轴承主要用于机械零部件的关键部位,对疲劳寿命和性能可靠性有很高要求。轴承钢冶金质量,特别是钢中非金属夹杂物尺寸,对轴承疲劳寿命有显著的影响。
为了控制轴承钢中大尺寸夹杂物,日本山阳特钢KATO Y指出利用RH(Ruhrstahl Hereaeus)真空进行大尺寸夹杂物去除,为此,将真空时间延长至40min 以上;针对连铸过程产生的大尺寸夹杂物,提出控制钢水二次氧化和钢包下渣可以有效降低该类夹杂物数量。此外,日本山阳特钢SUGIMOTO S等指出钢水硫含量对RH过程大尺寸夹杂物去除也有显著的影响,当硫质量分时为0.003%时,真空脱气时间控制在50 min,可以使脱气后夹杂物尺寸控制在50μm 以下;当硫质量分数为0.007%时,真空脱气时间控制在30min,可保证脱气后夹杂物尺寸控制在50μm以下。日本神户制钢OHTA H等指出轴承钢中大尺寸夹杂物主要是含CaO 类夹杂物,这些夹杂物主要来自精炼渣卷渣,但是在他们的研究结果中并没有给出抑制精炼渣卷渣的方法。日本新日铁KOMAI T等指出换包过程因钢包下渣等原因,会使炉与炉间的交接坯中大尺寸夹杂物数量远多于稳态坯,因此,控制每一炉钢浇铸末期剩余钢渣量,可以更好地控制大尺寸夹杂物。日本JFE HARADA A 等提出通过推迟向钢中加Al,可以获得较低的精炼渣CaO/SiO2和CaO/Al2O3质量分数比,以此有效控制轴承钢中MgO·Al2O3夹杂物,轴承疲劳寿命提高1.5倍。与此同时,龙鹄等借助高频水浸探伤设备,发现轴承钢中大尺寸夹杂物主要为低熔点钙铝酸盐,为此提出对造渣工艺进行优化。但是,根据目前的研究结果,轴承钢除了存在大尺寸低熔点钙铝酸盐,还存在一定比例的高熔点夹杂物如高熔点钙铝酸盐和MgO·Al2O3,成分与水口结瘤物非常接近,目前很少有这方面的研究报道,因此,有必要对轴承钢中大尺寸夹杂物类型、来源和控制措施进行研究。
鉴于此,本文采用50MHz水浸探伤设备对轴承钢中大尺寸夹杂物进行检测,通过对检测到的大尺寸夹杂物进行定位、解剖,并借助ASPEX扫描电镜对其成分分析,确定大尺寸夹杂物主要来源,同时,结合过程参数控制结果,给出大尺寸夹杂物主要控制措施。
1 试验方案
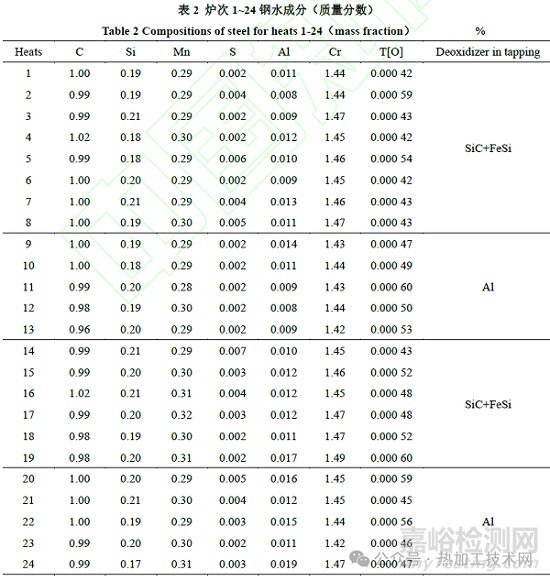
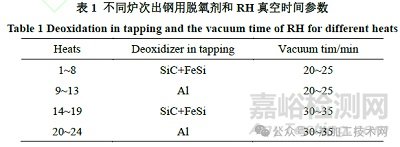
以工业生产的4个浇次共计24炉GCr15 轴承钢为研究对象,每个浇次的第1炉和最后1炉不作研究,第1个浇次选择第2炉~第9炉钢进行取样,标记为炉次1~8,第2个浇次选择第2炉~第6炉钢进行取样,标记为炉次9~13,第3个浇次选择第2炉~第7炉钢进行取样,标记为炉次14~19,第4个浇次选择第2炉~第6炉钢进行取样,标记为炉次20~24。上述炉次采用的炼钢工艺均为120t 转炉→LF 精炼→RH 真空→连铸。转炉出钢加1400kg 石灰和合成渣进行造渣,为了控制较低的精炼渣碱度,炉次1~8和炉次14~19选择出钢不加铝块脱氧,仅加碳化硅和适量硅铁进行脱氧;炉次9~13和20~25采用传统出钢铝脱氧工艺,铝块加入量控制在1.0 kg/t。精炼过程均采用SiC 进行渣面脱氧,精炼20min时炉次1~8和14~19开始向钢中喂入铝线调整铝质量分数至0.020%~0.025%,炉次9~13和20~24精炼全程控制铝质量分数至0.020%~0.025%。RH真空处理时不加任何合金和渣料,炉次1~13真空时间控制在20~25min,炉次14~24真空时间控制在30~35min,具体参数汇总见表1。连铸采用整体水口浇铸,中间包加入碱性覆盖剂减少钢水氧化,每炉浇铸结束剩余钢渣量大于3t;连铸机断面为220mm×260mm,浇铸结束后,对水口内壁结瘤物进行收集,并采用电镜进行成分分析。每个炉次选择1支浇铸曲线最好的非混交坯用于轧制φ45mm棒材,然后随机在该棒材中进行取样。另外,需要说明的是,出钢采用“碳化硅+硅铁”与出钢采用“铝”这两种脱氧工艺对钢水温度的影响可以忽略,并且轴承钢采用大渣量造渣工艺,精炼脱硫负担很小,两种脱氧工艺对精炼时间的影响也可以忽略。
采用50MHz高频水浸对炉次1~24轧制后的棒材实施检测,每个炉次制备2~3块试样,每块试样的检测面为棒材直径1/4 纵向截面,检测面的长度、宽度和厚度分别为90~100、31~33 和25~30 mm,水浸探伤设备检测精度可达φ42μm 的当量平底孔。每块试样检测面积约3000mm2,检测深度为皮下0.5至1.5mm。检测结束后选取典型夹杂物对其进行解剖,然后采用ASPEX 电镜对其进行成分分析。
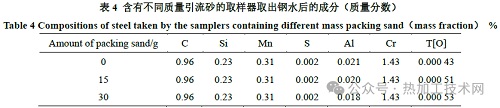
在此基础上,开展1炉钢水氧化对轴承钢夹杂物影响的试验,以研究轴承钢中大尺寸高熔点夹杂物来源,该炉标记为炉次25,具体方法为RH真空结束后,采用3个铁质提桶取样器对该炉次钢水取样,其中1个取样器不加任何物质,另2个取样器分别加入15和30g成分以SiO2、Cr2O3、Fe2O3为主的铬质引流砂,引流砂成分为20.3%SiO2、21.8%Fe2O3、36.9%Cr2O3、11.2%Al2O3、0.6%CaO、7.6%MgO(质量分数),这也是轴承钢工业生产所用引流砂。试验前需将铬质引流砂磨成粉末,并采用孔径为0.074mm的筛子进行筛分,然后将称量好的引流砂放入到取样器中,并采用木塞将取样器密封,最后将这3个铁质取样器同时插入到钢水中停留约5s后拿出,待取样器内的钢水凝固成钢锭,对距钢锭底部15mm的区域进行夹杂物和钢水成分检测。
钢水C、Si、Mn、S、Al、Cr 元素采用光谱分析,钢水T[O]采用氧氮分析仪分析,炉渣中CaO、SiO2、Al2O3、MgO、MnO采用XRF荧光分析,炉渣中FeO采用滴定法分析,钢中小尺寸夹杂物(不小于1 μm)采用ASPEX 扫描电镜分析。
2 试验结果
2.1 钢水和炉渣成分
炉次1~24钢水成分见表2,其中C、Si、Mn、S、Al和Cr为钢水在中间包中的成分即成品成分,T[O]为棒材取样检测结果,可以看出,出钢采用不同的脱氧工艺,钢水S在质量分数均可以控制在0.007%以内,同时,T[O]质量分数均可以控制在0.0006%以内,即不同的出钢脱氧方式,对轴承钢成分和洁净度(T[O])没有显著影响。
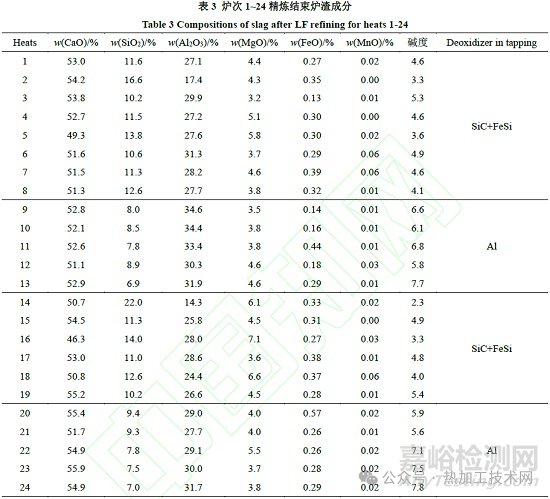
炉次1~24精炼结束炉渣成分见表3,其中炉次1~8、14~19精炼渣碱度控制在2.3~5.4,炉次9~13、20~24精炼渣碱度控制在5.6~7.8,这主要是因为炉次1~8、14~19 出钢采用硅进行脱氧,导致精炼渣中SiO2含量较高,致使精炼渣碱度较低。
炉次25中3个取样器取出钢水后的成分见表4,可以看出,取样器中装有15和30g 引流砂,钢水总氧发生轻微的增加,说明钢水受到轻微的氧化。
2.2 大尺寸夹杂物成分和来源
对炉次1~24 共计55块试样进行50MHz水浸探伤,每块试样检测到的缺陷有点状和长条状两种。选取典型的缺陷进行解剖,对得到的夹杂物进行成分分析,并投影到三元相图中,发现主要有两类夹杂物。
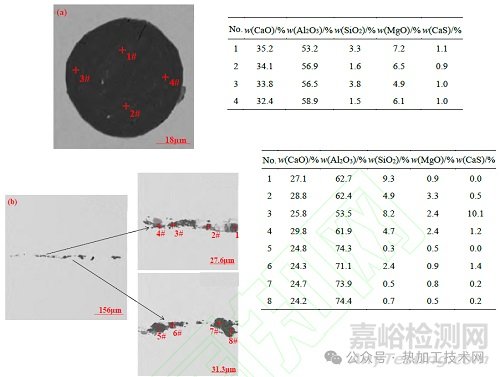
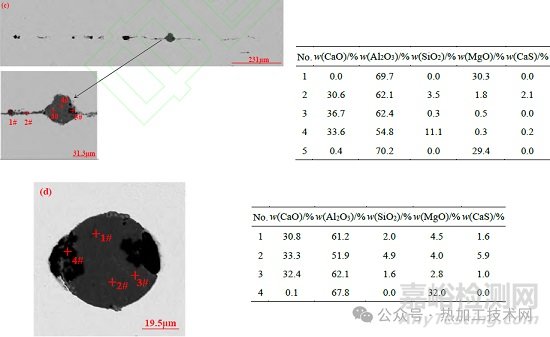
第1类夹杂物以低熔点钙铝酸盐为主,从形态上来看既有点状也有长条状低熔点钙铝酸盐,如图1所示。
部分夹杂物会在基体中析出MgO·Al2O3,如图1(c)~(f),其中MgO·Al2O3颜色比低熔点钙铝酸盐更黑。
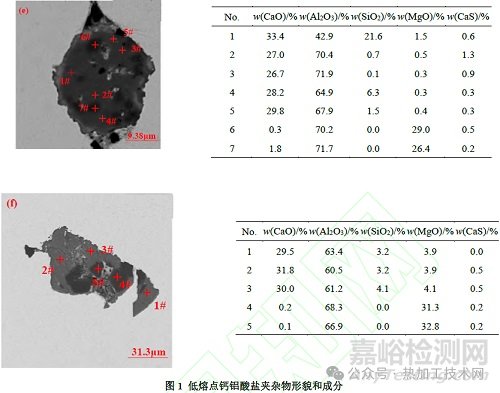
图2所示为图1中夹杂物成分在三元相图中的投影,可以看出,夹杂物成分主要落在三元相图中低熔点区域,相图中MgO·Al2O3主要是在钢水凝固过程中从夹杂物基体析出。
由于这类夹杂物尺寸大,结合神户制钢研究结果,认为这类夹杂物主要来自精炼渣卷渣。此外,需要说明的是,尽管精炼渣成分以CaO-Al2O3-SiO2-MgO为主,但是当精炼渣卷入到钢中,因轴承钢含有一定含量的铝,并且钢中钙含量极低,会导致钢中铝与渣中SiO2和CaO 发生反应,导致卷入到钢中的炉渣中的CaO和SiO2含量降低,最终导致这些夹杂物成分与精炼渣成分有所区别,其中涉及的反应方程式见式(1)~(2),并且这些反应在先前的研究中已被证实。
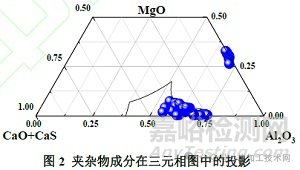
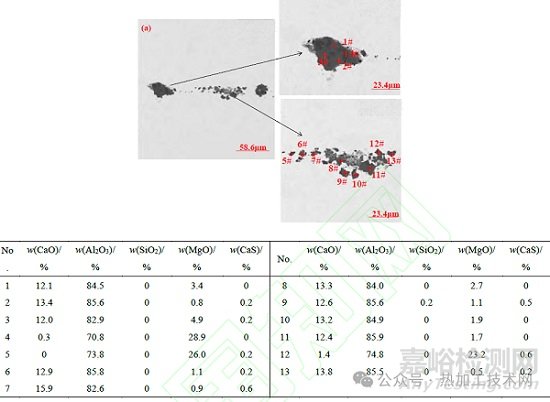
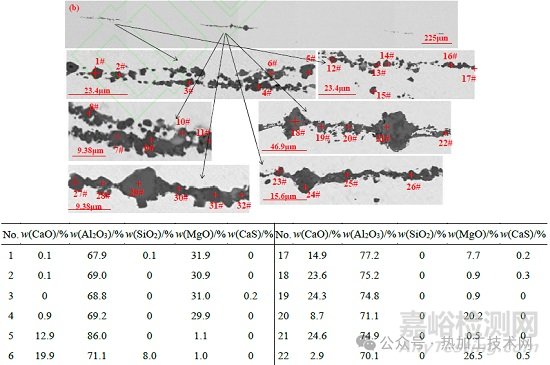
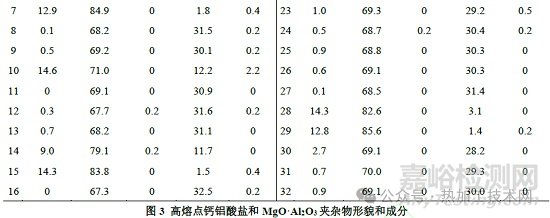
第2类夹杂物为高熔点钙铝酸盐和MgO·Al2O3,如图3所示。
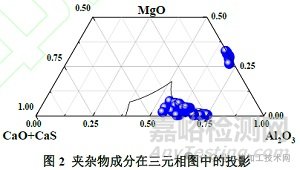
图4所示为图3中夹杂物成分在三元相图中的投影,可以看出,夹杂物成分主要落在高熔点钙铝酸盐和MgO·Al2O3区域。
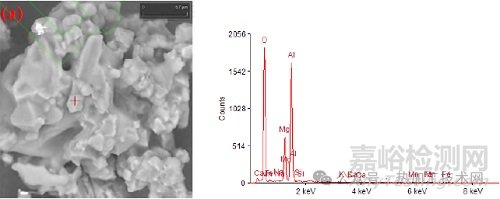
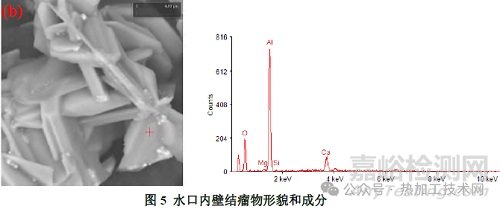
与此同时,对轴承钢浇铸结束后的水口内壁结瘤物进行收集,并采用电镜进行成分分析,典型形貌和成分如图5所示。
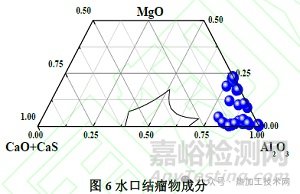
通过对结瘤物不同区域进行成分打点,然后将其折合成化合物投影到三元相图中,得到的结果如图6所示。
从图6中可以看出,水口结瘤物主要为高熔点钙铝酸盐和MgO·Al2O3,与图4中大尺寸夹杂物成分非常接近。由于水浸探伤到的夹杂物尺寸大,排除了钢中内生小尺寸夹杂物对其影响,因此,大尺寸高熔点钙铝酸盐和MgO·Al2O3夹杂物主要来自水口结瘤物。
2.3 大尺寸低熔点钙铝酸盐夹杂物控制
在当前的研究中,结合神户制钢研究结果,认为大尺寸低熔点钙铝酸盐夹杂物主要来自精炼渣卷渣。为了验证这一想法,拟从精炼渣卷渣这一角度来研究这类夹杂物在钢中的数量分布规律。
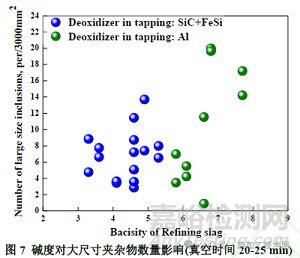
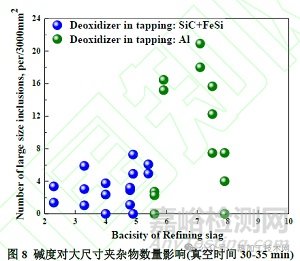
精炼渣卷渣程度主要取决于钢渣间界面张力,界面张力越大,越不容易发生卷渣。钢渣间化学反应对界面张力有显著的影响,一旦炉渣与钢水在界面发生化学反应,钢渣间界面张力会发生降低,因此,为了控制精炼渣卷渣,精炼过程应控制钢渣反应性。对于含铝轴承钢,精炼过程常见的钢渣反应主要有钢中Al-CaO、Al-SiO2、CaO-S 等反应,并且碱度越高,钢渣反应性越强。为此,统计了精炼渣碱度对大尺寸夹杂物数量影响,如图7和图8所示,其中图7中涉及炉次为炉次1~13,对应真空时间为20~25min,图8中涉及炉次为炉次14~24,对应真空时间为30~35min。
从图7~8中可以看出,精炼渣碱度越低,大尺寸夹杂物控制越稳定。当精炼渣碱度越高时,并不是意味着所有试样大尺寸夹杂物数量均多,但是大尺寸夹杂物出现的几率会更大,即更容易在棒材中检测到更多的大尺寸夹杂物。
此外,需要说明的是,图7~8中大尺寸夹杂物数量包括低熔点钙铝酸盐和高熔点钙铝酸盐、MgO·Al2O3夹杂物,高熔点钙铝酸盐和MgO·Al2O3夹杂物主要是在连铸过程产生,将在2.4节介绍。精炼过程精炼渣碱度与高熔点钙铝酸盐和MgO·Al2O3夹杂物的形成没有直接关系,因此,精炼渣碱度对图7~8中大尺寸夹杂物数量的影响主要体现在对大尺寸低熔点钙铝酸盐夹杂物数量影响,降低精炼渣碱度可以更好地控制大尺寸低熔点钙铝酸盐夹杂物,这说明采用卷渣理论可以很好地解释大尺寸低熔点夹杂物在钢中的数量分布规律,该结果也可以间接证明精炼渣卷渣是大尺寸低熔点钙铝酸盐夹杂物非常重要的来源。
2.4 大尺寸高熔点钙铝酸盐和MgO·Al2O3夹杂物控制
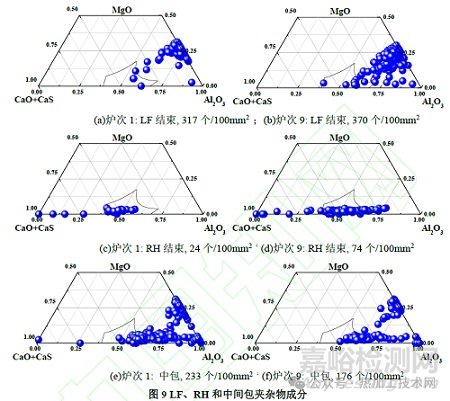
大尺寸高熔点钙铝酸盐和MgO·Al2O3夹杂物与水口结瘤物成分非常接近,因此可推断该类夹杂物主要来自水口结瘤物。水口结瘤程度与中间包钢水中夹杂物成分息息相关。为了弄清轴承钢水口结瘤主要原因,选择出钢脱氧方式不同的炉次1和炉次9为研究对象,对冶炼过程钢水夹杂物成分演变进行了分析。图9所示为LF(Ladle Furnace)、RH 和中间包夹杂物成分,可以看出,尽管炉次1和9出钢脱氧方式不同,但是这两个炉次在不同工位下的夹杂物成分相接近,具体表现为LF 结束钢中夹杂物主要以MgO·Al2O3为主,并含有少量的钙铝酸盐夹杂物,这与文献报道相一致。RH真空结束后钢液中夹杂物主要为钙铝酸盐,这是因为真空过程钢液中Mg会发生挥发,同时,固态MgO·Al2O3夹杂物在真空过程中的去除效率很高,导致真空结束夹杂物中MgO含量大幅度降低,这与文献报道相一致。
但是当钢水浇铸时,发现钢液中有许多新生成的高熔点MgO·Al2O3和高熔点钙铝酸盐夹杂物,并且钢液中夹杂物数量较RH 结束显著增加。由于高熔点MgO·Al2O3和高熔点钙铝酸盐夹杂物非常容易黏附到水口表面,导致浇铸过程水口发生结瘤。此外,从夹杂物在三元相图中的分布来看,新生成的高熔点MgO·Al2O3和高熔点钙铝酸盐夹杂物与图6中水口结瘤物成分相吻合。因此,中间包浇铸过程钢中新生成许多高熔点MgO·Al2O3和高熔点钙铝酸盐夹杂物,导致水口发生结瘤,结瘤物在钢水持续冲刷下随机性的发生剥落,由于结瘤物尺寸通常很大,结瘤物一旦发生剥落,就会在钢中形成大尺寸高熔点夹杂物。
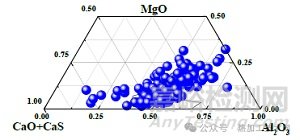
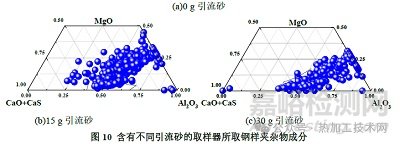
LI J Z 等在研究超低氧特殊钢夹杂物时,同样发现中间包浇铸过程钢水中新生成许多高MgO·Al2O3夹杂物,他们认为这些夹杂物主要是浇铸过程钢水发生二次氧化所形成,但是在该研究中,并没有直接给出具体的验证结果。在当前的研究中,以RH 破空后的钢水为研究对象,采用铬质引流砂来模拟对钢水的影响,其结果如图10所示。
从图10中可以看出,当取样器中不放任何物质时,RH破空后夹杂物主要为钙铝酸盐;当在取样器中放入以氧化性物质为主的引流砂,并利用该取样器对破空后钢水进行取样时,钢水总氧质量分数仅增加0.00008%~0.00010%,即可在钢中检测到许多高熔点夹杂物,特别是MgO·Al2O3夹杂物。因此,连铸浇铸过程应最大化降低钢水二次氧化,来减少钢中高熔点MgO·Al2O3和高熔点钙铝酸盐夹杂物生成,避免水口发生结瘤。
3 结论
1)采用高频水浸探伤对轴承钢棒材中大尺寸夹杂物进行检测、定位和解剖,并采用ASPEX 电镜对夹杂物成分进行分析,发现轴承钢中主要有两类大尺寸夹杂物,第1 类大尺寸夹杂物主要为低熔点钙铝酸盐为主,第2 类大尺寸夹杂物主要为高熔点钙铝酸盐和MgO·Al2O3。
2)大尺寸低熔点钙铝酸盐主要与精炼渣卷渣相关,降低精炼渣碱度可以更好的控制该类夹杂物。
3)大尺寸高熔点钙铝酸盐和MgO·Al2O3夹杂物主要与水口结瘤物相关,控制浇铸过程钢水氧化程度,减少中间包钢水中新生成高熔点夹杂物数量,可以更好地控制水口结瘤和该类夹杂物。
来源:Internet
关键词:
钢
夹杂物