
嘉峪检测网 2025-07-19 16:18
导读:一批轮毂螺栓在强度测试过程中, 多个螺栓发生断裂, 为查出断裂原因, 通过宏观微观断口形貌 检验、 氢含量及化学成分检测、 金相显微组织观察、 硬度检测等方法, 得出螺栓发生断裂的原因: 螺纹在淬 火前形成的加工应力和淬火后形成的淬火应力叠加, 造成应力集中而发生断裂。 为了消除内应力叠加所带来 的不良影响, 通过在螺栓压力加工之前先进行球化退火, 并将
摘要:一批轮毂螺栓在强度测试过程中, 多个螺栓发生断裂, 为查出断裂原因, 通过宏观微观断口形貌 检验、 氢含量及化学成分检测、 金相显微组织观察、 硬度检测等方法, 得出螺栓发生断裂的原因: 螺纹在淬 火前形成的加工应力和淬火后形成的淬火应力叠加, 造成应力集中而发生断裂。 为了消除内应力叠加所带来 的不良影响, 通过在螺栓压力加工之前先进行球化退火, 并将滚丝的工序位置调整到调质工艺之后。 经过工 艺改良和工序调整, 螺栓的内应力得到一定程度上的削减, 没有再次发生严重的失效行为。
轮毂螺栓是车辆连接车轮的高强度螺栓, 它 是安装在车轴部位的零件, 可以起到以下作用: 支撑轮胎、 缓冲外界冲击、 把车身重量传递到路 面, 承受着转弯时的横向载荷、 驱动力和制动力 扭矩等, 保证车辆的安全行驶[1]。 轮毂螺栓的重 要作用是不言而喻的, 所以在制造过程中都要严 格把控每一道工艺, 制造完成后还要进行一系列 的检测, 保证安装使用后不发生危险失效行为。 某汽车轮毂螺栓制造厂制造一批规格为M14×1.5 的10.9 级高强度轮毂螺栓, 采用的材质为 35CrMo 中碳合金钢, 其工艺流程为: 下料→冷拔 →冷镦→滚丝、 搓丝→热处理 (调质) →电镀→ 检测→包装, 在检测环节中发现多个螺栓没有通 过强度测试而发生断裂。
为分析螺栓断裂原因, 实验室取3个样品, 分别编为1#、 2#、 3#, 并通过一系列检测方法对 3 个螺栓进行分析, 以确定其断裂的原因, 并制 定相应的改进措施以避免不合格制品的产生。
1 试验过程及分析
1. 1 断口形貌观察及分析
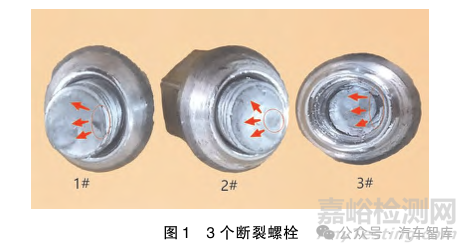
1. 1. 1 宏观形貌观察及分析 从图1可以看出: 3个螺栓裂纹源 (红色圆圈处) 都处于表层位置且色泽较深, 裂纹向另外 一侧扩展 (红色箭头方向), 扩展区域和瞬断区 域色泽较浅, 裂纹扩展区比较平整, 裂纹源表面 较为粗糙且颜色较深; 3个螺栓没有发生塑性变 形, 断裂前的测试也无施加循环应力, 断口没有 发现疲劳断裂的形貌, 可以看出它们可能是脆性 断裂, 而非疲劳断裂。 另外, 1#、 2# 螺栓断裂的 位置都在螺纹中段位置, 3# 螺栓在法兰根部和螺 纹交界处。 由此猜测螺栓发生断裂的原因应该不 是强度不足, 为证实这一猜测, 并找出断裂原因, 我们对3个断裂螺栓的微观形貌进一步观察。
1. 1. 2 微观形貌观察及分析
疲劳指的是金属零部件收到应力大小在屈服 强度以下的循环应力作用, 导致金属内部产生微 裂纹且微裂纹不断扩展直至断裂的现象, 这种疲劳断裂是无法用肉眼观察出来的, 且断裂前毫无 征兆, 是包含螺栓在内很多金属部件的主要失效 形式之一, 这种失效形式危险性也比较高, 所以 是金属部件发生断裂时首要检查的失效形式。 上 文说到3个螺栓的断裂可能不是疲劳造成的, 为 证实这一猜测, 并找出断裂原因, 对这3个螺栓 进行微观形貌的观察。
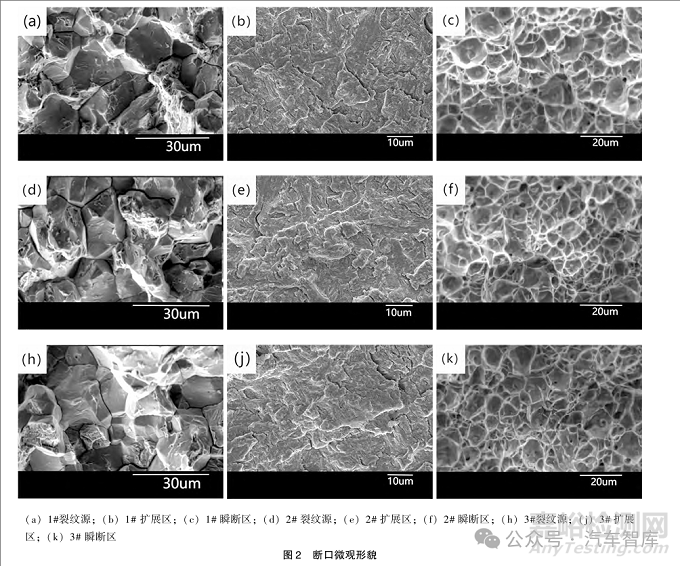
将断裂的螺栓清洁后进行扫描电镜 (型号 GeminiSEM 300) 对断口微观形貌进行仔细的观 察, 如图2可见3个螺栓裂纹源处都发现了较为 密集呈结晶状的沿晶裂纹及二次裂纹; 3个螺栓 裂纹扩展区比瞬断区面积来得大, 瞬断区主要表 现为韧窝断裂特征。 因此, 从微观断口形貌可以 证实前文的猜测, 裂纹不太可能是疲劳造成的。
另外, 由于没有氢脆裂纹特征, 可猜测这种 脆性断裂不是氢脆引起的, 为了证实这一点, 对 氢含量进行检测。
1. 2 氢含量及化学成分检测及分析
由于在酸洗及镀锌过程中形成的游离氢原子 会通过螺栓表面疏松组织、 微裂纹、 气孔等渗入, 并通过金属内部的位错氢会从高浓度区向低浓度 区扩散, 从低应力区向高应力区聚集, 从而造成 高应力区的氢脆, 由氢脆造成螺栓断裂的几率也 很高, 且一旦产生无法消除[2]。 虽然在电镜扫描 中没有发现氢脆裂纹特征, 但为了确认螺栓没有 发生氢脆断裂这一结论仍然需要进行氢含量检测。
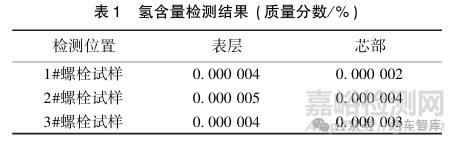
对3个螺栓裂纹区域分别取样, 采用气相色 谱仪 (型号: GC9190II) 对3 个试样进行氢含量 及化学成分检测, 结果见表1、 表2。 先来分析表 1 的检测结果, 从表1中的数据来看, 3个螺栓表 层的氢含量都比芯部略高, 但氢含量都处于较低 可允许的范围内即质量分数不超过5×10-6, 不 容易造成氢脆现象。 除了氢脆以外, 这种裂纹也很可能是由杂质元素(特别是S、P)含量偏高造 成的。再来看表2的化学成分,可以看到3个螺 栓表层裂纹源处的化学成分符合GB/T3077 2015中35CrMo的技术标准。

1.3 金相显微组织观察及分析
在化学成分符合标准的前提下,还需要观察 螺栓内部非金属夹杂物是否符合标准以及是否存 在偏析。
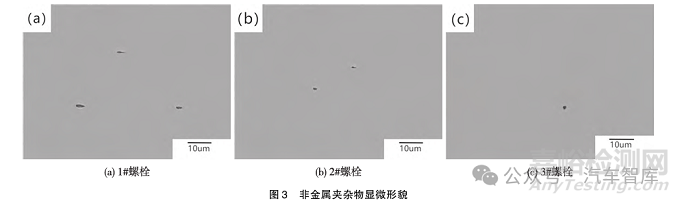
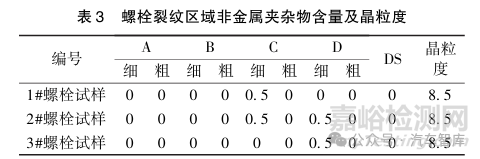
首先是非金属夹杂物,指的是钢中不具有金 属性质的氧化物、硫化物、硅酸盐和氮化物。这 些夹杂物在钢中的含量极少,但对钢的性能仍然 影响较大,比如它会破坏金属基体的连续性、降 低金属的塑韧性和疲劳性能,使金属的冷热加工 乃至某些物理性能变差[3]。因此,非金属夹杂物 也可能造成螺栓发生脆性断裂,为了确认这一可 能性,选取3个螺栓临近裂纹区的试样制备成没 有经过腐蚀的金相试样,并在显微镜(型号: WTJ-20)的明场下观察,如图3。根据GB/T 10561—2005《钢中非金属夹杂含量的测定、标准 评级图显微检验法》评定方法,从图3中可以看 到非金属夹杂物在3个螺栓的断口处并无聚集, 且五类颗粒含量都符合标准,按照GB/T6394— 2002《金属平均晶粒度测定方法》评定晶粒大小 属于较细晶粒(见表3),由此可以确定非金属夹 杂物对螺栓的性能基本无影响。
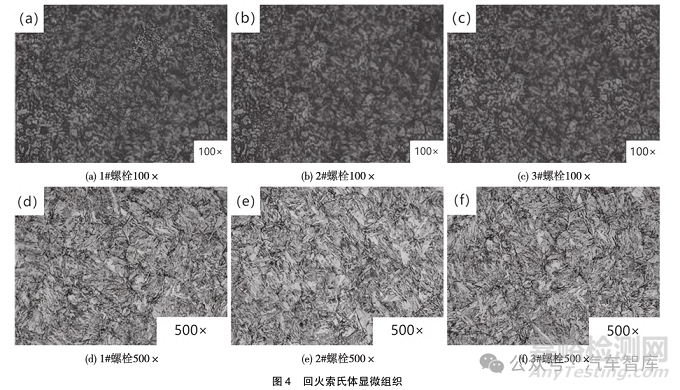
其次是偏析,指的是合金中各组成元素在结 晶时分布不均匀的现象,金属部件中主要包含显 微偏析、宏观偏析及通道偏析,不管哪一种偏析, 随着偏析比重的增大,会使钢的力学性能不断恶 化,特别是塑性和韧性[4]。我们将3个螺栓临近 裂纹区的试样制备成经4%硝酸酒精腐蚀的金相 试样,从图4中可以观察到3个金相种的回火索 氏体组织分布均匀,且颗粒基本呈等轴形状,也 没有发现粗大晶粒、气孔或疏松组织,金相中仅 可以发现极少数且细微的偏析组织,这种程度的 偏析对螺栓的性能影响不大。
1.4 硬度检测及分析
既然螺栓的成分和组织基本都没有什么问题, 那测试一下它们的硬度,确认表层是否有发生脱 碳或增碳现象。钢在加热时,表层的碳与介质 (或气氛)中的氧、二氧化碳及水蒸气等发生反 应,降低了表层碳浓度称为脱碳,脱碳钢淬火后 表面硬度、疲劳强度及耐磨性降低,而且表面形 成残余拉应力易形成表面网状裂纹[5],一旦裂纹 产生,螺栓在外力作用下很快会发生断裂。另外, 渗碳性气体在高温下能分解出大量碳原子渗入钢铁零件的表面使其碳含量升高即所谓的增碳, 当 表层碳含量身高后其强硬度都会比芯部来得高, 这种表层和芯部力学性能不一致会导致在外力作 用下螺栓表现出来的变形量也不一致, 且在力学 性能过度区域很容易造成应力集中, 最后形成裂 纹直至断裂[6]。
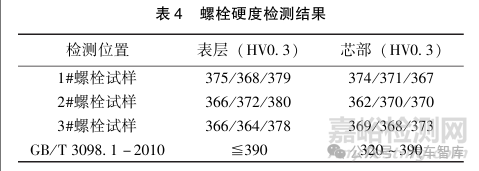
脱碳或增碳都会造成表层硬度和芯部不一样, 所以只要测试硬度即可确认是否发生这两种现象。 我们根据GB/T4340. 1-2009 试验标准对螺栓表 层和芯部进行显微维氏硬度 (设备型号: LX HV-1000) 测试 (见表4)。 由表可知3 个螺栓 的硬度测试结果都符合GB/T 3098.1-2010 对 10. 9 级的技术要求, 表层和芯部的硬度相差无 几, 没有发生脱碳或增碳现象。
1. 5 冲击吸收功的检测及分析
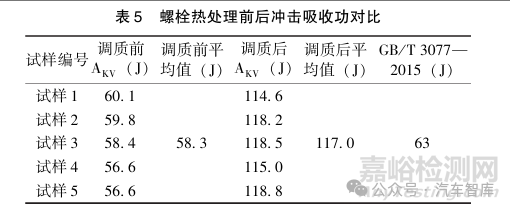
前文提到3个螺栓断口都呈现沿晶裂纹, 作 为脆性断口, 这种裂纹也很可能是由回火脆性导 致的。 淬火钢在回火后出现韧性下降的现象称为 回火脆性, 它可分为第一类回火脆性 (200 ~ 400℃之间) 和第二类回火脆性 (450 ~650℃之 间) 两种, 那么本文提到的螺栓在淬火后进行的 是高温回火, 可能出现的是第二类回火脆性, 这 类回火脆性, 很大程度上是合金元素造成的, 特别是Cr元素会对这类回火脆性起到促进作用, 还 有当Mo元素的含量超过0.5%时, 也会起到促进 作用[7]。 为了证明第二类回火脆性是否存在, 选 择制造螺栓的同一批材料加工成冲击试样, 并按 照螺栓采用的调质工艺对试样进行热处理, 热处 理后在常温下进行冲击试验 (设备型号: JB 300B), 结果见表5。 从表5的数据可以看到5个 试样调质后的冲击吸收功比GB/T3077—2015 标 准规定的数值来得大, 也就是说调质后没有发生 韧性下降的现象, 反而比调质前的大, 即螺栓没 有发生第二类回火脆性。
1. 6 残余应力的检测及分析
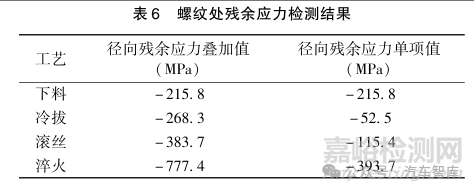
可以造成螺栓发生脆性断裂的因素还有残余 应力, 所谓残余应力 (也称内应力) 指的是工件 在制造过程中, 受到各种制造工艺的作用后保留 在工件内部的保持自相平衡的应力系统, 虽然残余应力本身是相互平衡的, 但是当带有残余应力 的工件受到外力时, 就会造成工件内部的应力分 布不均匀, 此时如果整体工作应力达到工件的屈 服强度则会产生塑性变形, 如果达到工件的断裂 强度则会产生断裂; 残余应力身高后也会使得工 件的塑韧性变差, 因而产生脆性裂纹[8]。 从前文 提到的螺栓制造工艺流程猜测, 这几个工序位置 可能产生一定残余应力: 下料、 冷拔、 冷镦、 滚 丝及淬火, 并且这些工艺基本上是连续进行的, 有可能会出现各阶段的残余应力在表层互相叠加 的现象。 为了证实这一猜测, 根据GB/T7704 2017 测试标准采用XStress3000 型 X 射线残余应 力分析仪分别测量经下料、 冷拔、 滚丝及淬火这 些工艺之后螺纹处的残余应力值, 结果见表6。 从表6的数据可以看出每个工艺完成后都形成了 一定的残余应力, 且总体上呈现走高的趋势, 也 就是说出现了应力叠加, 特别是在淬火后螺栓的 残余应力已经达到较高数值, 当螺栓表层存在微 裂纹且受力情况下, 残余应力会在微裂纹周围发 生应力集中, 并引发微裂纹迅速扩展直至断裂。
2 综合分析及工艺改进
综合分析以上测试结果可以知道螺栓发生断 裂很可能是残余应力过大引起的, 那么就需要通 过改进工艺来降低残余应力的影响, 保证螺栓在 后期的检测或使用过程中不再发生过早的断裂。 再从表5中的数据来分析: 首先下料这一阶段本 身不会形成多大的残余应力, 但下料前的铸造工 艺会形成一定的热应力和组织应力, 这种热应力 引起的残余应力表现为螺栓表层为压应力状态、 芯部为拉应力状态, 表层应力值较大, 应该是热 应力比组织应力来得大; 淬火后的螺栓跟铸造工 艺形成的残余应力状态是一样的, 表层应力值也 是较大的; 而冷拔和冷镦就相反, 冷拔在螺栓径 向表层产生的残余应力是压应力, 冷镦在螺帽径 向产生的残余应力是拉应力, 所以冷拔和冷镦残 余应力在螺帽处基本呈现抵消的状态[9]。 因此对于1#、 2#螺栓来说, 螺纹处的残余应力是铸造、 冷拔、 滚丝、 淬火后的应力叠加, 叠加后残余应 力过高, 在外力作用下发生脆断; 而对于3#螺栓 来说, 法兰根部和螺纹交接处其残余应力交错, 也容易产生应力集中引发后续的脆断。
综上所述, 除了3个断裂螺栓存在以上现象 外, 其他未断裂螺栓也有很大概率在淬火后形成 过大残余应力的现象, 所以为了避免螺栓再次出 现这种现象, 必须在容易形成较大应力的铸造之 后和淬火工艺前后采用适当的工艺来降低残余应 力的影响。
首先是铸造产生的热应力, 最经济有效的方 法是在下料之后进行球化退火, 通过球化退火可 以有效的降低铸造时产生的热应力, 并使珠光体 球状化、 细化晶粒, 提高螺栓的力学性能为后续 加工做好组织准备[10], 其工艺操作方法是将螺栓 加热至765 ±5℃ 保温2 h, 再降温至700 ±10℃ 保温4 h后随炉冷却至500℃出炉空冷。
其次是淬火产生的热应力, 由于在淬火之后 已经安排了高温回火, 所以需要在淬火之前滚丝 之后尽量降低残余应力的影响, 否则冷拔、 滚丝、 淬火后的应力叠加也容易引起断裂, 一开始的设 想是在滚丝之后对螺栓进行去应力退火, 但这一 工艺的保温时间比较长, 加上已经增加了球化退 火这一工艺, 两个工艺会大大延缓生产周期降低 经济效益。 因此, 经过探讨研究发现, 将滚丝的 工序位置调到调质之后更为合适, 一是不会增加 生产周期, 二是滚丝之后对螺纹表层形成的压应 力有利于提高疲劳强度, 延缓疲劳断裂[11]。
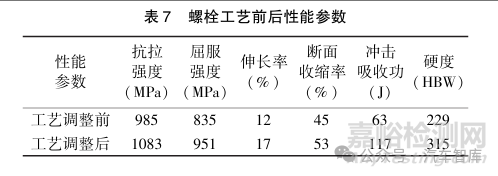
因此, 工艺改进之后35CrMo 高强度螺栓的 制造工艺流程为: 下料→球化退火→冷拔→冷镦 →热处理 (调质) →滚丝、 搓丝→电镀→检测→ 包装。 按照此工艺制造出来的螺栓性能参数如表 7, 可见性能上明显得到优化和提高, 也证明了此 工艺的可行性。
3 结语
1) 断裂的螺栓其断口呈现沿晶裂纹, 无塑性变形无疲劳形貌, 属于脆性断裂;
2) 螺栓断裂的主要原因是淬火之前的工艺 形成的残余压应力叠加, 并在淬火后残余压应力 再次叠加, 造成表层应力过大促进微裂纹扩展, 并最终形成裂纹, 以至于检测时受力发生脆断。
3) 在下料工序之后增加球化退火以降低残 余应力, 提高组织力学性能, 将滚丝工序调到调 质之后预防淬火开裂, 延缓疲劳断裂。
4) 工艺改进之后, 再无出现检测过程中发 生脆断的现象, 且在后续使用中无出现不良问题。
参考文献:
[1] 叶德新,何建楠,曾令宇. 35钢零件内壁缺陷分析及改进[J]. 物理测试,2023,41(1):31-34.
[2] 张利峰,佟海生,王卫东,等. 高强螺栓断裂失效分析[J]. 材料保护,2021,54(10):150-153.
[3] 轩康乐,张新文,俞杰,等. 32Cr3Mo1V连铸圆坯端部锯切缺陷的原因分析及工艺改进[J]. 物理测试,2023,41(2):48-52.
[4] 李传. 谈铸钢熔炼方面的几个问题[J]. 铸造,2010,59(3):266-271.
[5] 朱姣,钟振前,于学亮,等. 螺栓断裂原因分析[J]. 物理测试,2022,40(2):57-63.
[6] 邱康勇,张杰,吴继权. 某钢结构螺栓断裂失效分析[J]. 理化检验(物理分册),2018,54(10):765-768.
[7] 李平平. 轮毂螺栓断裂分析及预防措施[J]. 金属热处理,2019,44(S1):147-151.
[8] 程翔,张洁,金莎莎,等. 汽轮机高压内缸螺栓断裂分析及监督探讨[J]. 发电设备,2024,38(1):57-61.
[9] 崔智雄,田鹏,李宁,等. 联轴高强螺栓断裂原因分析[J]. 水电与抽水蓄能,2024,10(1):47-51.
[10] 齐少春,于爱兵,吴其亮,等. 切削用量对轴承钢加工表面残余应力的影响[J]. 兵器材料科学与工程,2022,45(6):11-15.
[11] 杨周,赵秀明,孙建宇,等. 42CrMoVNb高强度螺栓钢的球化退火[J]. 金属热处理,2020,45(4):161-165.

来源:Internet