
嘉峪检测网 2025-07-22 15:51
导读:本文将两种测定方法进行对比,研究两种检测方法的准确性。同时尝试将非金属夹杂物检测结果与齿轮钢的疲劳极限相关联,在实施齿轮钢疲劳试验受限时,可用非金属夹杂物检测结果来初步确定齿轮钢的疲劳极限。
齿轮作为机车车辆、机械动力传动系统中的关键核心零件,在运转过程中须承受冲击、弯曲、扭转、接触等复杂载荷作用。如何提高齿轮的抗疲劳性能一直都是行业关注的重点,大量的研究表明,控制和降低齿轮钢中的非金属夹杂物是提高齿轮抗疲劳性能的有效途径之一。
钢铁在冶炼过程中会产生非金属夹杂物,张晔宁等研究表明非金属夹杂物的存在使钢材力学性能、物理性能、化学性能及工艺性能下降。在钢材疲劳性能方面,非金属夹杂物导致钢材疲劳性能变差的主要原因为:(1)钢的应力不会随着夹杂物而进行传递,应力会出现在夹杂物的周围,然后产生裂纹,非金属夹杂物成为整个应力的核心;(2)非金属夹杂物的变形程度没有钢的变形程度高,所以对钢进行加工处理时,会逐渐在钢和非金属夹杂物接触处出现裂纹。研究人员在分析研究钢材断口时发现,因为抗疲劳性被破坏而出现断裂的地方,存在一定的非金属夹杂物,这些非金属夹杂物表现为粗大脆性或者呈现点状分布且没有发生变形。由此可知,钢的疲劳强度受到非金属夹杂物数量的影响,当非金属夹杂物数量逐渐增多时,钢的疲劳强度会逐渐降低。非金属夹杂物对钢材疲劳性能影响也与其大小有关:体积较大的非金属夹杂物所产生的影响更为严重;非金属夹杂物的体积大小所带来的影响要比非金属夹杂物的含量多少要大许多。
目前,针对齿轮钢中的非金属夹杂物,研究的重点在冶炼过程的控制上,包括如何识别和控制非金属夹杂物的形成和发展,炉渣对其的影响以及如何优化冶炼工艺,但是,对于成品齿轮钢材的非金属夹杂物控制水平的评估研究相对较少。常用检测方法为GB/T10561标准评级图显微检验法对齿轮钢中夹杂物进行评价,新的检测方法GB/T40281极值分析法应用相对较少。本文将两种测定方法进行对比,研究两种检测方法的准确性。同时尝试将非金属夹杂物检测结果与齿轮钢的疲劳极限相关联,在实施齿轮钢疲劳试验受限时,可用非金属夹杂物检测结果来初步确定齿轮钢的疲劳极限。
1、对比试验过程和结果
1.1钢中非金属夹杂物分类
按照来源分类:内生夹杂物和外来夹杂物。其中内生夹杂物是在冶炼过程中由一些物理和化学反应而生成的夹杂物,主要包括相关化合物和进行脱氧工序时出现的脱氧物质,随着温度降低析出的O、S、N与钢中元素反应,生成细小的氧化物、硫化物和氮化物等残留物,一般无法避免;外来夹杂物是在冶炼过程中与周围物质接触产生的夹杂物,主要包括冶炼和浇铸时钢液表面漂浮的炉渣、从炼钢炉或钢包内壁中脱落的耐火材料等,能够通过采取相关措施避免。
按照化学成分分类:氧化物类夹杂物、硫化物类夹杂物和氮化物类夹杂物。其中氧化物类夹杂物又分为简单氧化物(氧化亚铁、氧化铁、氧化锰、二氧化硅、氧化铝和氧化镁);复杂氧化物(铁硅酸盐,液态的硅酸盐);硅酸盐(锰硅酸盐和钙硅酸盐)。
按夹杂物形态分类:A类为硫化物类,具有高延展性、有较宽范围形态比(长度/宽度)的单个灰色夹杂物,一般端部呈圆角;B类为氧化铝类,大多数没有变形、带角、形态比小、黑色或带蓝色的颗粒,沿轧制方向排成一行;C类为硅酸盐类,具有高的延展性,有较宽范围形态比的单个呈黑色或深色夹杂物,一般端部呈锐角;D类为球状氧化物类,不变形、带角或圆形、形态比一般小于3、黑色或带蓝色、无规则分布的颗粒;Ds类为单颗粒球状类,圆形或近似圆形,直径不小于13μm的单颗粒夹杂物。
1.2试验材料
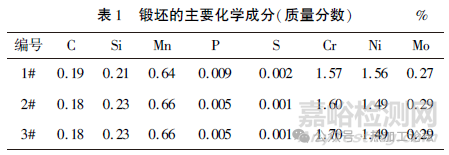
在现有生产的齿轮钢中选取3根齿轮钢锻坯,编号分别为1#、2#和3#,为了确保对比试验结果的可靠性,3根锻坯选自3个不同冶炼炉批次,保证各锻坯中H、O、P、S含量基本相同,锻造工艺、锻后热处理及锻坯尺寸相同,取本体试样进行检测,锻坯的化学成分、残余元素、气体含量分别如表1、表2所示。

1.3标准评级图显微检验法
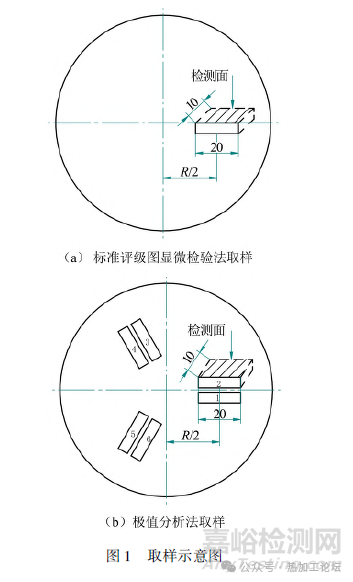
根据GB/T10561-2015《钢中非金属夹杂物含量的测定-标准评级图显微检验法》,分别在3个锻坯端面端面1/2半径(R)处并沿纵向方向延伸切取20mm×10mm×5mm的试样,取样位置及尺寸如图1(a)所示。在100倍的放大倍率下,采用标准评级图显微检验法进行检测,检测结果如表3所示。
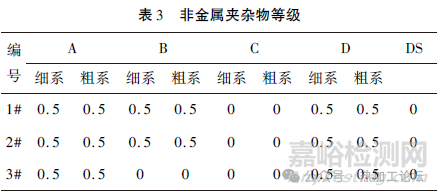
由表3结果可知:1#、2#齿轮钢锻坯的非金属夹杂物A类、B类、D类夹杂物粗系和细系均为0.5级,C类夹杂物粗系和细系及Ds类夹杂物均为0级;3#齿轮钢锻坯中A类、D类夹杂物粗系和细系均为0.5级,B类、C类夹杂物粗系和细系及Ds类夹杂物均为0级。由此可知1#、2#齿轮钢锻坯的非金属夹杂物等级相同,3#齿轮钢锻坯的非金属夹杂物等级优于1#、2#齿轮钢锻坯。
1.4极值分析法
根据GB/T40281—2021《钢中非金属夹杂物含量的测定-极值分析法》中要求,分别在3个锻坯端面1/2半径(R)处,圆周间隔120°,并沿纵向方向延伸取20mm×10mm×5mm试样各2个,共6个试样,对试样进行粗磨、细磨和抛光等工序,研制成可用于分析非金属夹杂物的金相试样,分析每个试样,记录每个非金属夹杂物类型的长度或直径,再对试样进行磨制,每次在磨光时,应至少去除0.3mm的材料,以上检测过程可重复4次,6个试样共24个检测面,取样位置及尺寸如图1(b)所示。试样中的非金属夹杂物进行分析时采用的设备是Aspex扫描电镜,夹杂物起始检测尺寸为1μm,采用极值法对夹杂物进行评价,评价结果如表4所示。
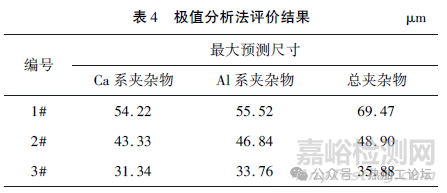
由表4极值分析法得到的结果为1#齿轮钢锻坯的非金属夹杂物最大预测尺寸Lmax为67.47μm;2#齿轮钢锻坯的非金属夹杂物最大预测尺寸Lmax为48.90μm;3#齿轮钢锻坯的非金属夹杂物最大预测尺寸Lmax为35.88μm。由此可知1#、2#、3#齿轮钢锻坯的非金属夹杂物最大预测尺寸呈递减趋势,3#齿轮钢锻坯的非金属夹杂物等级最优,2#齿轮钢锻坯次之,1#齿轮钢锻坯为三者中最差。
1.5结果对比分析
从两种检测方法得到的检测结果可以看出,在由标准评级图显微检验法得到的1#、2#齿轮钢锻坯的非金属夹杂物级别相同的情况下,极值分析法能准确地评价出1#、2#齿轮钢锻坯中非金属夹杂物的差距。
2、齿轮钢锻坯旋转弯曲疲劳试验
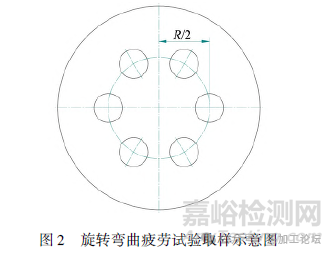
为了对比3个齿轮钢锻坯的疲劳性能,并尝试将齿轮钢锻坯疲劳性能与第一部分两种非金属夹杂物检测方法建立起联系,分别在1#、2#、3#齿轮钢锻坯1/2半径(R)处各制取45根标准圆柱试样,取样位置如图2所示。
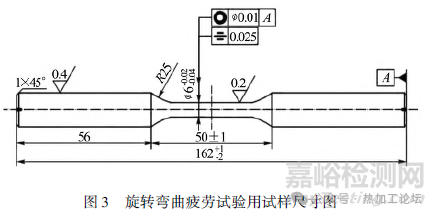
试验用试样经过相同加工工艺、渗碳淬火热处理工艺,有效硬化层深度为1.75mm,加工完成后,通过旋转弯曲疲劳试验机进行试验,采用的标准为GB/T4337—2008《金属材料疲劳试验旋转弯曲方法》,试样尺寸如图3所示,获得室温下被测材料的疲劳-寿命曲线(S-N曲线)和被测材料的基础疲劳强度值,随后切取疲劳试样断口,对疲劳断口进行失效模式分析与裂纹溯源。观察断口微观形貌,分析旋转弯曲疲劳试样失效形式,并对观察到的夹杂物大小进行分析。
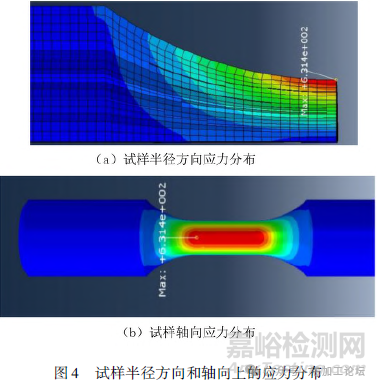
将试样放置在主轴转速为3000~6000r/min、频率为50~100Hz悬臂式旋转弯曲疲劳试验台上进行试验,当试样失效或达到规定的循环次数1×107次时,试验结束。根据试验测得的应力值及其对应的循环次数,绘制出疲劳-寿命曲线(S-N曲线)及确定疲劳强度极限值。试验过程中,试样应力分布如图4所示。
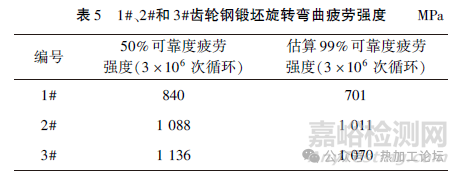
根据试验结果绘制出的疲劳-寿命曲线(S-N曲线),图5为1#齿轮钢锻坯的疲劳-寿命曲线(S-N曲线),当循环次数为1×107次时,疲劳强度值约为780MPa;当循环次数为3×106次时,疲劳强度值约为840MPa;对极限试件的疲劳寿命变化进行计算,计算出99%可靠性的3×106次循环的疲劳极限值在700~720MPa。1#、2#、3#齿轮钢锻坯旋转弯曲疲劳强度如表5所示。
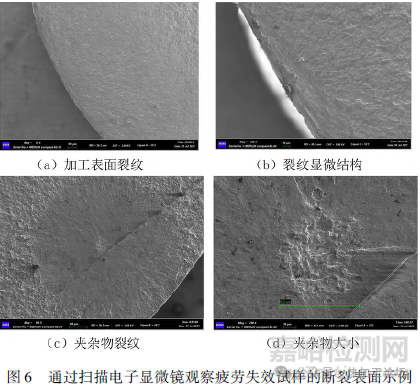
对1#齿轮钢锻坯失效试样的断裂面进行断口分析,试样均为疲劳断裂,裂纹源多为自加工表面和非金属夹杂物。对断裂表面进行扫描电镜分析,显微图片如图6所示。测量显微图片中断口处非金属夹杂物尺寸,大小约为63~64μm,夹杂物类型为硫化物,该数值与1.4节中用极值分析法评价出的1#齿轮钢锻坯中的最大预测尺寸67.47μm接近。
旋转弯曲疲劳试验结果1#、2#、3#齿轮钢锻坯的99%可靠度疲劳强度3×106次循环的疲劳极限值分别为701MPa、1011MPa、1070MPa;试验结果表明1#、2#、3#齿轮钢锻坯的疲劳强度呈上升趋势;该趋势与用极值分析法评价出的1#、2#、3#齿轮钢锻坯中非金属夹杂物最大预测尺寸呈递减的趋势相对应,即钢材中非金属夹杂物尺寸越小,其疲劳强度越高;同时对1#齿轮钢锻坯疲劳强度试验试样断口分析时发现,断口处非金属夹杂物大小约为63.3μm,该数值与1.4节中用极值分析法评价出的1#齿轮钢锻坯中的最大预测尺寸67.47μm接近,这也说明了极值分析法评价钢中非金属夹杂物的准确性。
3、结论
(1)由于标准评级图显微检验法样本数量少,检验到的非金属夹杂物存在一定的偶然性,数据分散,很难发现钢中大尺寸的非金属夹杂物,国内冶炼工艺水平不断提高,使得齿轮钢冶金质量也得到了很大提升,导致检测非金属夹杂物时,不同炉次的齿轮钢锻坯所获得的非金属夹杂物级别基本相同,无法进行进一步的评价。而采用极值分析法对非金属夹杂物进行分析时,增加了检测次数,降低了检测到非金属夹杂物的偶然性,而后运用统计学分析方法对数据进行分析,能够真实反映出齿轮钢锻坯中非金属夹杂物的真实尺寸,大大降低检测到非金属夹杂物的偶然性。
(2)标准评级图显微检验法采用与图片对比的方法来评定非金属夹杂物的级别,数据是非连续性的,级别与非金属夹杂物长度呈指数增加,无法与齿轮钢的疲劳寿命关联起来,采用极值分析法可以显著提高检测效率,得到的非金属夹杂物的数值可靠性高,更加接近真实大小,可以更准确地反映出非金属夹杂物在钢材中的分布情况,易于与钢材疲劳寿命相关联。钢材的疲劳试验耗时长,费用高,对试验设备和试验试样加工精度要求高,费时费力,当因受疲劳试验时间和试验条件等因素限制而无法进行钢材的疲劳试验时,可通过极值分析法来评价钢材中的非金属夹杂物的最大预测尺寸Lmax的值来初步判断所选用的钢材的疲劳强度是否能达到要求例如已将1#齿轮钢锻坯做成了齿轮样件,并进行了齿面接触疲劳试验和齿根弯曲疲劳试验,所得试验结果刚好满足设计要求,可将用极值分析法来评价1#齿轮钢锻坯中的非金属夹杂物的最大预测尺寸Lmax=67.47μm作为一个评价基准,当新选用的齿轮锻坯用极值分析法得到最大预测尺寸Lmax>67.47μm时,视为不可用,须做进一步的试验测试来评价;当Lmax≤67.47μm,则视为可用。

来源:Internet