
嘉峪检测网 2020-11-01 21:17
导读:EVA具有诸多优异性能,比如低温可绕性、耐化学性、柔软性、耐开裂性、透明性、耐候性等,其应用产品已渗透了人们生活的方方面面,如鞋材、薄膜、电线电缆、玩具、热熔胶、涂料等等。
乙烯-醋酸乙烯酯共聚物(Ethylene Vinyl Acetate)是由乙烯和醋酸乙烯共聚而成,代号是E/VAC,简称EVA。
EVA具有诸多优异性能,比如低温可绕性、耐化学性、柔软性、耐开裂性、透明性、耐候性等,其应用产品已渗透了人们生活的方方面面,如鞋材、薄膜、电线电缆、玩具、热熔胶、涂料等等。
其中在鞋材上应用主要是作为鞋中底发泡材料,它具有以下功能:
减震:具备较高减震功能,放在脚后跟受冲击的区域,减少运动过程中因脚部着地冲击地面来的运动损伤
反弹:具有高回弹性能,放在鞋前掌的区域,增加运动过程中弹跳的高度和着力部位的舒适度
轻量:比重轻,可减少整鞋重量,减少运动能量消耗
耐久舒适:耐压缩,提供长时间的支撑作用,延长中底的使用寿命
鞋用EVA的四大发泡工艺:传统平板大发泡、模内小发泡、注射交联发泡以及超临界发泡。
EVA鞋中底的四种制造工艺流程,分别是传统二次模压中底、小发泡二次模压中底、一次模压中底以及一次射出中底/大底。
1、传统二次模压中底(CP)
这个工艺就是EVA材料经过密炼、开炼,接着做成板材,进行平板大发泡后,根据中底大小进行裁切,然后在进行二次发泡。这个工艺出来的EVA鞋中底,又被叫PHYLON中底。

图 CP 传统二次模压中底工艺流程
该工艺的的特点如下:
优点:尺寸稳定性好,设备成本低
缺点:材料浪费高,生产效率低,部件成本高
2、小发泡二次模压中底(CMP)
小发泡是将按配方练好的料造粒,称重后放入开好模具内发泡定型,有一次模压成型和二次模压成型。

图 小发泡二次模压中底工艺流程
小发泡二次模压中底工艺有以下特点:
优点:尺寸稳定性好,外观设计限制少
缺点:模具成本高,生产效率低,部件成本高
3、一次模压中底(DP)
一次模压中底工艺就是EVA造粒后,倒料进模具,一次发泡成型。

图 一次模压中底工艺流程
一次模压中底工艺有以下特点:
优点:材料使用率高,低机器成本,高效率,产量高,部件低成本
缺点:外观限制,颜色一致性差,尺寸的稳定性较差,不能有尖角及倒钩设计,不能与TPU等一体成型
4、一次射出中底/大底(IP)
IP射出是将EVA、改性剂、助剂等高速混合后挤出造粒,接着进行注射成型。
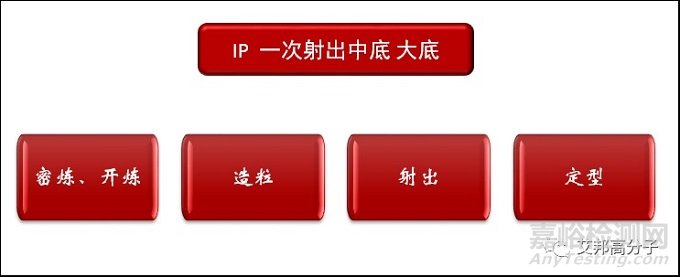
图 一次射出中底/大底工艺流程
一次射出中底/大底工艺有以下特点:
优点:边废料少,低成本(生产量大时) ,产量高,人工成本低,品质稳定
缺点:表面光亮,不适用有尖角设计,不能有倒钩,初始机器成本投入高
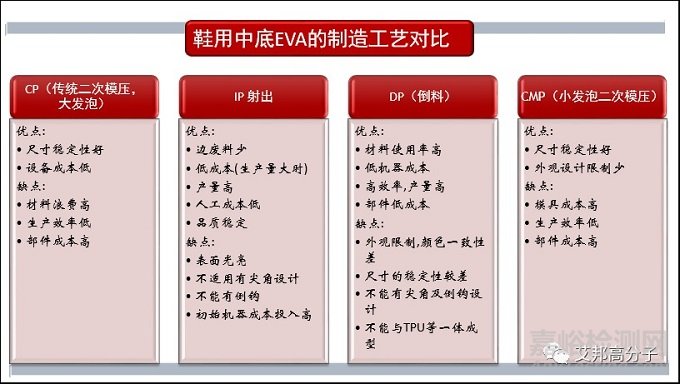
图 四种EVA鞋中底的制造工艺对比

来源:第五届鞋材弹性体高峰论