摘要: 通过对路试断裂螺栓套进行断口和能谱分析,确定断裂失效模式为延迟性开裂,并进一步从金相和硬度方面分析认为,不当的焊接工艺导致螺栓套形成中碳马氏体,硬度偏高是延迟开裂的主要原因。通过改进螺栓套焊接工艺解决了螺栓套硬度偏高问题,改进后再次进行金相和硬度检验,螺栓套马氏体含量和硬度均降低到合理范围内,螺栓套延迟开裂问题得到了有效控制。
关键词:螺栓套 焊接 延迟开裂 马氏体
1 前言
汽车螺栓套是悬架与车身的关键连接点,需满足连接的刚度、强度、焊接性能等特殊性能。它直接关系到车辆的稳定性和乘员的舒适性,为保证连接强度,螺栓套一般与车身采用焊接方式连接[1]。如果螺栓套出现断裂失效与车身之间失去连接作用,轻则引起车辆异响,客户抱怨,对车辆的品牌形象造成不良影响,重则引起车身稳定性变差,在车辆急转弯过程中倾斜角度变大,易引起交通事故。
为保证螺栓套和车身之间的焊接性能,同时考虑螺栓套配合高强度螺栓(10.9 级),因此螺栓套一般选用中碳钢或中碳合金钢。由于中碳钢焊接性能较差,如果焊接工艺参数不合理,常出现冷裂纹缺欠[2]。当前,相关文献多认为高强钢焊接冷裂纹(延迟裂纹)产生机理与局部的氢聚集有关,而对其他原因的分析较少。本研究主要从工程技术角度出发,通过对某35CrMo 材料的失效螺栓套进行断口宏微观分析,并对其金相组织、硬度、化学成分进行检测,从而确定螺栓套断裂失效模式和性质,对其失效机理进行深入分析,以期通过优化焊接工艺,解决螺栓套开裂问题。
2 故障背景
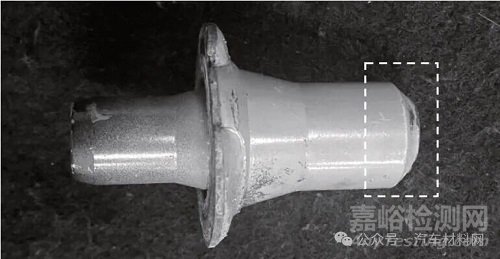
如图1 所示,某型号车型在整车路试可靠性试验进行到3 000 圈左右(设计寿命要求5 000 圈)时车身发生严重异响抖动,现场检查确认,车身与车架连接处用螺栓套在焊机处发生开裂,螺栓套开裂部位锈蚀较为严重。
图1 螺栓套外观及断裂位置
3 试验过程与结果
3.1 螺栓套断裂特征和宏观断口分析
整车路试可靠性车辆螺栓套开裂发生在车身连接焊接处,断裂处表面没有明显异常和缺陷,车身经涂装后螺栓套表面呈灰色,如图2 所示。
图2 开裂失效螺栓套形貌螺
栓套断口附近无明显宏观塑性变形,断口断裂方向垂直于拉伸载荷方向,断面有严重氧化生锈痕迹。断面形态分为两部分(标记为A 区和B区)。A 区所占面积最大,约占整个断口的80%,局部可见明显与表面涂装色彩相似的油漆物质,如图3。而B 区所占面积最小,约占整个断口的20%,并未观察到类似涂装色彩的物质,且断面有明显的金属反复挤压形成的金属光亮色,断面损伤较严重,已失去进一步微观形貌分析的意义。由此推断,裂纹首先产生于A 区,B 区断口是在后续车辆路试过程中在外力反复作用下形成的。
图3 断裂失效螺栓套断口宏观形貌断
口经超声波清洗后,在Stemi 508 体式显微镜下将图3 的A 区中疑似油漆色彩物质放大观察,疑似油漆层呈流淌状分布,并伴有颗粒状物质,疑似焊接飞溅,如图4 所示。虽然断口氧化损伤较严重,但在部分区域仍然能够观察到暗灰色颗粒状的粗糙断裂面,并有明显发亮的小刻面,为典型脆性断裂特征,如图5 所示。
图4 断裂失效螺栓套断面油漆宏观形貌图
5 断裂失效螺栓套宏观脆性断口形貌
3.2 微观断口和能谱分析
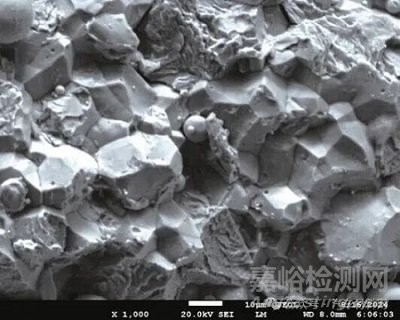
利用扫描电镜对断口形貌进行观察,整个断裂面均呈典型的沿晶冰糖状花样,晶粒明显,晶面光滑,未见明显鸡爪花样,如图6 所示。
图6 宏观脆性区断口微观形貌
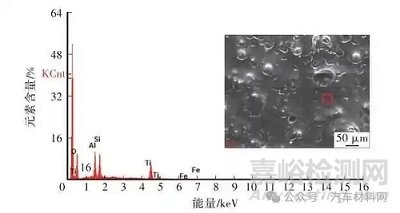
对断口疑似油漆层物质区域进行能谱分析,其成分以C 为主,以Si、Ti、Ai 为辅,如图7 所示,其成分符合汽车涂装油漆成分结构[3]。上述结果表明,螺栓套在车身涂装之前已开裂。
图7 断口油漆层能谱分析结果
3.3 理化检验
3.3.1 元素含量检验
失效螺栓套的元素含量检验结果及技术要求见表1,检验结果符合技术要求。
表1 螺栓套元素含量检验结果及技术要求(质量分数) %
3.3.2 金相检验
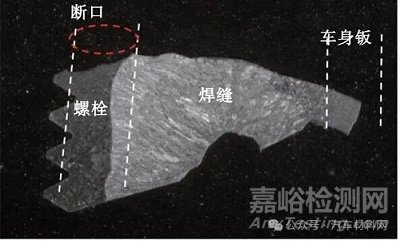
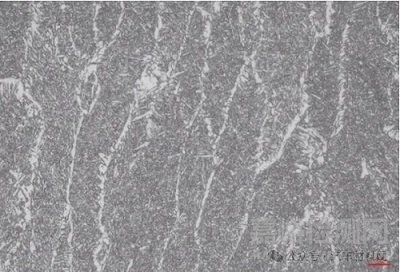
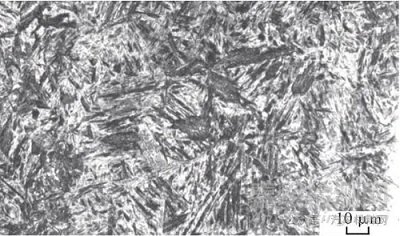
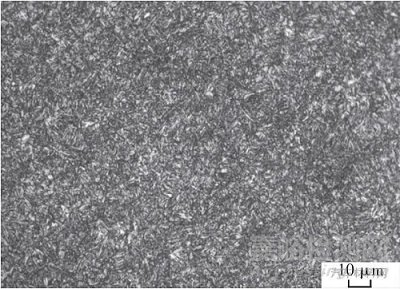
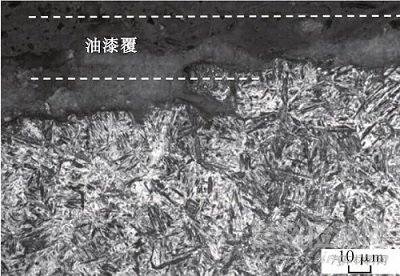
垂直于断口方向截取金相试样,经镶样、磨抛、腐蚀后,其宏观形貌如图8 所示。图8 中焊缝区金相组织呈柱状晶分布,晶界处为铁素体,晶内为索氏体和针状铁素体,呈魏氏组织,如图9 所示;焊接热影响区,即焊缝宽度方向所有螺纹金相组织均为中等针状马氏体,如图10 所示;螺栓套母材金相组织为回火索氏体,如图11 所示;断口表面可见明显油漆覆盖层,如图12 所示。
图8 断口宏观结构形貌
图9 焊缝区金相组织 100×
图10 热影响区金相组织 500×
图11 螺栓套母材金相组织 500×
图12 断口处金相组织 200×
3.3.3 硬度分析
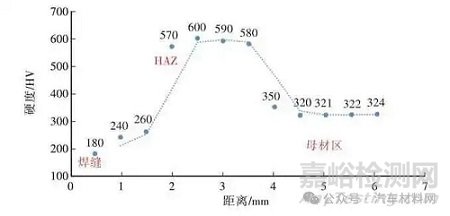
螺栓套焊接接头硬度曲线如图13 所示,硬度测量垂直熔合线的焊缝进行, 硬度点对应各区域已在图13 中标明。可见,焊接热影响区硬度在570~600 HV 范围内, 结合热影响区金相组织可知,螺栓套(35CrMo)在焊后冷却较快,热影响区形成马氏体组织,导致该区域硬度偏高。
图13 螺栓套焊接接头硬度曲线
4 失效原因分析与讨论
螺栓套通过焊接方式连接到车身上,车身整体涂装处理+烘烤,如果在涂装前开裂,则起源区域会覆盖与涂装油漆层相同颜色的覆盖层。图4所示为螺栓套断面照片,断裂面有明显与表面涂装色彩相同的覆盖层,且伴有大量颗粒状焊接飞溅。能谱检测结果表明其表面覆盖层符合汽车涂装油漆成分结构。由此可判断,螺栓套在涂装前已发生开裂。
断口检测结果显示,裂纹源起源于螺栓套焊接热影响区,断面正常以沿晶为主。
车身焊接产线反馈该螺栓套在焊接后涂装前检查时经常出现开裂,结合上述脆性沿晶的断口特征可判断该路试断裂性质应为延迟开裂。
延迟开裂是指在一定组织状态下及张应力作用下,金属零件裂纹萌生、稳定扩展、失稳扩展的失效全过程,亦称静疲劳[4]。
工程技术上延迟开裂主要分为高强钢延迟开裂和应力腐蚀两大类。其中应力腐蚀是指金属零件在一定的应力和一定的腐蚀介质作用下导致的破断失效[5],应力腐蚀属于局部腐蚀,在开裂的断口表面会检测到腐蚀介质的存在,如氯元素[6]。而失效件的断裂面未见相关腐蚀物质,因此可以判断:螺栓套开裂非应力腐蚀,而是高强钢延迟开裂。
高强钢延迟开裂涵盖的范围很广,包括各种高强度螺栓、弹性元件、渗碳感应淬火件、调质件等,其中还包括一些常见的零件工艺缺陷,如淬火裂纹、磨削裂纹及焊接冷裂纹等[7]。根据金相组织分析结果认为螺栓套延迟开裂主要与焊接冷裂纹有关。
高强钢延迟开裂主要与以下3 个因素有关[8]:氢的存在和作用;足够的拉应力,包括零部件内在的组织应力和外在的工作应力;马氏体及其“不充分”的回火组织。其中:具有马氏体组织的材料拥有较高的强度,是延迟开裂的必要条件;应力和氢是延迟开裂的充分条件。依据国际焊接学会推荐的碳当量计算公式[9]为:
式中:CE 为碳当量,ω 为各元素在钢中的质量分数。
根据螺栓套化学成分,螺栓套焊接碳当量约为0.72%,当碳当量>0.60%时钢材的脆硬性高,焊接性差,焊接冷裂倾向增大[10]。螺栓套焊接后在热影响区形成中碳马氏体,使该区域硬度较高,根据螺栓套硬度测试结果显示,热影响区硬度高达600 HV,远远超出螺栓套正常硬度范围。依据GB/T 1172—1999《黑色金属硬度及强度换算值》,其抗拉强度超过1 888 MPa,强度越高,延迟开裂敏感性越强,出现延迟开裂的概率越高。
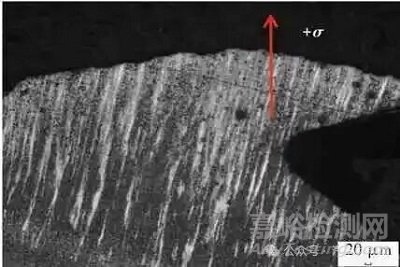
关于应力场问题,如图14 所示,主要考虑淬火组织区域(热影响区)受到未淬火区域(母材)的约束,各部分膨胀收缩差异较大。即淬火区域与未淬火的区域之间构成了拉应力场,在过渡区的淬火组织一侧开裂。因此,该裂纹实际上也属于淬火裂纹的一种。
图14 螺栓套焊接接头应力场示意
氢因素可能来源于3 个方面[11]:原材料制造过程、零件表面涂装前酸洗过程、焊接过程。由于原材料来自正规的供货渠道、涂装酸洗工艺正常、表面油漆层完好,无腐蚀发生,且焊接现场为恒温恒湿场所,焊接前焊丝经烘烤处理,因此引入大量的氢导致延迟开裂的因素不成立。
基于延迟断裂各影响因素的排查结果,本次车身用螺栓套延迟开裂主要与热影响区马氏体组织有关,马氏体组织的形成与其焊接工艺参数有关。
5 改进建议
针对螺栓套断裂失效模式及原因,提出改进建议:对螺栓套进行焊前预热、焊后缓冷,提高热输入量和焊接速度,控制热影响区的脆性马氏体含量。
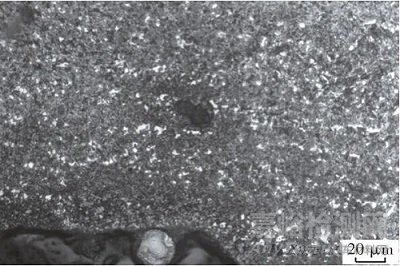
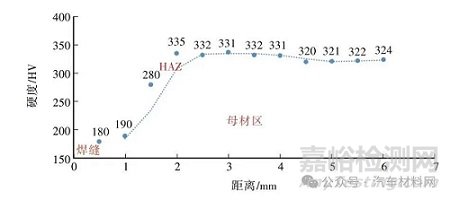
通过以上优化改进,螺栓套焊接热影响区组织细小马氏体+屈氏体+块状铁素体如图15 所示,热影响区最高硬度为335 HV,较改进前明显降低,如图16 所示,说明该区域塑性和韧性提高,延迟裂纹敏感性降低。工艺改进后的螺栓套未发现延迟开裂现象。
图15 改进后热影响区金相组织 200×
图16 改进后螺栓套焊接接头硬度曲线
由于35CrMo 材料为中碳合金结构钢,焊接性较差,这是材料特性决定的,因此行业内往往采取焊前预热、降低冷却速度的方式来控制。通过以上验证也充分证实了该方案的可行性。但由于汽车产业采用大规模生产方式,如果通过焊前预热的方式降低马氏体的含量,虽然能够在一定程度上降低螺栓套延迟开裂的风险,但其生产周期和成本必然会上升,且对焊接工艺要求较高。因此,建议将螺栓套材料更换为焊接性较好,又能缩短生产周期和降低成本的低碳合金钢10B21 材料。
焊接性的最主要影响因素是化学元素碳,由于10B21 材料含碳量仅为0.18%~0.23%,碳当量约为0.3%~0.4%,远小于35CrMo 材料的碳当量(0.72%),因此焊接性好,广泛应用于制造高强度紧固件和焊接结构件[12]。
6 结束语
a.螺栓套在焊接后、涂装前已经发生开裂,开裂失效模式为延迟性开裂,其原因主要与不当的焊接工艺使螺栓套热影响区组织转变为中碳马氏体,导致硬度偏高有关,增加了延迟开裂的敏感性。
b.针对螺栓套延迟开裂的原因提出了优化焊接工艺的建议。通过优化焊接参数和工艺流程、控制热影响区马氏体的含量,降低硬度、螺栓套延迟开裂问题得到了有效控制。
c.从生产周期和成本方面考虑,建议将35CrMo 材料更换为10B21 材料。
来源:未知
关键词:
螺栓套
断裂失效