从管道和片材到阀门和球囊,生产商长期以来一直靠高纯度有机硅开发各种医用级治疗产品。值得一提的是,高稠度橡胶(HCR)兼具机械性能和高度特定的特性,为医疗器械生产商提供了为符合上述应用高要求所需的多功能性。
HCR主要由高分子量硅氧烷聚合物和二氧化硅组成,可形成一种具有粘土状稠度的非固化有机硅,因此,基本用于制造各种组件(如管道、球囊、片材、模制零件)。
1、生产商选用HCR制造组件的理由
有机硅具有弹性体性能,以及医疗器械生产商在采用特定材料时所需的生物相容性。然而,这些应用也可能需要比热固性或热塑性烃基弹性体更复杂的功能。医疗器械设计人员在有些情况下需要使用能够实现更具体(通常更为严格)性能特征的材料,同时保持设计灵活性。
HCR存在多功能性特点的原因如下:
长期医疗应用史HCR曾用于脑积水分流器,这是最早的植入式器械之一。自此之后,HCR一直保持着良好的可靠性记录,让老牌企业和初创企业都相信HCR组件有助于获得监管机构的批准。对于新型器械生产商,这种长期良好的可靠性记录尤其重要,因为使用成熟材料有助于监管机构顺利实施监管流程。
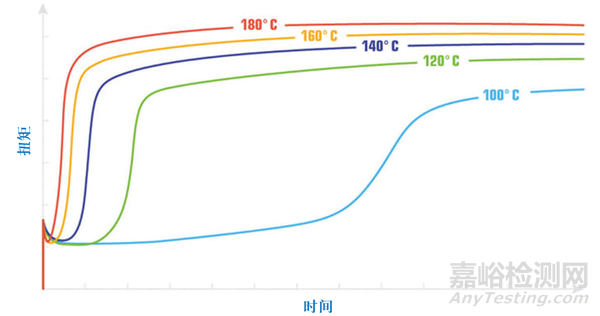
图1:各种温度条件下的铂催化HCR固化曲线
生物相容性HCR的应用可根据材料具体应用情况获得不同程度的法规支持,因此,合格产品可用于长期(29天以上)植入式医疗器械、短期植入式医疗器械或体外医疗器械。
极高机械性能与液体硅橡胶(LSR)等其他弹性体相比,当HCR聚合物的高分子量与补强填料相结合时,可获得理想的机械性能(如高伸长率、低应力应变模量,二者均为球囊的理想参数)。
生胶强度HCR的其中一个独特特性便是在未固化状态下具有类似粘土的稠度。HCR可按照一定的尺寸成型,并在固化之前保持该形状。对于医疗器械生产商,生胶强度属于一种关键特性,因为其非常适于各种组件制造方法(如挤出法、压延法)。
性价比一般来说,与其他模具相比,用于模制HCR组件的模具不太复杂且相对便宜。正因如此,HCR才会成为小批量生产以及模制零件成型的理想材料。
定制对于经验丰富的有机硅供应商,可通过单体和聚合物合成法实现完全定制生产。例如,与标准HCR相比,HCR可通过定制方式将滞后现象降至最低水平。其他情况下,器械生产商则可能希望通过同一法规文件和生物检测支持的色母粒对材料进行着色。
2、了解HCR固化系统
HCR可按照适于特定应用或加工方法的固化方案要求进行供应,从而增强了材料的整体多功能性。可向医疗器械生产商提供非催化HCR,便于其根据各自偏好使用催化剂。非催化HCR可采用单件式系统、双件式系统或三件式系统的供应方式,而对于希望能够最大程度上直接在生产车间灵活调整工作时间、使用寿命或固化曲线的器械生产商,这种供应方式是一个理想选择。
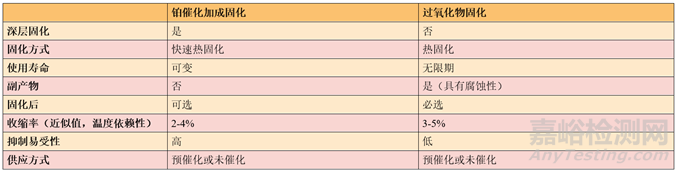
表1:铂固化HCR系统与过氧化物固化HCR系统
比较常见的一种做法是,在添加过氧化物催化剂或铂催化剂的单件式系统或双件式系统中对HCR进行预催化。表1列出了在过氧化物固化HCR和铂固化HCR之间做出选择时需要进行评估的相关技术特性:
过氧化物催化过氧化物固化HCR的植入物应用历史悠久。对于小批量器械或部件的生产,过氧化物固化HCR是一种优异的材料。这种单件式系统含有可随时进行使用的乙烯基或非乙烯基特定过氧化物催化剂。在过氧化物催化系统中,HCR先受热后固化。部分过氧化物固化过程中会形成一种弱酸副产物,必须采用高温后固化法清除该物质。
铂催化加成固化由有机硅材料制成的医疗器械通常使用铂固化系统,其原因是与过氧化物催化固化系统不同,铂固化系统不存在固化机制的副产物,无需采用后固化法,并且最终产品的收缩率较小。固化时,铂催化HCR还可通过热加速方式提高产量。铂催化固化系统通常由以下两种组件组成:一种为含有铂催化剂的组件,另一种为含有交联剂和抑制剂的组件。
由于存在影响顺利固化HCR所需条件的诸多因素,因此,优化这些变量可确保固化速度最快,重复性最高。在根据加工需求优化固化时间时,加工温度至关重要。可通过配方调整的方式定制铂催化HCR在特定温度条件下固化时所需的时间。然而,提高或降低加工温度同样会改变任何给定配方达到期望固化状态时所需的时间。
表1描述了温度变化对有机硅固化所需时间的影响过程。由于提高加工温度缩短固化时间的这一操作存在现实限制条件,因此,必须谨慎操作,避免出现烧焦等问题。为此,通常采用实验评估法确定最佳加工温度。
3、了解HCR三大加工方法
根据所需的最终组件,有多种HCR的加工方法。最常见的HCR加工方法包括挤出法、传递或压缩模塑法、压延法。
挤出法生产连续型材(如管材、棒材或带材)时,挤压法通常是一种理想的生产工艺。在大批量生产部件时,挤压法不仅非常有效,而且成本相对较低。通过挤压法生产的部件壁厚范围通常为小于0.01英寸至3.00英寸,并且这种部件具有各种弹性体性能。
传递或压缩模塑法与LSR注塑法相比,这种加工方法为中小体积部件提供了一种较为经济的模塑工艺,因此,最适于生产各种实心或空心部件(如袖带、O形圈、阀门或球囊)。采用传递和压缩模塑法时,需要使用模具/部件设计简单和设置时间较少的廉价设备。尽管这两种模塑法均属于手动工艺,但在制造独特组件方面仍具有效率和性价比。
压延法这种加工方法可生产厚度均匀的平坦连续片材,便于进行后续加工(如模切)。HCR压延法提供了各种加工方案,具体取决于最终所需的片材(无论是生产单片材料,还是将HCR用于织物等基材或多层基材之间)。
提供的片材分为固化和非固化两种。非固化片材可用作两个器械或组件之间的粘合剂。压延后的HCR片材厚度范围通常为0.005-0.250英寸。在压延工艺结束后,采用加热法对片材进行固化。
4、选择专业有机硅生产商
选材不仅仅是选择具有合适弹性体性能和性能特征的有机硅。专业有机硅生产商能够配制各种有机硅(如粘合剂、弹性体),并通过个性化服务帮助器械生产商实现对其最终组件或器械的高效控制。选材取决于以下三大因素:
植入物预期用途(体外器械或一次性器械);
固化曲线(基于可调节固化曲线的HCR固化速率控制需求);
使用寿命(标准或延长工作时间需求)。
对于医疗器械生产商,与供应商开展密切合作至关重要。供应商应尽早(最好是在产品创意或设计阶段)参与该流程。专业供应商可根据应用性能要求缩小选材范围。除此之外,专业供应商还可帮助实现最终产品的性能,这对于医疗器械等高度监管行业尤其重要。实施组装等下游流程时,供应商还可帮助确保器械不同部件的材料相容性。
同样重要的一点是,供应商可提供指导和监管支持,从而顺利加快产品市场流通速度,提高产品最终使用成功率。如果某一材料合作伙伴与全球监管机构建立了联系,则可证明该合作伙伴非常有用,并可节省器械生产商的时间和金钱。从成熟的医疗用途到高机械性能,再到组件制造性价比,HCR的多功能性有助于生产商生产为人们提供必要治疗支持的安全器械。
文章翻译来源:由来自宾夕法尼亚州拉德诺阿万托公司的NuSil生物材料总监约翰·弗里德曼(John Freedman)
来源:Medtec医疗器械设计与制造
关键词:
医用高稠度橡胶