
嘉峪检测网 2025-07-14 15:36
导读:NB/T47013.4-2015《承压设备无损检测 第4 部分:磁粉检测》自2015 年9 月1 日实施后,有效保障了承压设备使用安全。相较于JB/T4730.4-2005,该标准进步显著,如适用范围更具体、线圈法有效磁化区规定更合理、焊接接头与受压机加工部件质量分级更契合安全技术规范等。经多年实践,西安兵器工业特种设备检测有限责任公司检测人员在认可其进步的同时,也发现存在不足,为此针对标准
导读
NB/T47013.4-2015《承压设备无损检测 第4 部分:磁粉检测》自2015 年9 月1 日实施后,有效保障了承压设备使用安全。
相较于JB/T4730.4-2005,该标准进步显著,如适用范围更具体、线圈法有效磁化区规定更合理、焊接接头与受压机加工部件质量分级更契合安全技术规范等。
经多年实践,西安兵器工业特种设备检测有限责任公司检测人员在认可其进步的同时,也发现存在不足,为此针对标准中部分条款,阐述了其表述的具体缺陷并给出修改建议。
磁粉检测方法分类
NB/T 47013.4正文第5.1节“检测方法分类”中给出了磁粉检测方法的分类,如表1所示。
|
表1 磁粉检测方法分类 |
|
|
分类条件 |
磁粉检测方法 |
|
施加磁粉的载体 |
干法(荧光、非荧光)、湿法(荧光、非荧光) |
|
施加磁粉的时机 |
连续法、剩磁法 |
|
磁化方法 |
轴向通电法、触头法、线圈法、磁轭法、中心导体法、偏心导体法、复合磁化法(交叉磁轭法或交叉线圈法) |
从表1可以看出显示干法包含荧光法,但荧光磁粉由磁性铁粉结合荧光染料制成,其在黑光下发出人眼敏感的黄绿色荧光,灵敏度高于非荧光法。
由于自身特性及需在暗环境检测,荧光法一般为湿法,故建议在NB/T47013.4表5“磁粉检测方法分类”的“按施加磁粉的载体分类”中,删除干法里的“荧光”法。
此外,该表“按磁化方法分类”中,复合磁化法仅含交叉磁轭法和交叉线圈法,与正文4.9.3节对复合磁化的表述不一致,应补充该节中的直流线圈与交流磁轭组合法,以保持前后统一完整。建议将NB/T47013.5的内容修改为表2。
|
表2 磁粉检测方法分类 |
|
|
分类条件 |
磁粉检测方法 |
|
施加磁粉的载体 |
干法(非荧光)、湿法(荧光、非荧光) |
|
施加磁粉的时机 |
连续法、剩磁法 |
|
磁化方法 |
轴向通电法、触头法、线圈法、磁轭法、中心导体法、偏心导体法、复合磁化法(交叉磁轭法、交叉线圈法及直流线圈与交流磁轭组合法) |
连续法停止磁化的时机和磁化通电时间
NB/T47013.4正文第5.4节中规定,采用连续法时,磁粉或磁悬液的施加和磁痕显示的观察应在磁化通电时间内完成,且停施磁粉或磁悬液至少1秒后才可停止磁化;磁化通电的时间一般为1~3秒,且为保证磁化效果应至少反复磁化两次。
该规定有以下两点需要讨论。
1、关于停止磁化的时机
干法检测多在现场进行,现场条件较差。若按停施磁粉1秒后即停止磁化的要求操作,可能出现两种问题:一是吹去多余磁粉的工序尚未完成,会导致无法形成清晰显示;二是即便已完成磁痕观察,但未及记录时停止磁化,现场风等因素可能破坏磁痕,造成记录缺失。
对于湿法检测,流动的磁悬液会将已经形成的磁痕冲掉。因此,湿法检测实际操作时,必须在观察到被检面上没有明显的液体流过时才可以停止通电磁化。
2、关于磁化通电时间
磁粉检测中,缺陷处需足够磁粉聚集才能形成清晰磁痕,而磁粉受漏磁场吸引聚集需一定时间。条件允许时,适当延长磁化时间更利于形成清晰磁痕。据多年经验,笔者认为一般磁化总时间应大于2 秒。
建议连续法检测时,磁粉/ 磁悬液施加及磁痕观察须在磁化通电时间内完成--干法应在记录磁痕后停止磁化,湿法需待被检面无明显磁悬液流动时停止;磁化通电每次不少于2~4 秒,且应至少反复两至三次以保证效果。
剩磁法施加磁粉或磁悬液的表述
NB/T47013.4正文第5.5.2节规定,采用剩磁法时,磁粉或磁悬液应在通电结束后施加,一般通电时间为0.25~1秒。
施加磁粉或磁悬液之前,任何铁磁性物体不得接触被检工件表面。
该段描述很容易造成人们对剩磁法和干法的误解。
剩磁法用于材料矫顽力不小于1kA/m,且磁化后的剩磁场强度不小于0.8 T的被检工件。
剩磁法的磁化和施加磁悬液是分开进行的两个步骤,实际检测中,工件磁化后,由于没有了单相半波整流电或交流电等类型的电流存在,干磁粉缺乏向漏磁场处聚集的动力,不易在漏磁场处形成磁痕,所以剩磁法不适用于干法检测。
建议将该条改为“采用剩磁法时,磁悬液应在通电结束后施加,一般通电时间为0.25~1秒。施加磁悬液之前,任何铁磁性物体不得接触被检工件表面”。
在用承压设备的磁粉检测
NB/T47013.4正文第10节规定,制造时采用高强度钢以及对裂纹(包括冷裂纹、热裂纹、再热裂纹)敏感的材料,或长期工作在腐蚀介质环境下有可能发生应力腐蚀裂纹的承压设备,其内壁应采用荧光磁粉检测方法进行检测。
内容强调了应采用荧光磁粉检测的几种情况。
冷裂纹敏感材料为低合金钢,热裂纹敏感材料为单相奥氏体钢,再热裂纹敏感材料包括低合金高强钢等。
因奥氏体钢无磁性,磁粉检测无法进行,故删除关于热裂纹的限定更准确。
检测记录和报告
NB/T 47013.4正文第11节阐述了检测记录和报告的相关要求。
无损检测资料有一个原则,即检测记录的信息量要大于检测报告的信息量。
标准的该部分内容未能体现出这一原则。检测报告中委托单位、被检工件名称和编号等内容,也未在检测记录的要求中体现。
建议修订NB/T 47013.4正文第11节,使其明确检测记录的信息量要大于检测报告的信息量,检测报告上的所有信息,检测记录中都必须有。
正文和附录中的几个示意图
NB/T47013.4正文第4.9.2节的图5为周向磁化触头法的示意图,图中“焊缝”、“磁力线”为过去常用的表达方式。
建议将图中“焊缝”、“磁力线”分别用“焊接接头”、“磁感应线”来替代,这样更为规范。
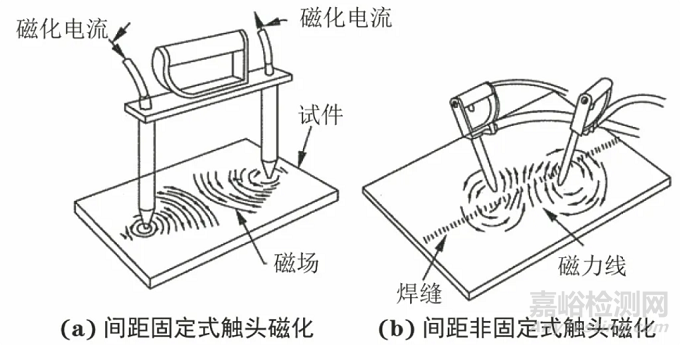
第4.9.2节的图5
NB/T 47013.4正文第4.9.3节的图7为交叉磁轭法的示意图,该图的明显错误是,L3和L4两处缆线绕法形成的磁场方向不一致,产生相互抵消,最终难以形成有效的旋转磁场。
建议调整L3或L4缆线的绕法,使L3和L4两处形成的磁场方向一致。
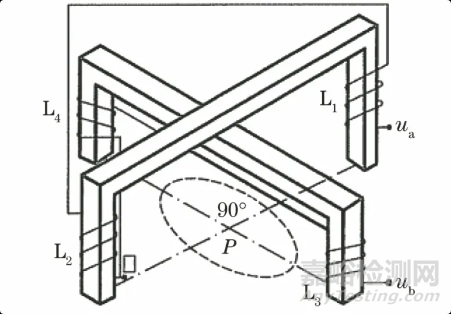
第4.9.3节的图7
NB/T47013.4 附录B 表B.2 中,交叉磁轭法典型磁化方法的两个示意图存在磁悬液喷洒位置问题。
按要求,交叉磁轭检测需连续拖动且速度不超4m/min,但图中磁悬液喷于外侧薄弱区,在容器内壁流速达6~12m/min甚至更快,远快于检测速度。交叉磁轭到达时,磁悬液已流走,残留少,难成清晰磁痕,易漏检。
因此,交叉磁轭检测时,磁悬液喷洒位置需至少覆盖内侧部分区域,以保证磁粉吸附和磁痕清晰。笔者已据此将两图修改为图b。
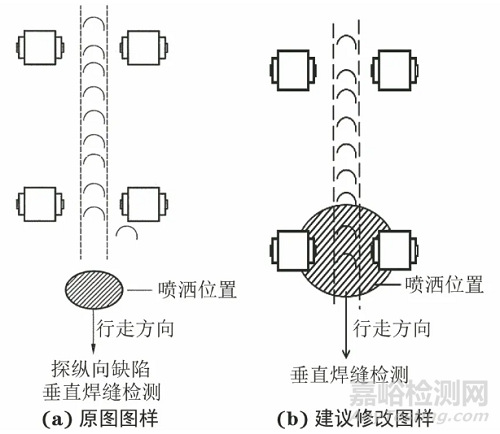
附录B表B.2垂直焊缝检测
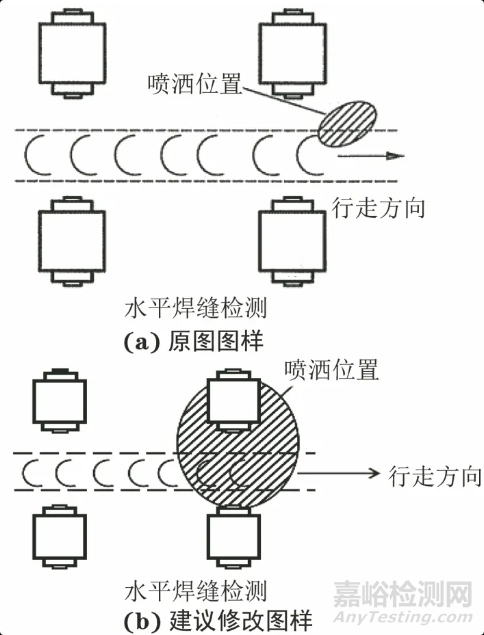
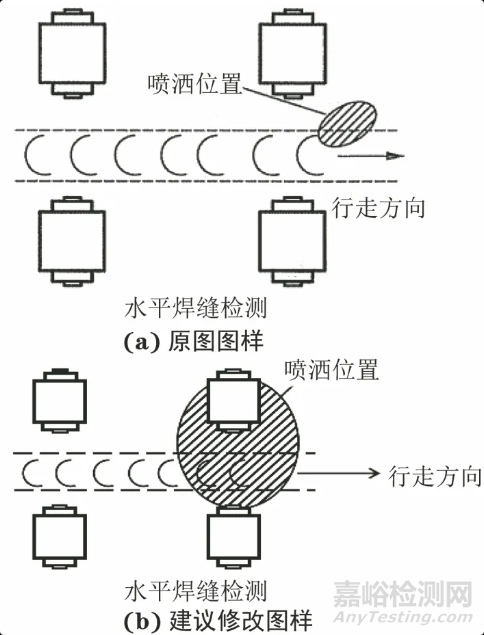
附录B表B.2水平焊缝检测
另外,NB/T 47013.4附录B表B.2中,“探纵向缺陷”为多余文字应删除,因为交叉磁轭一次磁化即可发现磁化区各个方向的缺陷。
结语
NB/T47013.4-2015自实施以来,对保障承压设备的使用安全发挥了重要的作用。经过这几年的实践应用,其自身存在的一些不足之处逐渐暴露出来。

来源:Internet
关键词: 磁粉 NB/T47013.4-2015