
嘉峪检测网 2025-07-16 15:43
导读:为了保证不同焊接位置的焊缝性能均能满足设计要求,研究人员对采用ENiCrMo-6型镍基焊条手工电弧焊焊接接头的不同焊接位置进行组织表征和低温力学性能测试,分析了不同焊接位置组织和性能的差异,结果可为实际生产提供借鉴。
近年来,为了减轻环境污染,需要使用更加高效清洁的能源,液化天然气(LNG)工业得到了大力发展。9Ni钢具有良好的低温韧性及耐腐蚀性,往往被用来制造LNG低温储罐。在LNG储罐的制造过程中,往往避免不了现场焊接。受现场焊接条件的限制,手工电弧焊焊接基本包括了平焊、立焊和横焊等在内的全位置焊接。裴冲等发现海洋平台用钢横焊位置试样的低温断裂韧性低于立焊位置试样。程晋宜研究了Q460钢CO2气体保护焊下平焊和横焊接头疲劳性能的差异,发现平焊位置接头的疲劳寿命长于横焊位置接头。袁军军等研究发现对于多层多道焊缝,冲击试样缺口处柱状晶比例是冲击韧性出现波动的主要影响因素。为了保证不同焊接位置的焊缝性能均能满足设计要求,研究人员对采用ENiCrMo-6型镍基焊条手工电弧焊焊接接头的不同焊接位置进行组织表征和低温力学性能测试,分析了不同焊接位置组织和性能的差异,结果可为实际生产提供借鉴。
01|试验方法
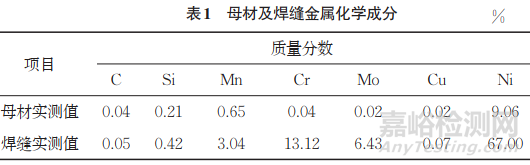
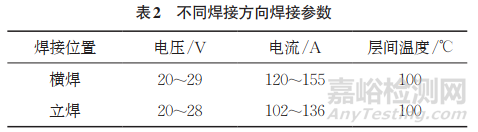
试验用母材为X7Ni9型国产9Ni钢,填充金属为ENiCrMo-6镍基合金,采用多层多道手工电弧焊方式进行双面焊接。试样厚度为33.7mm,坡口角度为60°,组对间隙为3mm。母材及焊缝金属化学成分如表1所示。将母材和焊缝金属提前预热,采用横焊和立焊两种焊接位置,具体焊接参数如表2所示。
焊接完成后,对焊接接头进行金相检验和低温冲击韧性测试。金相试样经机械磨抛后,采用体积分数为10%的草酸溶液对试样进行电解腐蚀,电压为6V,时间为30s。随后采用光学显微镜和扫描电子显微镜(SEM)观察试样。根据GB/T 2650—2022《金属材料焊缝破坏性试验 冲击试验》,加工焊缝冲击试样。按照GB/T 229—2020《金属材料 夏比摆锤冲击试验方法》,采用冲击试验机进行低温冲击试验,测试温度为-196℃,每种位置取3组试样。截取标准夏比V型冲击试样,试样的缺口位于焊缝中心,试样的尺寸为10mm×10mm×55mm(长度× 宽度×高度),并对冲击断口进行SEM分析。
02|试验结果
1.接头组织
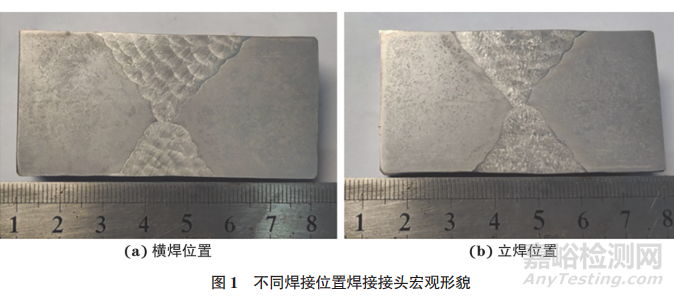
横焊位置及立焊位置焊接接头宏观形貌如图1所示。横焊位置热输入能量较低,其焊接道次明显高于立焊位置。由图1可知:横焊位置接头焊缝金属存在较为明显的柱晶区和层间再热区,而立焊位置接头焊缝金属没有较为明显的层间再热区,仅能看出其柱状晶凝固方向为熔池的竖直方向。受重力、浮力等差异的影响,横焊接头柱晶区结晶方向与熔池竖直方向存在一定的倾斜角。
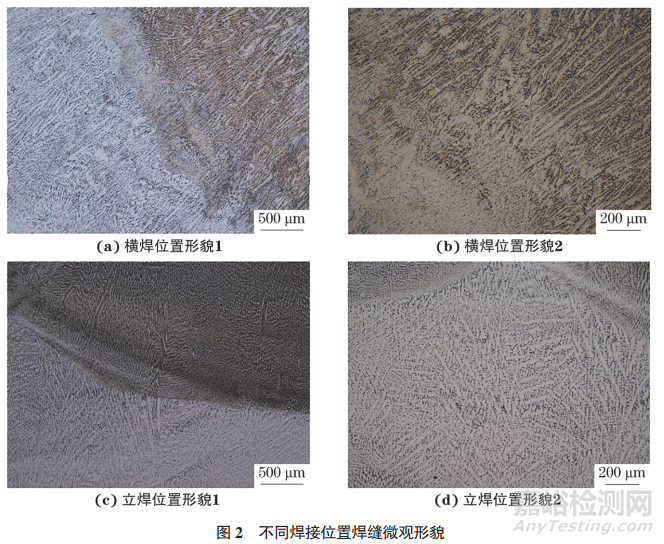
两种焊接位置焊缝的微观形貌如图2 所示。由图2可知:横焊位置柱状晶晶界几乎与焊缝竖直方向呈45°,且存在一定宽度的层间再热区,晶粒较为细小;对于立焊位置焊缝金属,其柱状晶晶界几乎平行于焊缝竖直方向,两道交叠地方的柱状晶取向较为复杂,基本没有发现层间再热区。
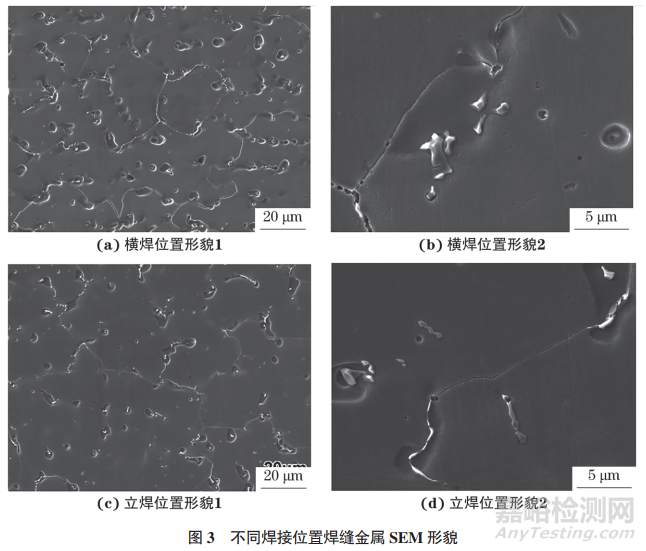
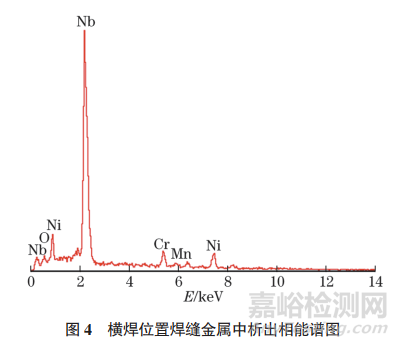
对两个位置的焊缝组织进行SEM分析,结果如图3所示。由图3可知:两种焊缝材料都由奥氏体基体+析出相组成,但是枝晶臂宽度略有差异;横焊位置焊缝枝晶臂宽度仅为立焊位置的一半。对析出相进行能谱分析,结果如图4所示,推测析出相为富Nb碳化物。
2.接头低温冲击吸收能量
对焊接接头进行-196℃低温冲击测试,结果如表3所示。由表3可知:横焊位置接头-196℃冲击吸收能量约为110J,且各个测点的冲击吸收能量差异较小;立焊位置接头-196℃冲击吸收能量约为74J,各个测点的冲击吸收能量差异略大。
3.断口SEM形貌
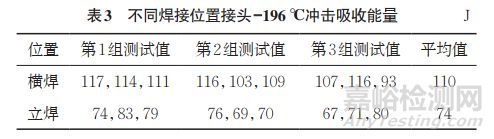
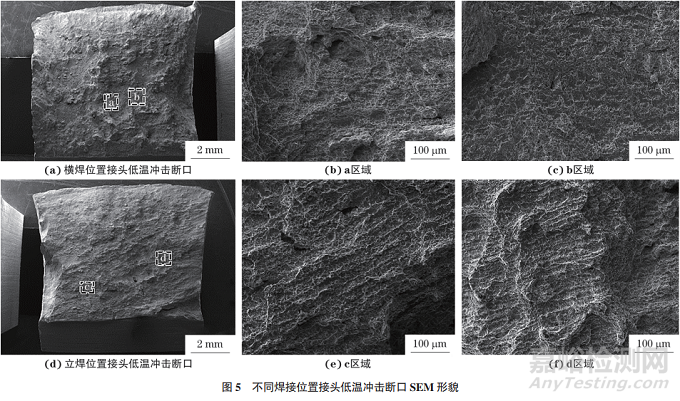
对横焊位置和立焊位置接头的低温冲击断口进行SEM分析,结果如图5所示。由图5可知:横焊位置接头低温冲击断口塑性变形较大,断口表面凹凸不平,为韧窝型韧性断口形貌;断口中存在两种形貌的韧窝,一种是以柱状晶形貌分布的、较深的韧窝,另一种是对应焊缝层间再热区的,面积较小、较浅的韧窝。对立焊位置接头冲击断口而言,其断口表面较为平坦,没有较大起伏。对其断口不同位置进行放大观察,发现断口以韧窝形貌为主,以柱状晶形式分布,几乎没有观察到等轴韧窝区。
03|讨论
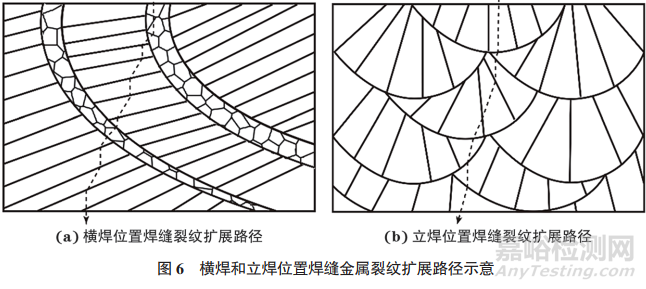
采用多层多道焊焊缝金属的冲击韧性往往和柱晶区的面积有关。JORGE等认为柱晶区晶粒较为粗大,对冲击韧性不利,柱晶区枝晶臂的宽度也会影响冲击韧性,冲击试样缺口位置和裂纹扩展路径上的组织同样会影响冲击韧性。MAO等的研究表明,当裂纹扩展路径上存在较多的大角度晶界时,裂纹会发生偏折,总裂纹长度延长,冲击吸收能量提高。对于横焊位置焊缝金属而言,其裂纹扩展时会受到较多柱晶界的阻碍,裂纹扩展路径较为曲折,且层间再热区细小等轴晶的存在进一步延长了裂纹总长度。横焊和立焊位置焊缝金属裂纹扩展路径如图6所示。对于立焊位置焊缝金属,裂纹扩展方向大多平行于柱晶界或与柱晶界之间的夹角很小,裂纹扩展路径不易发生偏折,裂纹总长度较短,导致最终裂纹扩展消耗的能量低于横焊位置。此外,由于横焊位置热输入能量较小,焊缝凝固冷却速率较快,横焊位置焊缝金属柱晶区枝晶臂宽度较窄,增加了裂纹扩展需要穿过的晶界数量,这也是横焊位置焊缝金属具有较高低温冲击吸收能量的原因。
04|结论
(1)相比于立焊位置焊缝金属,横焊位置焊缝金属具有更高的低温冲击吸收能量,-196℃冲击吸收能量可达115J。
(2)受重力和浮力等影响,横焊位置焊缝柱状晶凝固结晶方向与焊缝竖直方向(即冲击裂纹扩展方向)存在较大的角度差,导致裂纹扩展需要穿过更多的晶界,裂纹偏折角度较大,会消耗更多的能量。
(3)立焊位置焊缝金属的柱状晶凝固方向大多平行于裂纹扩展方向,或与裂纹扩展方向仅有较小的角度差,导致裂纹扩展大多在柱状晶内部完成,几乎没有晶界的阻碍,故立焊位置冲击吸收能量较低。
(4)由于横焊位置焊接热输入能量较小,柱状晶的宽度比立焊位置焊缝柱状晶的宽度窄,且存在一定宽度的层间再热区。
作者:卢亚东,吴国正,沈佳如,刘悦
单位:中国核工业第五建设有限公司

来源:理化检测物理分册