
嘉峪检测网 2025-06-26 14:00
导读:为了提高整车气味品质,参照某车企最新的整车开发流程,从预选供应商、关重件、生产开发过程、抽检4个方面优化整车气味正向开发流程并制定了气味管控流程。以某隐藏B柱纯电车型为例,将其气味管控流程与气味开发流程相融合,可共同推进整车气味品质提升,最终该车型整车气味在试生产阶段即达到了整车开发初期设定的目标要求。该气味管控流程为后续车型整车气味开
摘要:为了提高整车气味品质,参照某车企最新的整车开发流程,从预选供应商、关重件、生产开发过程、抽检4个方面优化整车气味正向开发流程并制定了气味管控流程。以某隐藏B柱纯电车型为例,将其气味管控流程与气味开发流程相融合,可共同推进整车气味品质提升,最终该车型整车气味在试生产阶段即达到了整车开发初期设定的目标要求。该气味管控流程为后续车型整车气味开发节省了时间成本,为整车气味品质提升带来了收益,相关过程和经验具有重要的参考意义。
关键词:气味;关重件;气味开发管控
0 引言
随着社会与经济的不断发展,中国已拥有世界第一大汽车产销市场。汽车技术的不断发展以及社会现代化程度的不断提高使人们对汽车的依赖程度越来越高,除了家庭和工作场所,汽车已成为很多人主要滞留的场所之一。因此,人们在逐步加深环保意识和自我保护意识的同时,也更加关注与身体健康有直接关系的车内空气质量。整车气味为用户最直接且最易主观感受到的,是体现整车制造品质的重要评判标准之一,也是消费者极易投诉与抱怨的痛点,一定程度上决定了汽车品牌影响力。
为了更好地推动绿色发展战略举措,车企着力推进绿色低碳产业发展,全力推动新能源品牌应用新技术、新工艺、新设备、新材料对现有设施、工艺条件及生产服务等进行改造提升,引导整车及零部件以高端化、绿色化等为主攻方向实施改造活动。
为满足新形势下消费者对车内环境的新需求,助力新能源汽车绿色化高质量发展,加强国家标准GB/T 27630—2011《乘用车内空气质量评价指南》的相关限值要求[1],车企对于车内空气质量非常重视,因此采用更高的健康评价标准对车内空气质量进行把控,提升品牌综合竞争力。
1 整车气味开发及管控流程
1.1 开发及管控流程
根据某车企开发流程(以下简称“ZPDS”),结合前期的正向开发过程及经验,制定了车内气味开发及管控流程,如图1所示。具体地,在预研阶段和概念设计阶段,结合市场定位及竞品车型情况,初步制定整车气味开发目标并将目标分解;在概念设计阶段确定整车气味目标,结合以往开发经验,以零部件为单位进行目标分解和可行性分析;在产品设计验证阶段,根据物料清单(bill of materials,BOM)对影响车内空气质量的零部件进行拆解与气味测试;在生产准备阶段进行整车气味摸底验证、整改验证和一致性验证,同时开展原材料、零部件的抽检,对气味不合格的原材料、零部件进行整改追踪与复查追踪,最终锁定合格方案。
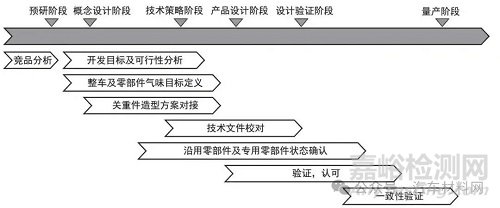
图1 车内气味开发及管控流程
1.2 整改及提升
根据类型将内饰零部件分为软内饰零部件和硬内饰零部件,对设计所应用的原材料、工艺、胶品进行评估。根据对整车空气质量的影响程度将零部件进行重要等级分类,同时结合以往经验对零部件供应商进行风险等级分类[2-3]。对关重件及风控供应商进行重点监管,从气味验证、现场审核、抽查验证3个层面来确定关重件的整改与提升效果。
1.3 验证
1.3.1 验证标准
采用主观评价方法,由至少7名专业的气味评价员根据10级制气味等级对原材料、关重件、整车气味进行等级评价,同时结合72种气味类型给予主观描述。气味等级描述与气味类型描述(部分)见表1和表2。
表1 气味等级描述
| 等级 | 描述 |
|---|---|
| 1 | 无法忍受 |
| 2 | 非常厌恶 |
| 3 | 厌恶 |
| 4 | 反感 |
| 5 | 有点不能忍受 |
| 6 | 可以忍受 |
| 7 | 不反感 |
| 8 | 能感受到气味,但不明显 |
| 9 | 几乎感觉不到气味 |
| 10 | 无气味 |
表2 气味类型描述(部分)
| 类别 | 示例气味 |
|---|---|
| 动物类 | 粪臭味 |
| 食品/食物类 | 甜味 |
| 化学品类 | 胶水味 |
| 产品类 | 真皮味 |
| 其他类 | 肥皂味 |
1.3.2 非金属零部件材料气味验证
依据企标将非金属零部件材料按照两类进行取样,一类为原材料,另一类为从总成上裁剪下来的材料。将取样后的样品分别以湿法和干法开展气味验证。同时,还需要考虑阳光对于材料气味的影响。
1.3.3 非金属零部件总成气味验证
依据企标采用袋式法对非金属零部件总成进行气味验证。按照零部件大小、取样规格、取样说明选择测试用气味袋尺寸,然后将被测试零部件置于气味袋内开展常温、高温下的气味验证,并对气味类型进行描述。
1.3.4 整车气味验证
根据企标中的车内气味评价方法要求,参照HJ/T 400—2007《车内挥发性有机物和醛酮类物质采样测定方法》中附录A的条件对整车气味进行评价。要求被测试车辆为新下线(14±3)天以内且未经销售者或使用者擅自改变内饰的车辆。同时,被测试车辆不能临时安放影响检测结果的吸附或净化装置(不含开发设计所必需的)。在预平衡24 h后,按照静置时间和封闭时间处理后开展整车气味验证。
2 隐藏B柱纯电车型整车气味开发及管控
根据ZPDS的整车气味开发流程、管控思路和验证方法,对某隐藏B柱纯电车型的整车气味进行开发及管控。
2.1 整车气味目标定义
从车型市场定位、车型配置、竞品分析、核心竞品客观测试、IQS(initial quality survey)等多方面剖析、定义整车气味目标。
2.2 整车气味目标分解
根据该车型的配置及竞品情况进行分析,结合该车型的设计特征、BOM建立不同层级关系指标的污染物散发初版清单。
2.3 关重件管控清单
参与该车型的软内饰、硬内饰零部件设计系统选型交流,根据预选供应商反馈的零部件信息进行气味目标可行性与达成评判,评估零部件气味目标达成的风险及其对整车气味目标达成的影响,并结合以往车型开发经验,借用、沿用零部件核查结果,建立原材料供应商、风控供应商、关重件管控清单。其中,关重件管控清单(部分)见表3。
表3 关重件管控清单(部分)
| 序号 | 关重件名称 | 供应商 |
|---|---|---|
| 1 | 座椅 | A |
| 2 | 仪表板 | B |
| 3 | 副仪表板 | C |
| 4 | 车门内饰板 | D |
| 5 | 备胎盖板 | E |
| 6 | 顶棚 | F |
| 7 | 地毯 | G |
| 8 | 侧围饰板 | H |
| 9 | 空调 | - |
2.4 问题导入与能力核查
依据搭建的关重件管控清单,将须规避和不允许复现的问题与已定点的供应商和设计人员进行交流与输入。同时,从来料、仓储、生产、人员等多个方面开展对供应商气味管控能力的甄别和审核工作,以提前识别潜在风险,并便于将车企的具体执行要求及时告知供应商,督促其整改与完善,建立问题信息台账,并跟踪关闭情况。
2.5 零部件气味验证
供应商根据标准要求和相关技术参数在指定的第三方开展气味验证。根据供应商整改后反馈的情况及气味验证结果评判供应商的内饰零部件工艺、材料是否满足车企要求,对满足车企要求的零部件相关工序进行固化。
2.6 零部件气味一致性抽检
联动供应商质量工程师(supplier quality engineer,SQE)、拉动整车基地生产技术,开展不同阶段的零部件气味一致性抽检。针对抽检不合格零部件的供应商提出整改要求与原因说明。其中,针对问题较大的供应商还需开展现场复审。不同阶段零部件气味一致性抽检结果见表4,不同供应商的零部件气味一致性抽检结果如图2所示。
表4 不同阶段零部件气味一致性抽检结果
| 阶段 | 实测数/个 | 合格数/个 | 不合格数/个 | 合格率/% |
|---|---|---|---|---|
| 阶段一 | 14 | 6 | 8 | 42.9 |
| 阶段二 | 22 | 13 | 9 | 59.1 |
| 阶段三 | 8 | 6 | 2 | 75.0 |
| 阶段四 | 47 | 39 | 8 | 83.0 |
| 阶段五 | 15 | 13 | 2 | 86.7 |
| 阶段六 | 21 | 20 | 1 | 95.2 |
| 阶段七 | 25 | 25 | - | 100.0 |
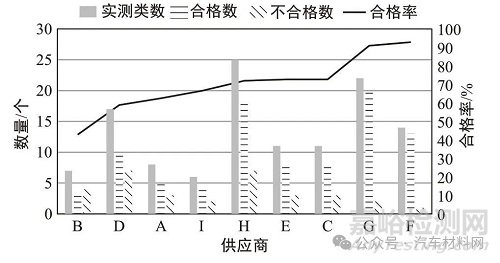
图2 不同供应商零部件气味一致性抽检合格率
2.7 不合格气味零部件分类
根据前期开发规划的管控流程以及内饰零部件对整车气味的贡献度,制定梯度验证管控手段。最终使所有内饰零部件气味达到可控状态,满足量产一致性要求。
具体地,地毯总成在全抽检阶段均未产生失效,一致性良好;顶棚总成失效1次,整改后未产生失效,一致性良好;侧围饰板总成在抽检前期出现明显失效,实施有效的整改措施和管控手段后未产生失效,一致性良好;座椅总成、仪表板总成、副仪表板总成、车门内饰板总成、备胎盖板总成在整改前后各个抽检阶段均产生失效,具体如图3所示。
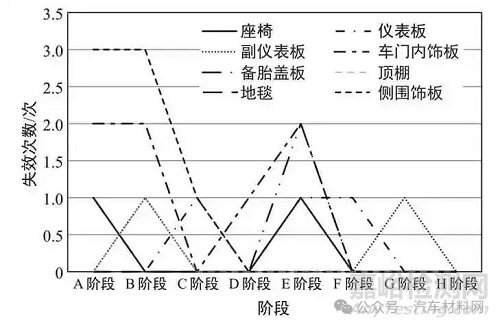
图3 各总成在不同阶段失效趋势
综上,将不合格气味零部件分为两种进行标记和管控:第一种为抽检结果不合格,但经过整改和管控后一致性良好的;第二种为抽检结果不合格,经过整改和管控后仍产生失效的。
2.8 不合格气味零部件整改
对于不合格气味零部件的整改主要从原材料与辅料、生产工艺、仓储环境、包装4个方面入手,具体如下。
2.8.1 原材料与辅料
(1)更换低气味注塑粒子,选择知名厂家的低散发牌号材料,如低散发PP、ABS、PC/ABS、POM、TPO等;若非公司认可,同时须提供气味短期内一致性报告加以支撑。
(2)基板禁止使用木质密度板材料、非原生纸芯。
(3)PET吸音棉禁止使用回料。
(4)禁用含有EVA及丙烯酸的水性胶等。
(5)使用水性发泡脱模剂,以及低气味、低散发的发泡材料。
2.8.2 生产工艺
(1)对于单面料,在生产过程中根据测试结果增加水洗工艺中的水洗次数。
(2)对于复合面料,在生产过程中降低车速,延长除味时间。
(3)对于表皮面料或地毯、顶棚等应用复杂工艺的零部件,增加自身烘烤的温度和时间,或者增加后处理烘烤工序,但须满足其他物性不变的前提。
(4)面料与海绵复合后,须进行烘烤处理。
(5)将包覆工艺采用的传统溶剂型胶改为环保热熔胶。
(6)将注塑件喷漆工艺中的溶剂型油漆改为水性油漆,且须增加后处理烘烤工序。
(7)对于塑料注塑件,保持模具的清洁和清洗模具是有效的改善措施,对于改性材料则须降低成型温度(料温和热流道温度)。除此之外,还可考虑增加烘烤塑料粒子的温度和时间。
2.8.3 仓储环境
(1)对于吸音棉、发泡材料等可吸附环境异味的原材料或相关半成品,须合理规划存储放置区,且与其他异味源隔绝。
(2)对于包覆后的半成品,须延长熟化时间。
(3)对于大发泡材料,须上悬挂链且设置48 h以上的熟化时间并保持良好通风,如图4所示。

图4 座椅用大发泡材料悬挂链
(4)须有良好的通风措施,增加空气流通,如通过增加大型排气风扇,或者将气味较大的零部件转移至仓库门口或其他空气流通的地方存储。
(5)遵循“先进先出”原则,禁止成品堆叠摆放,软内饰零部件摆放如图5所示。在不致零部件变形的情况下,尽量悬挂放置。

图5 软内饰零部件摆放
2.8.4 包装
(1)禁止使用纸箱,使用的防尘料袋须打孔。
(2)使用的围板箱须无污染。
2.9 整车气味开发及管控结果
隐藏B柱纯电车型按以上流程进行开发及管控,最终整车气味在试生产阶段达到了目标要求。
3 结论
本文重点介绍了整车气味开发及管控。在管控过程前期,须尽早介入开发过程,具体做法如在供应商定点前就开展技术交流,并要求其输出零部件气味管控及达成方案。在管控过程中期,须对原材料(表面材料、塑料粒子、辅料)气味等级进行要求,对影响气味的工艺(注塑、吹塑、喷漆、发泡等)进行要求;对所有内饰零部件的包装、存储、物流进行要求,并明确半成品、成品的通风放置时间。在管控流程后期,零部件设计验证、基地抽检覆盖全开发周期,并对各阶段的关重件进行一致性监控,实时跟踪进展;联动基地、SQE、研发人员共同参与,共享整改信息;推动完成风险供应商启动日清会进行进展跟踪及证明材料展示;对风险供应商现场审核识别问题点,帮扶供应商建立管控流程及能力。
基于上述工作,最终该车型整车车内气味在试生产阶段即达到了整车开发初期设定的气味目标要求。节省了项目开发成本和周期,为整车气味品质提升带来了收益。在车型上市前有了更加富裕的时间提升车内气味品质来满足消费者需求。

来源:Internet