核心:不锈钢或镍钛为主,决定扭矩、支撑与可塑性;常见“全长锥磨”的渐变直径以平衡推送与柔顺。临床上如 Amplatz 等刚性工作导丝采用不锈钢芯+PTFE 涂层的典型构型。
线圈/包覆:远端常用不锈钢或铂合金线圈提高显影与触觉反馈;外层可加 聚合物护套(如 Pebax/PU)以优化轨道性与血管保护。CTO 领域的铂丝致密绕制可兼顾显影与柔顺。
远端与 Tip:连接线圈与芯轴、控制柔顺过渡;有“core-to-tip”与“ribbon-to-tip”两大派生。
表面涂层:干润滑 PTFE 与遇水润滑的亲水涂层(PVP 等)是两大路线,临床侧重“干润滑即用”或“遇水超润滑”在不同场景权衡。
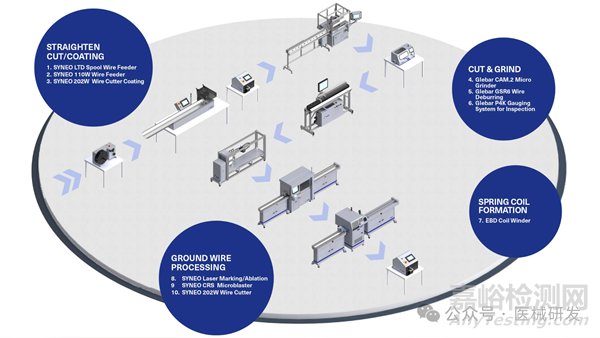
2.制造总览:一条典型导丝的工艺流程图
原材准备 → 芯轴磨削 → 热处理/定型 → 线圈绕制与装配 → 远端成形/焊接(或钎焊) → 聚合物护套挤出/回流包覆(可选)→ 表面处理与涂层 → 去毛刺/电化学抛光 → 清洗/干燥 → 在线/离线测试 → 包装与灭菌
3.关键工序拆解与工艺要点
3.1. 芯轴磨削
目标:做出从近端到远端的多段锥度与颈缩,兼顾扭矩传递与远端柔顺。
手段:CNC 无心磨 + 轮廓测量闭环调参,关注段差处的过渡半径与表面粗糙度(Ra)。
材料选择:不锈钢(线弹性,易成形、扭矩直达) vs NiTi(超弹性,抗折/抗打);注:NiTi 需配合热处理控制相变窗口与回弹。
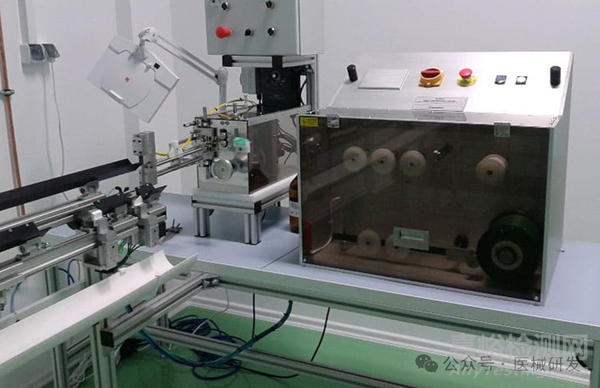
3.2. 线圈绕制与显影增强
线材:圆丝/扁丝、单股或多股、单层或交叉绕制;远端常用铂或钨合金提升显影。
装配连接:激光焊、硬钎焊、银焊等;需控制热影响区,避免脆化与脱落。
3.3. 远端构型与安全带
core-to-tip 设计手感直观、扭矩响应好;ribbon 方案更柔但需关注连接强度与疲劳。整形:热定型模具/整形夹具+在线影像检查,控制回弹与塑形稳定性。
3.4. 聚合物护套与回流包覆
目的:增加柔顺过渡和血管保护,并可做分段硬度(如 Pebax 3533→5533)实现“软硬梯度”。
工艺:微挤出护套→FEP 回流贴合→修边去毛刺。需关注界面洁净与气泡/流痕缺陷控制。
3.5. 表面涂层
PTFE 干润滑:无需湿润即可低摩擦;常见喷涂/reel-to-reel方式。
亲水涂层(以 PVP 为代表):底涂 +主涂 + 固化;溶液黏度(如 50–250 cP)有助于防止涂料渗入线圈缝隙,影响附着与外观。
风险点:涂层脱落/微粒,有报道临床安全事件,因此需重视表面预处理、涂层附着力与模拟使用疲劳后的微粒释放评估。
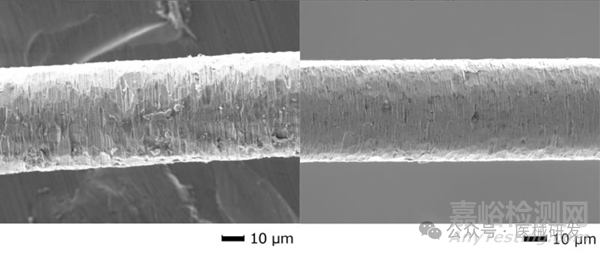
3.6. 表面精饰与清洗
电化学抛光/滚抛降低表面峰谷;
多段清洗(碱洗/超声/DI冲洗/干燥)去除油污与颗粒;
4.怎么证明“做得好”:标准与测试矩阵
4.1. 产品层面:ISO 11070及典型试验
ISO 11070是导丝适用的核心国际标准之一(一次性、无菌,面向血管介入用途),覆盖尺寸标识、结构安全性与多项测试(拉伸、扭矩、柔曲/疲劳、腐蚀等)。
工程化转译:
峰值拉伸/连接强度:覆盖远端焊点与安全带失效模式;
扭矩效率/延迟:验证从近端到远端的响应一致性;
柔曲/抗打折:匹配目标血管半径;
腐蚀/耐久:材料与表面状态验证;
粒子/涂层耐久:在模拟使用后计数与分析(涂层尤其关键)。
4.2. 体系与灭菌/包装
QMS:ISO 13485 贯穿设计—生产—放行的质量管理主标准;ISO 14971 要求端到端风险管理。
灭菌:导丝常用 环氧乙烷(EO) 或辐照路线;EO 过程的开发/验证遵循 ISO 11135。
包装:终端灭菌包装依 ISO 11607-1/-2 做材料与成型/封合过程验证。
5.从研发到量产:工艺控制的“5+1”关键点
磨削轮廓 CP/CPK:把核心几何当成“功能堆栈”,控制各段锥度、过渡半径与 Ra;建立来料→磨削→终检的量纲链。
连接质量:激光焊/钎焊区做显微金相与拉伸/疲劳统计,防止尖端脱落的最坏失效。
涂层体系验证:前处理(等离子/化学活化)→底涂→主涂→固化窗→模拟使用后附着/微粒;亲水涂层对水化-脱水循环和折弯疲劳敏感。
扭矩一致性与回弹:设计时就把材料(SS vs NiTi)× 轮廓 × 护套/线圈作为一体化变量做 DOE;验证端关注扭矩相位延迟与批内一致性。
显影与柔顺平衡:铂线圈长度/密度与远端柔顺呈拉锯,需结合目标解剖(冠脉、外周、神经)设差异化配方。
+1法规闭环:把 ISO 11070 的型式试验映射到工艺放行指标(如连接强度、扭矩效率、柔曲半径等)的持续监控,并纳入 13485/14971 的变更与风险控制流程。
6.配方/结构常见“搭配策略”
干润滑通用型:SS 核心 + 全长 PTFE 涂层 + 远端不锈钢线圈;适合“换位/支撑”场景。
超弹性通过性型:NiTi 核心 + 远端铂线圈 + 亲水涂层(PVP);适合弯曲血管、痉挛或微腔通过。
显影增强型:延长铂线圈段或加重金属填充的聚合物头端。
7.常见工艺失效模式
尖端连接失效(焊点/钎焊区脆裂)→ 提前疲劳测试 + 金相/拉伸双验证。
打折/永久弯折→ 调整磨削锥度、材料与护套梯度;做最小弯曲半径与回弹评估。
涂层起皮/颗粒脱落 → 强化前处理与固化窗;建立模拟使用后的微粒评价与化学成分溯源。
扭矩滞后/方向偏差 → 关注芯轴直线度、护套同心度与线圈张力一致性,做批内相位差监控。
来源:医械研发
关键词:
医用导丝