在塑料加工领域,熔体粘度和熔体强度是两个至关重要却又常被混淆的核心参数。它们如同塑料加工过程中的"血液"与"骨骼",共同决定着材料的加工行为和最終产品性能。全面理解这两者的本质区别、相互作用以及准确检测方法,对于优化生产工艺、提升产品质量、开发新材料具有至关重要的指导意义。本文将深入探讨熔体粘度与熔体强度的基本概念、在加工中的应用差异、检测技术及其在实际生产中的协同作用,为塑料行业从业人员提供系统性的参考框架。
本质概念区别
熔体粘度和熔体强度虽然都是描述塑料熔体流变行为的关键参数,但它们的物理本质和作用机制存在着根本性的差异。
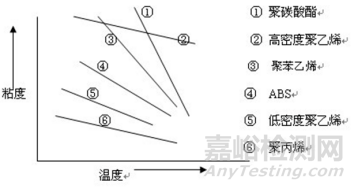
熔体粘度是塑料熔体抵抗流动的内在阻力的量度,定义为剪切应力与剪切速率之比。它本质上反映了分子链之间、链段之间以及分子链与填充物之间的相互摩擦作用力。粘度高的熔体流动困难,需要更高的加工压力;而粘度低的熔体则容易流动,填充模具更为容易。粘度受到多种因素影响,包括分子量(分子量越高,粘度越高)、分子量分布(分布越宽,剪切稀化效应越明显)、温度(温度升高,粘度降低)以及剪切速率(对于非牛顿流体,粘度随剪切速率增加而降低)。
图 常用塑料的粘度与温度的关系
熔体强度则是指塑料熔体在受拉伸时抵抗断裂的能力,它反映了熔体在拉伸应力下的内在韧性和自支撑性。熔体强度高的材料能够承受更大的拉伸形变而不破裂,这对于吹塑、热成型、发泡和纺丝等涉及拉伸流动的加工工艺至关重要。熔体强度主要取决于分子链的缠结程度、分子量大小、支化结构(长链支化可显著提高熔体强度)以及是否存在交联。
值得注意的是,熔体粘度和熔体强度并不总是正相关。某些材料(如高分枝度的低密度聚乙烯LDPE)可能具有较高的熔体强度和中等粘度;而一些线性聚合物(如高分子量的线性低密度聚乙烯LLDPE)可能具有高粘度但熔体强度相对较低,更容易出现"熔垂"现象。
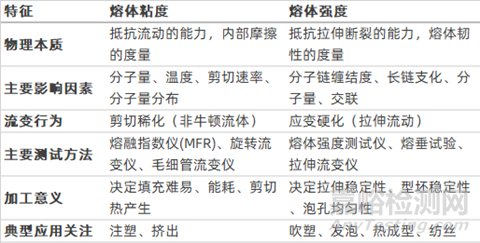
为了更清晰地理解两者的区别,以下表格总结了熔体粘度与熔体强度的关键特征:
表1 熔体粘度与熔体强度的本质特征对比
从流变学角度看,熔体粘度属于剪切流变的研究范畴,而熔体强度则与拉伸流变特性密切相关。在实际加工过程中,塑料熔体往往同时受到剪切流动和拉伸流动的作用,只是比例不同。例如,在挤出和注塑中,剪切流动占主导;而在吹塑、纺丝和热成型中,拉伸流动则更为重要。因此,全面评估一种材料的加工性能,需要同时了解其剪切粘度和拉伸流变行为(即熔体强度)。
理解熔体粘度与熔体强度的这些根本区别,是正确选择材料、优化加工工艺以及解读加工现象的基础。这也决定了为何需要不同的测试方法和技术来分别表征这两个关键参数。
在塑料加工中的不同用途
熔体粘度和熔体强度在塑料加工过程中扮演着不同但同样关键的角色,它们共同影响着从材料准备到最终成型的每一个环节。理解它们各自的应用领域和协同效应,对于优化生产工艺和提升产品质量至关重要。
2.1 不同的应用方向
熔体粘度的应用方向主要集中在材料流动和填充行为的控制上。在注塑成型中,适当的粘度至关重要。粘度过高会导致填充不足、制品表面缺陷以及需要更高的注射压力和温度,从而增加能耗和设备磨损。粘度过低则容易产生飞边(毛刺),并且由于分子取向松弛过快可能导致产品质量不均。在挤出成型中,粘度直接影响挤出物的形状稳定性和产量。高粘度材料通常需要更大的驱动功率,但可能获得更好的熔体强度和形状保持性。挤出的剪切速率范围较宽,因此需要关注材料粘度的剪切稀化行为,以平衡生产效率和产品质量。
熔体强度则在涉及拉伸变形的加工工艺中起着决定性作用。在吹塑成型中,型坯(parison)在自身重量下的下垂行为和吹胀过程中的均匀性直接取决于熔体强度。高熔体强度可以防止型坯过度拉伸和破裂,确保容器壁厚均匀。
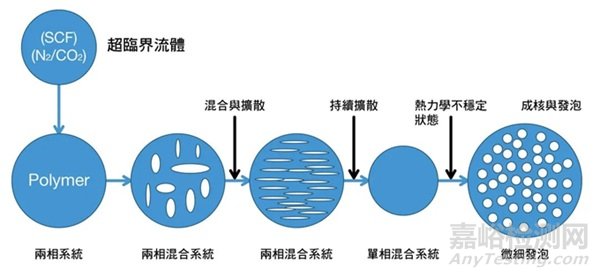
图 化学微发泡成型过程微观示意
在发泡过程中,熔体强度决定了气泡能否被稳定地捕获和扩张而不破裂。如果熔体强度不足,气泡会合并或塌陷,导致泡孔结构不均甚至整个发泡过程的失败。在热成型中,熔体强度影响着片材在加热下的抗下垂能力(sag resistance)以及在模具中的拉伸均匀性。高的熔体强度允许使用更深的拉伸比和更复杂的模具设计。
2.2 两者协同
尽管熔体粘度和熔体强度表征不同的特性,但在实际加工中,它们常常共同作用,影响着最终的加工窗口和产品性能。例如,在挤出吹塑过程中,既需要适当的粘度来保证物料能顺利通过机头和口模(剪切流动),又需要足够的熔体强度来保证型坯的稳定性(拉伸流动)。选择合适的树脂牌号或通过改性调整两者之间的平衡至关重要。有时需要面对权衡(trade-offs)。
例如,为了提高熔体强度而增加分子量或引入长链分支,可能会同时提高粘度,使得加工所需的压力和能耗增加。加工工艺参数对两者也有显著影响。温度是一个典型的例子:升高温度通常会降低熔体粘度(使其更容易流动),但同时也可能会降低熔体强度(因为分子活动能力增强,缠结作用减弱),使其抗拉伸能力下降。因此,寻找一个最佳的温度窗口对于成功加工至关重要。其他如剪切历史、冷却速率等也会对两者产生复杂的影响。
认识到熔体粘度和熔体强度在不同加工工艺中的主导作用及其相互作用,是制定高效、稳定生产工艺的基础。接下来将探讨如何准确测量这两个关键参数。
检测方法
熔体流动速率(MFR/MVR) 测试是最广泛用于快速评估熔体粘度的相对方法。熔融指数仪在标准化的温度、负荷(通常为2.16kg,5kg等)和口模尺寸下,测量10分钟内从口模挤出的熔体质量(MFR,单位g/10min)或体积(MVR)。MFR值与熔体粘度呈反比关系,即MFR值越高,表明材料在该测试条件下的粘度越低。此方法优点是设备成本低、操作简单快捷、标准化程度高,被广泛用于来料检验和品质控制。但其主要缺点是只能在单一低剪切速率(约10-50 s⁻¹)下提供数据,无法反映实际加工中宽广剪切速率范围内粘度的变化(剪切稀化行为)。
旋转流变仪和毛细管流变仪则用于获取全面流变数据。旋转流变仪(通常采用平行板或锥板夹具)可在很宽的频率(剪切速率)范围内施加振荡剪切,精确测量材料的复数粘度、储能模量(G') 和损耗模量(G''),从而深入表征材料的粘弹性。毛细管流变仪则更接近于模拟挤出或注塑过程中的剪切流动,能够在高剪切速率(可达10⁶ s⁻¹)下测量材料的剪切粘度及其对剪切速率和温度的依赖性,并提供剪切稀化指数(n)等关键参数。这些数据对于计算机辅助工程(CAE)模拟和精确的工艺优化极为有价值。
转矩流变仪是一种模拟实际加工过程的综合测试设备。物料在混合腔中经加热、剪切,仪器通过测量驱动转子所需的转矩来反映物料的表观粘度(转矩越高,粘度越大)。通过分析“转矩-时间”曲线,可获取塑化时间、平衡转矩及热稳定性等关键加工参数。该设备还可通过配套的挤出胀大实验,间接评估与熔体强度相关的熔体弹性(胀大比越大,弹性越强)。它尤其适用于评价共混、填充等配方的综合加工性能,是连接实验室数据与生产实践的重要工具。
工程案例
吹膜工艺是体现熔体强度重要性的典型场景。LDPE凭借其长支链结构带来的高熔体强度,使膜泡在吹胀过程中保持稳定,不易破裂,从而制备出厚度均匀的薄膜。而线性结构的PP、LLDPE和HDPE虽可通过调节分子量获得高粘度,却因熔体强度不足,易出现膜泡破裂和厚度波动。这充分说明高粘度不能替代高强度。例如PET因结晶慢可保持熔体强度而适用于吹膜,而结晶快的PBT则不适用;PC虽粘度高但强度不足,故采用平膜挤出而非吹膜。
发泡工艺对材料提出双重挑战,既需足够熔体强度以稳定气泡壁,防止合并塌陷;又需适度粘度以利气体扩散和泡孔均匀生长。普通PP因线性结构导致熔体强度低,发泡时气泡易破裂,难以形成均匀泡孔。通过改性获得的高熔体强度PP(HMS-PP)和天然具有长支链的LDPE则能满足要求。未改性PET也因结晶快、强度不足而需要经过链扩展或支化改性后才能用于发泡。
这些案例表明,熔体粘度与熔体强度是独立而又关联的关键参数。仅凭熔融指数等流动性数据不足以判断材料在吹膜、发泡等拉伸流场中的加工行为,必须结合专业流变测试进行综合评估,才能为材料选择与工艺优化提供准确依据。
来源:Internet
关键词:
熔体粘度
熔体强度