摘要:针对传统22MnB5 热冲压成形钢塑性不足导致其强塑积偏低的问题,模拟分析Mn,Cr,Co,Ni等合金元素对热成形钢显微组织临界冷却速度的影响,综合考虑淬透性、合金成本及热冲压成形钢实际生产工艺要求,设计新型汽车热冲压成形用钢,研究热冲压加热温度对其力学性能的影响。结果表明:在碳质量分数为0.20%、锰质量分数为1.70%~2.00%、铬质量分数为1.50%时,设计的热冲压成形用钢20Mn2Cr 具有优良的淬透性,且在达到热冲压要求的临界冷却速度条件下成本较低;添加合金元素Cr 可有效提高热成形钢的抗氧化性能,在890 ℃模拟热成形时,20Mn2Cr 钢具有优异的力学性能,抗拉强度达1 600 MPa、延伸率为12%、强塑积为19 GPa·%,强塑积优于22MnB5钢。
随着石油天然气资源的消耗以及环境保护的迫切需求,作为重大污染源之一的传统燃油汽车面临节能降耗的巨大压力,汽车轻量化和新能源汽车已成为汽车行业发展的必然趋势[1-3]。汽车的轻量化需以安全可靠为基础,超高强度钢是汽车中安全性最重要的乘员舱支撑材料,其不仅为传统燃油车的轻量化提供材料支撑,也为新能源汽车轻量化、提高续航里程提供了机遇。因此,汽车用高强度和超高强度钢的研发是钢铁行业研究的热点[4-6]。
当前采用的超高强度钢抗拉强度在1 000 MPa 以上,但是钢强度的进一步提高会导致汽车部件成形涉及到的材料发生断裂、模具磨损、成形载荷大、部件回弹等问题出现[7-9]。由此,以ArcelorMittal为代表开发了汽车用钢的热冲压成形技术[10-11],并在国外主流车型得到广泛应用。典型的超高强度钢为22MnB5钢,抗拉强度在1 500 MPa以上、塑性延伸率达5%~6%、强塑积为10 GPa·%左右[12],但实际使用过程中安全吸能效果不够理想。对此,国内外学者对超高强度热冲压成形用钢进行了大量研究,在22MnB5 钢的基础上通过增加含C 量和合金化提高热冲压成形部件的强度。Ma 等[13]通过合金化改善22MnB5 钢的强塑性效果,强度为1 600 MPa,延伸率为7.5%;易红亮等[14]研发的34MnB5V热成形钢强度达2 000 MPa、塑性仅8%,但添加质量分数高达0.34%的碳和0.11%~0.30%的V;陈勇等[15]研究合金元素Nb,Ti对22MnB5 热成形钢延迟断裂性能的影响;陈忠等[6]研究不同奥氏体化保温时间对铝硅镀层22MnB5 热成形钢组织与性能的影响。但以22MnB5为基础的热冲压成形钢由于硼的添加易造成硼在晶界偏聚,导致塑性偏低;同时在炼钢过程中需保持高的真空度来保证硼的收得率,这对生产设备和工艺要求较高。鉴于此,根据合金元素的特性,设计一种新型不含硼的高强度汽车热冲压成形用钢即20Mn2Cr 钢,研究20Mn2Cr 钢模拟热成形时的力学性能,以期得到新的热冲压成形钢成分体系。
1、新型热冲压成形钢的成分设计
汽车热冲压成形部件的超高强度来源于马氏体组织,因此要求汽车用钢在热冲压成形过程中淬火形成马氏体,这也就要求钢的合金化设计必须保证实验钢在热冲压成形模具中能达到形成马氏体的冷却速度(从合金成本和塑性考虑,可允许存在少量贝氏体以调控钢的综合性能)。22MnB5 热冲压成形用钢形成马氏体的临界冷却速度须大于27 ℃/s[12,16-17]。文中利用材料学软件JMatPro分析常用提高钢淬透性的合金元素Mn,Cr,Ni,Mo对实验钢形成不同组织临界冷却速度的影响,在此基础上设计新型热冲压成形钢的成分。
1.1 基础成分
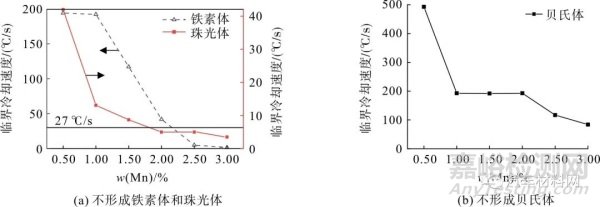
热冲压成形部件的主要基体组织为马氏体,马氏体强度与马氏体中的含碳量密切相关,随马氏体中含碳量的提高而提高[18-19];马氏体有位错和孪生两种形态,含碳量不同马氏体出现的形态也不同,孪生马氏体强度极高、塑性极差,位错马氏体兼具较好的强度和塑性[20]。根据文献[21],位错和孪生马氏体含碳量的界限为0.20%~0.22%(质量分数)。基于上述考虑,设计新型热冲压成形钢碳的质量分数为0.20%;Mn 是常用的增强淬透性合金元素,性价比高。因此,设计的实验钢以C-Mn 钢为基础。图1 为实验钢中Mn 含量与形成不同组织临界冷却速度的关系曲线。
图1 Mn含量与临界冷却速度关系曲线
Fig.1 Relation curves between Mn content and critical cooling rate
从图1(a)看出:随Mn 含量的增加,C-Mn 钢的淬透性逐渐提升,Mn 质量分数超过1.00%、冷却速度大于13 ℃/s(图1(a)右坐标)时,主要形成铁素体和贝氏体组织;Mn质量分数为1.50%时,不形成铁素体组织的冷却速度大于100 ℃/s;Mn质量分数为2.00%,不形成铁素体组织的冷却速度小于50 ℃/s,不形成贝氏体组织的临界冷却速度为190 ℃/s;Mn质量分数为2.30%时,可实现不形成铁素体组织的临界冷却速度大于27 ℃/s的目标。从图1(b)可看出,Mn 质量分数为3.00%时,不形成贝氏体组织的临界冷却速度为84 ℃/s,表明单独依靠Mn 元素保证基体全部形成马氏体组织需添加较多的Mn。但过高的Mn 含量会出现难以冶炼、偏析大及轧制困难等问题[22],实际生产过程中一般要求Mn的质量分数不高于2.00%。因此,以质量分数为0.20%的C和质量分数为2.00%的Mn为新型热冲压成形钢的基础成分。在此基础上,综合考虑有效性和冶炼成本进一步分析其他合金元素对C-Mn实验钢淬透性能的影响。
1.2 合金化成分
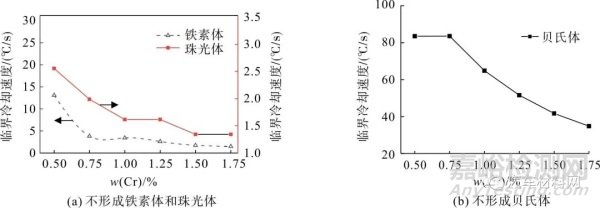
图2 为Cr 添加量与C-Mn 实验钢形成不同组织临界冷却速度的关系曲线。从图2 可见:随Cr 含量的增加,组织中不形成铁素体和珠光体组织的临界冷却速度明显降低,当Cr质量分数0.50%、冷却速度大于15 ℃/s时,基体中不形成铁素体和珠光体组织,形成贝氏体和马氏体组织;随Cr 含量的进一步增加,不形成贝氏体组织的临界冷却速度明显降低,Cr 质量分数增至1.75%时,基体形成全部马氏体组织的临界冷却速度约30 ℃/s。由此表明,Cr质量分数从0.75%增至1.75%时,实验钢的淬透性逐渐增强。根据文献[6]可知热成形模具冷却速度可达55 ℃/s,故在Cr质量分数为1.50%时,其淬透性的提升效果可满足热冲压成形的要求。
图2 Cr含量与临界冷却速度关系曲线
Fig.2 Relation curves between Cr content and critical cooling rate
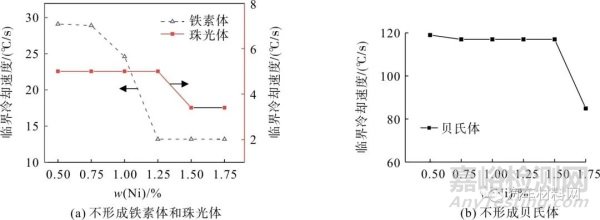
图3为Ni添加量与C-Mn实验钢形成不同组织临界冷却速度的关系曲线。
图3 Ni含量与临界冷却速度关系曲线
Fig.3 Relation curves between Ni content and critical cooling rate
从图3可见:Ni质量分数在0.50%~1.00%、冷却速度超过25 ℃/s时,基体不会形成铁素体和珠光体组织,对基体不形成铁素体、珠光体、贝氏体组织的临界冷却速度几乎没影响;Ni质量分数为1.25%时,基体不形成铁素体组织的临界冷却速度降为13 ℃/s;Ni质量分数高于1.75%时,基体形成全部马氏体组织的临界冷却速度依旧高达80 ℃/s。由此表明,基体中随Ni含量的增加钢的淬透性逐渐提升,但效果有限,弱于Cr的提升效果。
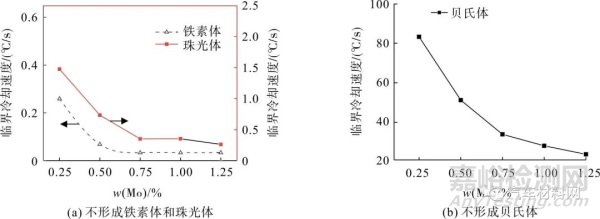
图4为Mo添加量与实验钢形成不同组织临界冷却速度的关系曲线。从图4可见:Mo质量分数为0.25%时,不形成珠光体和铁素体组织的临界冷却速度低于2 ℃/s,但生成全部马氏体组织的临界冷却速度为80 ℃/s,表明添加质量分数0.25%的Mo可提升实验钢的淬透性但提升效果不足;Mo质量分数为0.75%时,全部形成马氏体组织的临界冷却速度为30 ℃/s,表明添加质量分数0.75%的Mo 可显著提升实验钢淬透性效果,且与质量分数1.75%铬的提升效果相当。由此表明,Mo的质量分数从0.25%增至0.75%时,实验钢的淬透性明显提升,且提升效果强于Cr。
图4 Mo含量与临界冷却速度关系曲线
Fig.4 Relation curves between Mo content and critical cooling rate
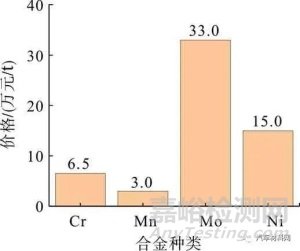
图5 为Mn,Cr,Ni,Co 合金元素2021 年9 月份的单价。从图5 可见:Cr 价格为6.5 万元/t;Mn 价格为3.0 万元/t;Ni 价格为15.0 万元/t;Mo 高达33.0 万元/t,为Cr 的5 倍左右。根据图2,4 可知:添加少量的Mo 就可明显推迟铁素体和珠光体的转变;添加质量分数0.75%的Mo提升实验钢淬透性的效果就可与添加质量分数1.75%的Cr 相当。综合考量成本和淬透有效性,在C-Mn 成分的基础上最宜添加Cr元素。
图5 合金成本
Fig.5 Alloy cost
2、 实验
2.1 实验钢的制备
根据上述分析设计新型热冲压成形钢的化学成分,如表1。本课题组委托某钢厂实验基地根据表1冶炼制备实验钢20Mn2Cr 铸坯[23]。铸坯经锻造,再经多道次热轧至4 mm 厚,最后经多道次冷轧至2 mm厚,用于后续实验。20Mn2Cr钢的实际化学成分如表1。
表1 20Mn2Cr钢的设计与实际化学成分
Tab.1 Design and actual chemical composition of 20Mn2Cr steel
2.2 实验过程
采用线切割将实验钢加工成标准拉伸试样,用于模拟热冲压成形实验,试样尺寸如图6。热冲压成形的过程本质是加热和淬火过程,变形量较小,因此可用加热淬火实验模拟热成形组织性能的变化。选取的加热温度为890,910,930,950 ℃,将箱式电阻炉加热至所需温度后放入拉伸试样,待炉温升至加热温度保温10 min,将试样从箱式电阻炉取出后立即水淬,模拟热成形过程。为防止夹持时造成影响,取出时需夹持拉伸试样一端。试样经拉伸试验机拉断后取小样镶嵌、研磨、抛光,将抛光的试样经4%(体积分数)的硝酸酒精溶液腐蚀后,采用OLYMPUS BX51金相显微镜观察试样组织。采用ZWICK-Roell(5 t)万能试验机对试样进行拉伸操作,测试试样力学性能,设定拉伸速度为2 mm/min。采用QUANTA450 场发射扫描电子显微镜观察第二相粒子及试样拉伸断口形貌,用于分析试样的断裂方式。
图6 标准拉伸试样单位:mm
Fig.6 Standard tensile specimenUnit:mm
3、 结果与讨论
3.1 热冲压成形温度对20Mn2Cr钢力学性能的影响
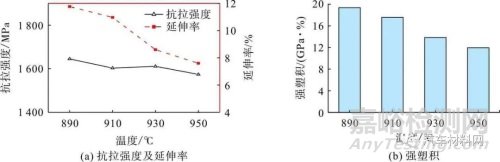
890,910,930,950 ℃温度下20Mn2Cr 钢的力学性能如图7。由图7 可知:热冲压成形过程中,随温度升高,20Mn2Cr 钢的抗拉强度有一定程度的降低,但均在1 500 MPa 以上,强度与22MnB5 相当;随温度升高,20Mn2Cr钢的延伸率略有下降,890 ℃时延伸率最高约12%,但不同热成形温度下20Mn2Cr的塑性伸长率均大于7%;随温度升高,20Mn2Cr钢强塑积逐渐下降,890 ℃热成形时的强塑积最高,达19 GPa·%,吸收碰撞冲击能的效果较好,而不同热成形温度下20Mn2Cr钢的强塑积均高于10 GPa·%。综上表明,设计的20Mn2Cr钢综合力学性能优异,相对其他热成形温度,20Mn2Cr 钢在890 ℃热成形性能最优,抗拉强度达1 600 MPa、延伸率达12%(A20)、强塑积达19 GPa·%。
图7 不同热成形温度下20Mn2Cr钢的力学性能
Fig.7 Mechanical property of 20Mn2Cr steel at different hot forming temperatures
3.2 20Mn2Cr热成形钢的金相组织
20Mn2Cr钢的金相组织如图8。
图8 不同热成形温度下20Mn2Cr钢的显微组织
Fig.8 Microstructure of 20Mn2Cr steel at different hot forming temperatures
由图8 可看出:20Mn2Cr 钢在不同热成形温度下的显微组织均为板条马氏体,890 ℃时为细小的板条马氏体;随热成形温度的升高,20Mn2Cr钢的显微组织逐渐长大,当热成形温度达930 ℃时,板条马氏体明显长大。根据文献[24]可知,位错型亚结构的板条马氏体具有高位错密度,可提高20Mn2Cr 钢的变形抗力,且板条马氏体具有一定的塑性。20Mn2Cr钢借助基体的组织细化以及第二相粒子的弥散分布使材料具有超高的强韧性,故890 ℃热成形时20Mn2Cr 钢具有优良的力学性能。890 ℃及以上温度保温10 min,能够保证基体组织完全奥氏体化,淬火时发生相转变,奥氏体会形成马氏体组织;Cr 是强碳化物形成元素,能与碳结合生成第二相粒子,具有第二相强化的作用[25],890 ℃保温10 min后部分碳化物粒子溶解于基体中。因此C,Cr合金元素在淬火时会固溶到基体中,协同提升材料的淬透性[26]。根据20Mn2Cr 钢的实际CCT 曲线,冷却速度在10 ℃/s 以上就可全部形成马氏体组织[27],淬透性明显优于22MnB5钢。
3.3 20Mn2Cr热成形钢的脱碳层
将20Mn2Cr 和22MnB5 钢的试样分别在箱式电阻炉中保温10 min 后水淬,对比890,930 ℃模拟热成形时20Mn2Cr和22MnB5钢的脱碳情况,930 ℃热成形时两种钢的脱碳层如图9。
图9 热成形后20Mn2Cr和22MnB5钢的表面形貌
Fig.9 Surface morphology of 20Mn2Cr and 22MnB5 steel after hot forming
从图9 可知:20Mn2Cr 钢几乎不发生脱碳;22MnB5 钢脱碳较严重,脱碳层深度约30 μm,脱碳层处金相组织中的碳化物明显较少。实验过程中发现,温度越高,22MnB5 钢越易发生氧化脱碳,890 ℃热成形时22MnB5钢脱碳有所减弱。根据钢的化学组成成分可知:20Mn2Cr钢中Mn,Cr含量较高,这有利于提升材料的淬透性,同时因Cr与O 的亲和能力较强,还可提升材料的高温抗氧化脱碳能力;钢中碳含量愈高愈易发生脱碳,Cr 能够形成第二相粒子,有利于降低基体中的碳含量,提升材料的抗氧化脱碳能力。22MnB5 钢中未添加Cr元素,其高温抗氧化能力不足,通常需在热成形前镀层处理以防止热成形过程中氧化脱碳,或热成形之后进行喷丸处理去除脱碳层。
3.4 20Mn2Cr热成形钢的扫描图像
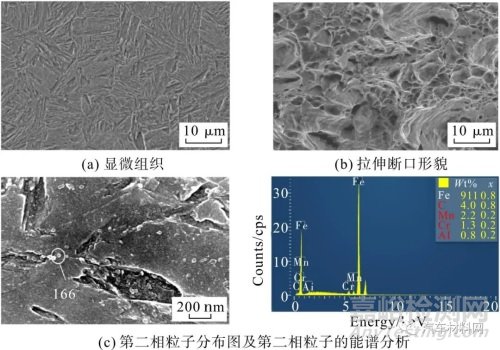
20Mn2Cr钢在890 ℃模拟热成形后具有优良的力学性能,其微观组织及拉伸断口形貌如图10。
图10 20Mn2Cr钢890 ℃热成形后组织、断口及第二相粒子
Fig.10 Microstructure,fracture and the second phase particles of 20Mn2Cr steel after hot forming at 890 ℃
由图10可看出:890 ℃时,20Mn2Cr钢为明显的板条马氏体组织,马氏体板条宽度较小,在1 μm 的量级,相对于针状马氏体,塑性较好[20];890 ℃时,20Mn2Cr钢断口形貌为韧窝状,韧窝尺寸较大较深,吸收冲击的能力强,且少数韧窝中存在第二相粒子,其断裂方式为韧性断裂,表明20Mn2Cr 钢具有良好的塑性、较高的延伸率;20Mn2Cr钢存在较多的球状第二相碳化物粒子,主要元素成分为Fe及C,且多为球状渗碳体粒子。
4、 结论
利用材料学软件JMatPro模拟分析不同合金元素对基体显微组织临界冷却速度的影响,设计一种新型热成形钢20Mn2Cr,研究不同热冲压成形温度下20Mn2Cr钢的力学性能,所得主要结论如下:
1)设计的20Mn2Cr钢合金成分以铁为基体、碳质量分数为0.20%、Cr质量分数为1.50%、Mn质量分数为2.00%,其可满足热冲压成形的淬透性要求;
2) 20Mn2Cr 钢经890 ℃热成形时,力学性能最好,抗拉强度为1 600 MPa、延伸率为12%、强塑积达19 GPa·%,其强塑积优于热成形钢22MnB5;
3)20Mn2Cr钢由于添加Cr合金元素,在930 ℃相同热成形条件下其抗氧化脱碳能力优于22MnB5;
4)20Mn2Cr钢的断口形貌为韧窝,断裂方式为塑性断裂,部分韧窝内存在第二相碳化物粒子,碳化物粒子为球状渗碳体。
参考文献:
[1] 杜金亮,冯运莉,张颖隆.新型汽车用Q&P钢的研究现状与发展趋势[J].材料导报,2021,35(15):15189-15196,15204.
[2] LESCH C, KWIATON N, KLOSE F B.Advanced high strength steels (AHSS) for automotive applications-tailored properties by smart microstructural adjustments[J].Steel Research International,2017,88(10):1700210.
[3] 邓利军,王书贤,杨芳庆.汽车前防撞梁的耐撞性与轻量化优化设计[J].现代制造工程,2021(8):64-69.
[4] 陈亚军,邝霜,赵征志.先进高强度汽车用钢氢致延迟断裂研究进展[J].钢铁研究学报,2020,32(4):265-272.
[5] 洪松,丁汉林,朱国辉,等.热处理工艺对20Mn2Cr汽车用钢热轧板组织和性能的影响[J].安徽工业大学学报(自然科学版),2018,35(3):202-208.
[6] 陈忠,郑笑芳,崔磊,等.奥氏体化时间对铝硅镀层热成形钢组织及性能的影响[J].安徽工业大学学报(自然科学版),2021,38(4):361-366.
[7] KONIECZNY A, HENDERSON T. On formability limitations in stamping involving sheared edge stretching[J]. SAE Transactions,2007:20-29.
[8] 郭运,刘贞伟,连昌伟.QP980高强钢前纵梁后段零件冲压成形性分析[J].模具工业,2018,44(7):25-29.
[9] 吕超,陈新平.超高强QP980钢冲压成形性能[J].精密成形工程,2017,9(6):1-5.
[10]马鸣图,蒋松蔚,李光瀛,等.热冲压成形钢的研究进展[J].机械工程材料,2020,44(7):1-7,27.
[11]SHI C,DAUN K J,WELLS M A.Evolution of the spectral emissivity and phase transformations of the Al-Si coating on Usibor 1500P steel during austenitization[J].Metallurgical and Materials Transactions B,2016,47(6):3301-3309.
[12] KARBASIAN H, TEKKAYA A E. A review on hot stamping[J]. Journal of Materials Processing Technology, 2010, 210(15):2103-2118.
[13] MA M T, FENG Y, LI K J, et al. Extreme sharp cold bending of hot stamping steel for different strength grades[C]// The 5th International Conference on Advanced High Strength Steel and Press Hardening (ICHSU 2020). London:World Scientific Publishing,2020:79-86.
[14]易红亮,常智渊,才贺龙,等.热冲压成形钢的强度与塑性及断裂应变[J].金属学报,2020,56(4):429-443.
[15]陈勇,周桂峰,刘静,等.析出相对热成形钢氢致延迟开裂行为的影响[J].材料热处理学报,2019,40(12):112-122.
[16] MERKLEIN M, LECHLER J, GEIGER M. Characterisation of the flow properties of the quenchenable ultra high strength steel 22MnB5[J].CIRP Annals,2006,55(1):229-232.
[17] NADERI M, DURRENBERGER L, MOLINARI A, et al. Constitutive relationships for 22MnB5 boron steel deformed isothermally at high temperatures[J].Materials Science and Engineering:A,2008,478(1/2):130-139.
[18] DUAN J C, XU P, ZHANG Y L, et al. Research on strength and toughness of 2 000 MPa Al-Si coating hot forming steels[C]//The 5th International Conference on Advanced High Strength Steel and Press Hardening (ICHSU 2020). London:World Scientific Publishing,2020:41-51.
[19]曹广祥,常悦彤,程效,等.1 800 MPa级冷轧热成形钢的应用研究[J].汽车工艺与材料,2020(12):1-4.
[20]陈德华,许雯,李响妹,等.马氏体转变(二)[J].热处理技术与装备,2011,32(6):58-64.
[21]余永宁.金属学原理(下册)[M].3版.北京:冶金工业出版社,2020:181-186.
[22]刘春泉,彭其春,邓明明,等.第3代汽车用Mn-Al系中锰钢的研究现状[J].钢铁研究学报,2017,29(6):431-440.
[23]王永强,丁汉林,朱国辉,等.兼具冷、热成形柔性化应用的高强塑积超高强度汽车用钢:CN110735022A[P].2020-01-31.
[24] KITAHARA H, UEJI R, TSUJI N, et al. Crystallographic features of lath martensite in low-carbon steel[J]. Acta Materialia,2006,54(5):1279-1288.
[25] KHVAN A V, HALLSTEDT B, BROECKMANN C. A thermodynamic evaluation of the Fe-Cr-C system[J]. Calphad, 2014,46:24-33.
[26]仝健民,邓海金,孙业英,等.中碳低合金耐磨钢中合金元素对淬透性和淬硬性的影响[J].钢铁,1990(10):44-50.
[27]HUANG F,ZHANG H,QI J L,et al.Recrystallisation before austenitization for improved microstructure and properties in automotive steel sheets with high product of strength and elongation[J].Materials Research Express,2021,8(5):056510.
来源:期刊《安徽工业大学学报 》 作者:张 恒,魏扬华,黄文静,齐佳林,黄 飞,陈其伟,朱国辉
(安徽工业大学冶金工程学院,安徽 马鞍山 243032)

来源:Internet
关键词:
热成形
淬透性
强塑积
汽车用钢