、180BD+ Z镀锌外板,材料尺寸为200mm×30mm×0.65mm(长度×宽度×厚度),每平方米的镀层质量均为100g。电泳在某汽车厂随线完成,电泳液固体质量分数为8%~15%,烘烤温度为(200±20)℃。DC06钢板的表面粗糙度为1.121µm,粗糙度轮廓系数为80.1cm-1,波纹度为0.33µm。180BD+Z钢板的表面粗糙度为1.197µm,粗糙度轮廓系数为105.4cm-1,波纹度为0.33µm。高光胶带为聚对苯二甲酸类塑料测试胶带,其规格为50m×30mm× 0.053mm(长度×宽度×厚度)。采用冲样-V 弯一体机制备不同折弯半径试样,折弯半径分别为2,4,6,8mm。制备过程为先进行V弯,再使用冲样-V弯一体机将试样压平。制备变形量分别为2%,4%,6%,8%的试样。
1.2 试验方法
依据GB/T 2523—2008《冷轧金属薄板(带)表面粗糙度和峰值数测量方法》,采用粗糙度测试仪测试试样的粗糙度和粗糙度轮廓系数,测量步长为2.5mm;依据PV 1054 Steel Flat Stock for Body Skin Testing of Waviness测试试样的波纹度,测量步长为30mm。冲击线表面形状测量长度为20~30mm,使用粗糙度测试仪自带功能滤去表面粗糙度和波纹度,获得冲击线的表面轮廓,从而进行冲击线深度测量。使用橘皮仪检测涂装外观的质量,测量长度为10cm。
2 试验结果
2.1 冲击线模拟方法
零件成形初期,板料在凹模入模角或凹模上最先接触的棱线处会产生硬化,形成冲击线,伴随着成形过程的继续进行,板料流动,冲击线会逐渐往成形零件的中心移动,此时会在冲击线以外的区域产生材料流动痕迹。如工艺补充设置不当,冲击线和材料流动痕迹就会流入零件表面,形成缺陷,冲击线产生过程如图1所示。因此,将凹模圆角区域的变形分解为先弯曲后拉伸的叠加变形,建立了先弯曲后拉伸的一种模拟冲击线产生的方法。该模拟方法中,折弯工序模拟了在冲压过程中板料棱线处产生的硬化,压平工序模拟了冲击线的形成,拉伸工序模拟了冲击线的移动变形(见图2)。
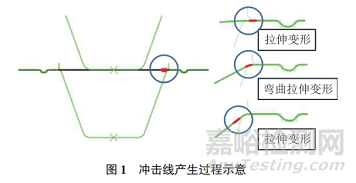
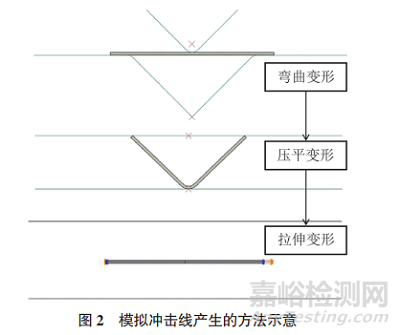
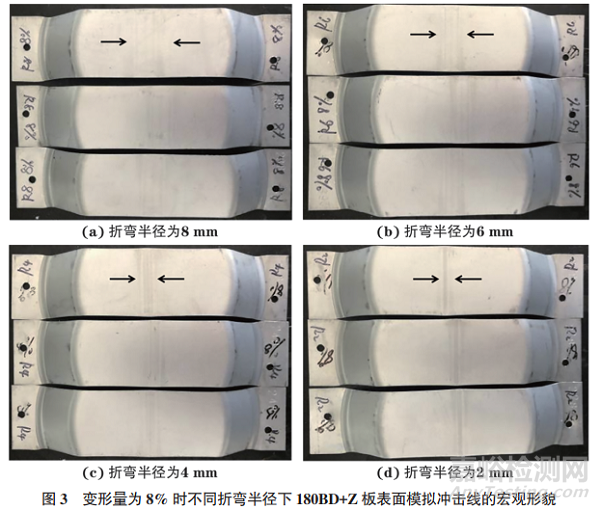
图3为变形量为8%时不同折弯半径下180BD+Z板表面模拟冲击线的宏观形貌。由图3可知:当变形量为8%,折弯半径分别为2,4,6,8mm 时,冲击线宽度分别为7.5,11.5,15.0,18.5mm。在同一变形量条件下,随着折弯半径的增大,冲击线宽度呈明显增大的趋势。
2.2 表面冲击线轮廓测试
不同折弯半径及变形量下DC06钢板表面冲击线轮廓测试结果如图4所示。由图4可知:随着变形量的增大,冲击线深度明显减小,但是在同一折弯半径条件下,冲击线的宽度没有随着变形量的增大而产生明显变化;折弯半径分别为2,4,6,8mm时,冲击线的宽度依次为6.5,10.0,14.5,19.0mm,说明折弯半径决定了冲击线的宽度,变形量决定了冲击线的深度。
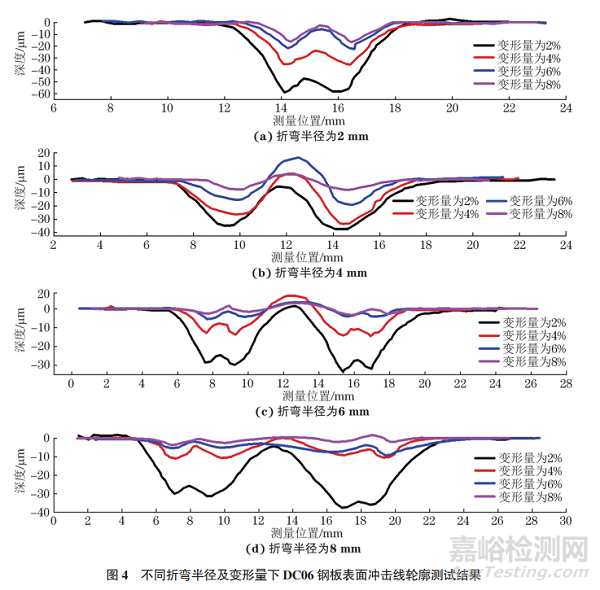
不同条件下获得的冲击线轮廓形貌存在较大区别。折弯半径为2mm时,冲击线底部较为尖锐;折弯半径为4mm时,冲击线底部较为圆滑;折弯半径为6mm时,冲击线底部较为尖锐,且分叉为两个尖点;折弯半径为8mm时,冲击线底部较为尖锐,且分叉为两个尖点。冲击线轮廓形貌产生差异的原因是折弯半径不同引起冲击线宽度不同,从而导致冲击线在压平后表现为不同的微观轮廓。
不同折弯半径及变形量下DC06钢板表面冲击线深度、表面粗糙度、粗糙度轮廓系数及波纹度变化如图5所示。由图5可知:当折弯半径为2mm时,变形量从2% 增大到8%,冲击线深度从59.17µm减小至16.22µm,减幅约为72.6%,表面粗糙度从2.178µm减小至1.837µm,减幅约为15.6%,波纹度从2.513µm减小至1.403µm,减幅约为44.2%,粗糙度轮廓系数从39.7cm-1增大至57.5cm−1,增幅约为44.8%;折弯半径为4mm时,变形量从2%增大到8%,冲击线深度从34.93µm减小至7.51µm,减幅约为78.5%,表面粗糙度从1.742µm减小至1.268µm,减幅约为27.2%,波纹度从2.233µm减小至1.282µm,减幅约为42.6%,粗糙度轮廓系数从43.2cm−1增大至71.4cm−1,增幅约为65.2%;折弯半径为6mm时,变形量从2%增大到8%,冲击线深度从33.57µm 减小至2.32µm,减幅约为93.1%,表面粗糙度从1.423µm减小至1.249µm,减幅约为12.2%,波纹度从1.606µm减小至0.682µm,减幅约为57.5%,粗糙度轮廓系数从60.4cm−1增大至73.3cm−1,增幅约为17.6%;折弯半径为8mm时,变形量从2%增大到8%,冲击线深度从32.65µm 减小至1.85µm,减幅约为94.3%,表面粗糙度从1.242µm减小至1.220µm,减幅约为1.8%,但不同变形量条件下波动较小,均为1.2~1.3µm,接近原始粗糙度1.136µm,波纹度从1.417µm减小至0.573µm,减幅约为59.5%,粗糙度轮廓系数从67.4cm−1增大至77.6cm−1,增幅约为15.1%。
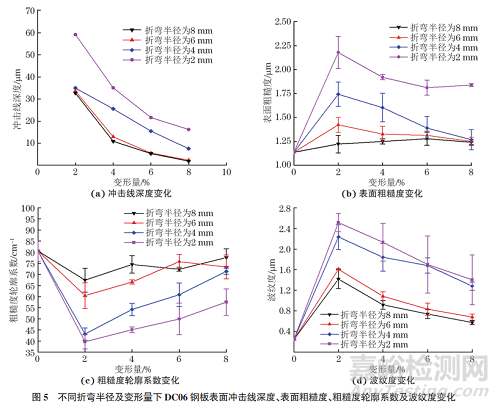
由整体趋势可知:折弯半径越小,冲击线深度越深,随着变形量增大,冲击线深度逐渐减小;折弯半径越小,表面粗糙度、粗糙度轮廓系数和波纹度变化越大,随着变形量增大,表面粗糙度和波纹度逐渐减小,粗糙度轮廓系数逐渐增大。换言之,折弯半径越大,变形量越大,冲击线表面轮廓越接近原始材料的表面轮廓状态。
不同折弯半径及变形量下180BD+Z板表面冲击线轮廓测试结果如图6所示。由图6可知:随着变形量增大,冲击线深度明显减小,但是同一折弯半径条件下,冲击线的宽度没有随着变形量的增大而发生明显变化;折弯半径分别为2,4,6,8mm 时,冲击线的宽度分别为8.0,12.0,14.0,18.5mm,也说明折弯半径决定了冲击线的宽度,变形量决定了冲击线的深度。
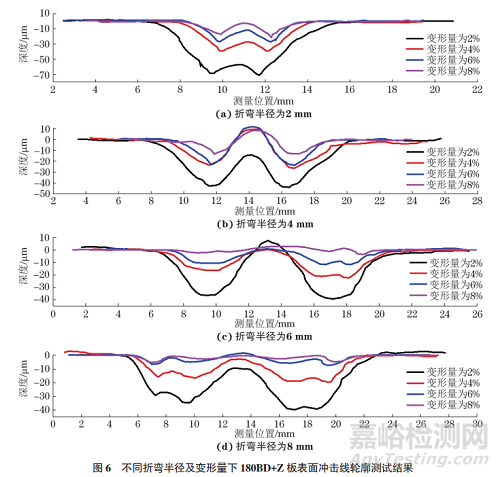
180BD+Z镀锌板在不同条件下获得的冲击线轮廓形貌存在较大区别。折弯半径为2mm时,冲击线底部相对尖锐;折弯半径分别为4,6mm时,冲击线底部较为圆滑;折弯半径为8mm时,冲击线底部较为尖锐,且分叉为两个尖点。与DC06钢板类似,180BD+Z镀锌板冲击线轮廓形貌产生差异的主要原因是折弯半径不同引起冲击线宽度不同,从而导致冲击线在压平后表现为不同的微观轮廓。
不同折弯半径及变形量下180BD+Z板表面冲击线深度、表面粗糙度、粗糙度轮廓系数及波纹度变化如图7所示。由图7可知:当折弯半径为2mm时,变形量从2% 增大到8%,冲击线深度从69.93µm减小至19.35µm,减幅约为72.3%,表面粗糙度从2.168µm减小至1.624µm,减幅约为25.1%,波纹度从2.403µm 减小至1.712µm,减幅约为28.8%,粗糙度轮廓系数从56.8cm−1增大至69.2cm−1,增幅约为21.8%;当折弯半径为4mm时,变形量从2%增大到8%,冲击线深度从43.17µm减小至14.98µm,减幅约为65.3%,表面粗糙度从1.493µm减小至1.305µm,减幅约为12.6%,波纹度从2.113µm减小至1.337µm,减幅约为36.8%,粗糙度轮廓系数从62.3cm−1增大至79.4cm−1,增幅约为4%;当折弯半径为6mm时,变形量从2%增大到8%,冲击线深度从37.89µm减小至2.69µm,减幅约为92.9%,表面粗糙度从1.445µm减小至1.116µm,减幅约为22.8%,波纹度从1.802µm减小至0.577µm,减幅约为67.9%,粗糙度轮廓系数从63.2cm−1增大至96.1cm−1,增幅约为52.0%;折弯半径为8mm时,变形量从2%增大到8%,冲击线深度从37.1µm 减小至2.39µm,减幅约为92.9%,表面粗糙度从1.309µm减小至1.139µm,减幅约为12.9%,但不同变形量条件下波动较小,均为1.1~1.3µm,接近原始粗糙度1.181µm,波纹度从1.463µm减小至0.613µm,减幅约为58.1%,粗糙度轮廓系数从88.6cm−1增大至98.2cm−1,增幅约为10.8%。
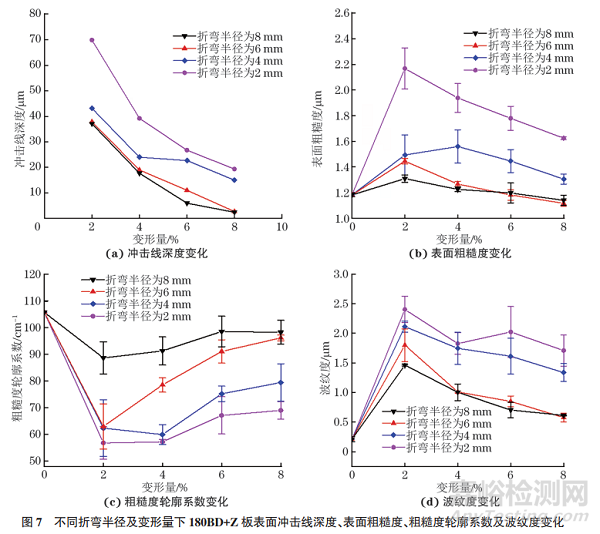
180BD+Z镀锌板与DC06钢板材料的表面轮廓变化趋势一致,折弯半径越小,冲击线深度越深,随着变形量增大,冲击线深度逐渐减小;折弯半径越小,表面粗糙度、粗糙度轮廓系数和波纹度变化越大,随着变形量增大,表面粗糙度、波纹度逐渐减小,粗糙度轮廓系数逐渐增大。换言之,折弯半径越大,变形量越大,冲击线表面轮廓越接近原始材料表面轮廓状态。
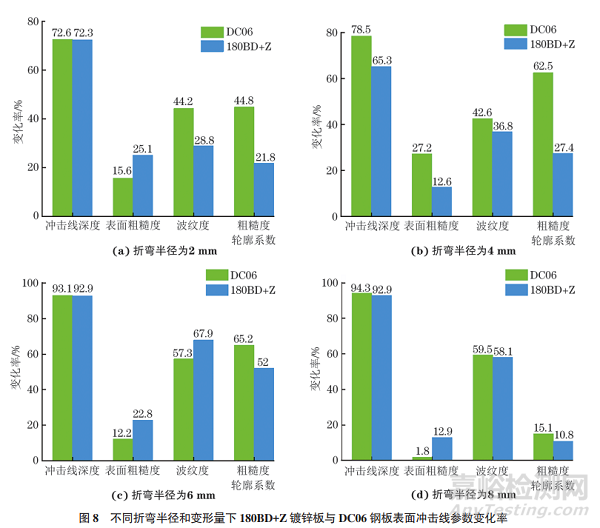
不同折弯半径和变形量下,180BD+Z镀锌板与DC06钢板表面冲击线参数变化率如图8所示。由图8可知:在折弯半径为4mm条件下,180BD+Z镀锌板与DC06 钢板冲击线深度变化率差值为13.2%,在折弯半径为2,6,8mm条件下,两种材料冲击线深度变化率差值均小于2%;表面粗糙度、粗糙度轮廓系数、波纹度的变化率没有明显统一的规律,说明表面粗糙度、粗糙度轮廓系数、波纹度的变化与材料种类有关。另外,随着折弯半径及变形量的增大,180BD+Z镀锌板与DC06钢板的粗糙度与原板粗糙度相差较小,基本可认为恢复至原始状态粗糙度。
2.3 涂装外观质量分析
采用电泳+高光胶方法模拟涂漆之后涂装外观的长波数量变化。由于DC06钢板和180BD+Z镀锌板表面冲击线的深度明显大于其粗糙度、波纹度,因此冲击线深度是影响涂装外观的最主要因素。同时,考虑到随着变形量及折弯半径的增大,两种材料表面冲击线的深度、粗糙度、波纹度及粗糙度轮廓系数的变化趋势一致,因此将两种材料长波数量变化数据进行汇总。
涂装外观长波数量变化如图9所示。由图9可知:对不含冲击线的材料表面进行全涂层喷漆,在最大变形量为8%条件下,长波的数量小于20;对不含冲击线的材料表面采用电泳+ 高光胶带处理,在最大变形量为8%条件下,长波的数量小于50,且不同变形量下的长波变化趋势与全涂层喷漆长波变化趋势一致,因此可以判定当电泳+高光胶带表面的长波数量小于50时,即可认定全涂层喷漆表面的长波数量小于20。
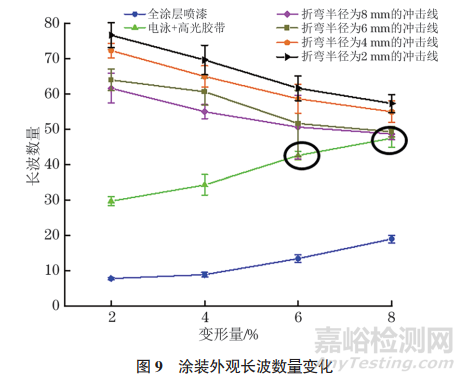
基于此,对不同折弯半径和变形量的含冲击线材料表面进行电泳处理后,黏贴高光胶带,进行长波数量分析。通过对比发现,当折弯半径小于6mm时,随着变形量增大,长波的数量呈减少趋势,但也明显大于50,因此可以判定当折弯半径小于6mm时,油漆涂层对冲击线的遮盖效果差,难以达到正常材料表面的外观质量;当折弯半径不小于6mm时,随着变形量增大,长波的数量同样呈现减少趋势,当变形量小于6%时,长波的数量明显大于50,当变形量大于6%时,长波的数量能够达到50附近甚至以下。说明当折弯半径大于6mm,变形量大于6%时,通过涂装可以遮盖住冲击线缺陷。
3 结论
(1)采用V弯→压平→变形的方法模拟出不同程度的冲击线缺陷,通过对板材表面冲击线深度、粗糙度、粗糙度轮廓系数、波纹度的变化进行分析可知,在折弯半径小于6mm的条件下,冲击线深度、表面粗糙度、粗糙度轮廓系数、波纹度均相对较大;在折弯半径大于6mm,变形量大于6%的条件下,冲击线深度小于3µm,表面粗糙度、粗糙度轮廓系数、波纹度接近原板数值。
(2)冲击线对涂装外观质量存在明显负面影响,在冲击线缺陷难以消除时,可以采用增大折弯半径和增大局部变形量的方式,减小冲击线对外观质量的影响。

来源:理化检验物理分册