
嘉峪检测网 2024-10-22 16:02
导读:本文介绍了不同精炼模式对耐候钢Q355GNH质量的影响。
耐候钢是指通过添加少量合金元素(如Cu、P、Cr、Ni、Mn、Mo、Al、V、Ti、Re等)使钢的耐大气腐蚀性获得明显改善,耐候钢属于低合金高强度钢。耐候钢表面形成的保护性锈层可以有效阻止腐蚀性介质的渗入和传输,其耐大气腐蚀的能力为普通碳素钢的2~8倍,涂装性可提高1.5~10 倍,广泛用于制造车辆、桥梁、塔架、集装箱等钢结构中。与不锈钢相比,耐候钢只含有微量的合金元素,价格比不锈钢低。耐候钢在国外发展较早,美国自1933年开始研发了一系列耐候钢产品,主要用于桥梁的建造。GB/T 4171—2008《耐候结构钢》对Q355GNH 钢的力学性能要求如表1所示(表中b为弯心直径)。

1、试验方案
1.1 试验钢的化学成分
耐候钢较普碳钢具有良好的耐大气腐蚀能力,其中合金元素起到了决定性作用,包括:降低锈层的导电性能,可以自身沉淀并覆盖钢表面;影响锈层中物相结构和种类,阻碍锈层的生长;延缓锈的结晶过程;加速钢的均匀溶解过程;加速Fe2+向Fe3+ 的转化,并能阻碍腐蚀产物的快速生长;合金元素及其化合物会阻塞裂纹和缺陷。在耐候钢中加入不同合金元素对其耐大气腐蚀性能的影响不完全相同。Cu元素具有优越的耐腐蚀性能,Cu元素在钢的表面及锈层中存在富集现象,可抵消钢中S元素的有害作用。P元素是提高钢耐大气腐蚀性能最有效的合金元素之一,当P元素与Cu元素复合加入钢中时,显示出更好的复合效应。Cr元素能在钢表面形成致密的氧化膜,提高钢的钝化能力,当Cr元素与Cu元素同时加入钢中时,效果尤为明显。Ni元素是一种比较稳定的元素,加入Ni元素能使钢的自腐蚀电位向正方向变化,增强钢的稳定性,耐候钢的化学成分分析结果如表2所示。

1.2 热轧工艺
耐候钢中含有Cu、P、Cr、Ni等元素,这些元素在一定程度上起到固溶强化和细晶强化的作用。在保证单相奥氏体区的情况下,终轧温度越低,越易获得细小的铁素体,性能越强。试验钢的厚度为3.68mm,出炉温度为1226℃,终轧温度为845℃,卷取温度为552℃。
1.3 精炼路径
采用冷弯加工Q355GNH耐候钢时,需要提高其品质,减少夹杂缺陷,某钢厂从3炉R精炼模式转2炉R精炼模式,造成R精炼炉生产紧张,为了生产及物流平衡,对耐候钢开展R精炼炉转L精炼炉处理,不同精炼路径下Q355GNH耐候钢的化学成分如表3所示。

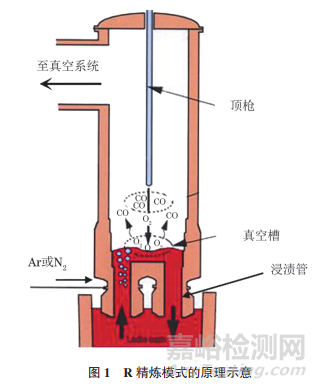
R精炼模式的原理如图1所示。早期R精炼模式的冶金功能以脱氢为主,目前R精炼模式的冶金功能已得到了充分发展,其主要冶金功能包括:①脱氢,真空脱气装置的脱气效率很高,对于完全脱氧的钢水,其脱氢率可不小于60%,而未完全脱氧钢水的脱氢率可不小于70%,在一定真空度下,脱氢效率取决于钢水的循环次数;②脱氮,由于钢中氮的溶解度是氢的15倍,且硫和氧影响脱氮速率,因此R精炼模式真空脱气的脱氮效果不明显,通常效率为0~10%,但在强脱氧、大氩气流量、确保真空度的条件下,也能使钢水中的氮减少20%左右;③脱氧,在真空条件下,由于碳、氧反应非常激烈,产生的CO气体很快被抽走,故R精炼模式真空脱气的脱氧效果比较好,一般经过R精炼模式真空处理的钢水,全氧质量分数可保持在(2~5)×10−5;④ 脱碳,R精炼模式最主要的功能是脱碳,金属中的氧和渣中的FeO用于脱碳,经过R精炼模式处理,可将钢中的碳质量分数降到2×10−5以下;⑤去除夹杂物,采用R精炼模式处理,可使氧质量分数低于1.5×10−5,此外,合金收得率比较高,被氧化的合金元素少;⑥成分控制精确,合金加料系统能快速、准确、均匀地将所需合金加入到真空室内,使钢中成分控制在非常小的范围;⑦加热,采用化学加热法(如铝热法)对钢水加热,能使钢水的升温速率超过3.5℃/min,满足后续精炼处理的需要和连铸温度的需求。
L精炼模式就是钢包合金处理站,具有合金微调、钢水升温及纯净钢液的功能,L精炼模式处理原理如图2所示。L精炼模式的作用为:① 提高控制金属元素的命中率和收得率;②通过降低废钢和底吹氩气均匀钢水温度,使连铸温度控制在一个稳定的狭窄范围内,实现温度均匀化;③可节约合金,转炉钢水出钢时,可按中下限控制钢包钢水成分,再经L精炼模式调整温度和成分;④钢水温度调整控制;⑤钢水化学成分调整控制;⑥均匀钢水成分和温度、净化钢液、去除夹杂物。

R精炼模式和L精炼模式的差异如表4所示。R精炼模式具备脱气(脱氢)和脱碳的功能,R精炼模式处理钢种能满足连铸长时间多炉连浇的需求,精炼周期短。L精炼模式不具备脱气(脱氢)和脱碳的功能,主要具有成分、温度控制和净化钢水的功能。

1.4 组织与性能分析
从热轧后的钢板上切取金相试样,沿轧向研磨和抛光试样,再用体积分数为4%的硝酸乙醇溶液腐蚀试样,将试样置于光学显微镜下观察。按照标准GB/T 228—2010《金属材料 拉伸实验 室温试验方法》进行拉伸试验,沿轧向切取标距为50mm的试样,在室温下用拉伸试验机对试样进行拉伸。按照标准GB/T 232—2024《金属材料 弯曲试验方法》进行弯曲试验。夹杂物按GB/T 10561—2023《钢中非金属夹杂物含量的测定 标准评级图显微检验法》的A 法进行检测。
2、试验结果及分析
2.1 氮气、氢气的控制
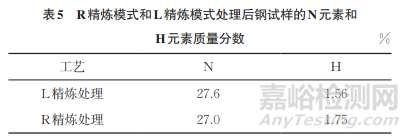
依据GB/T 4171—2008,采用直读光谱仪对试样进行化学成分分析,R精炼模式和L精炼模式处理后钢试样的N元素和H元素质量分数如表5所示。L精炼模式处理相对R精炼模式处理来说,氮气质量分数略有降低,氢气质量分数上升明显。氢气含量高是因为L精炼处理不能抽真空,不具备脱氢功能。钢试样的氢气含量高对于其进行力学性能测试结果没有影响。
2.2 力学性能测试
依据GB/T 4171—2008截取拉伸试样,并对试样进行力学性能测试,结果如表6所示。由表6可知:R精炼模式转L精炼模式处理后的力学性能无明显差异。

2.3 夹杂物控制
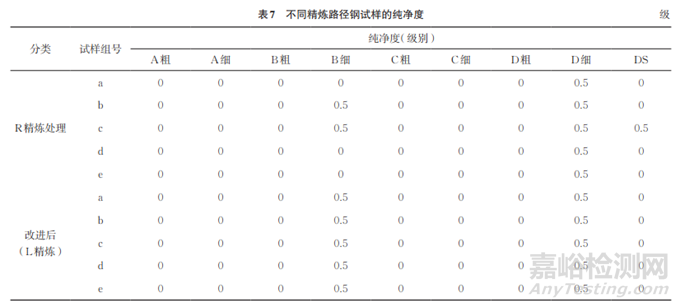
按GB/T 10561—2023的A法进行夹杂物检测,结果如表7所示。由表7可知:R精炼和L精炼处理纯净度控制得均较好,从整体控制看,R精炼处理比L精炼处理的纯净度控制得更好。
2.4 金相检验
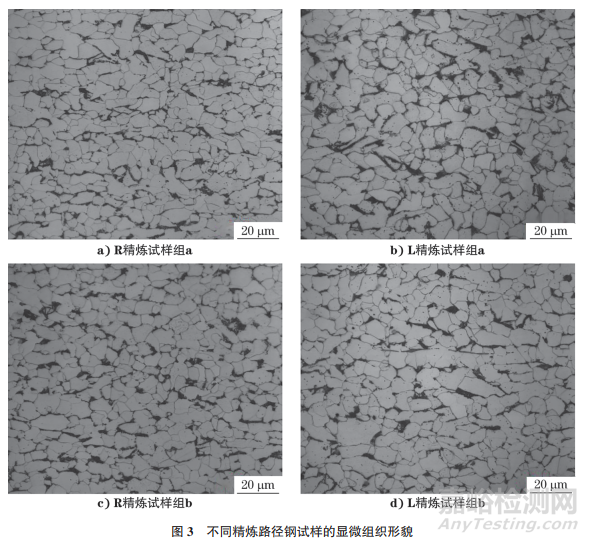
制备金相试样,将试样磨制抛光,并用体积分数为4%的硝酸乙醇溶液腐蚀后,将试样置于光学显微镜下观察,结果如图3所示。由图3可知:不同精炼路径钢试样的显微组织均以铁素体和珠光体为主。不同精炼路径钢试样的晶粒度均为11级(见表8)。
3、结论
(1)L精炼处理后Q355GNH钢的化学成分、力学性能满足标准要求,说明该钢的R精炼转L精炼处理是可行的。
(2)R精炼和L精炼处理后钢试样的纯净度满足标准要求,且控制水平均较好,从整体控制水平看,R精炼处理比L精炼处理纯净度控制得更好。
(3)L精炼处理比R精炼处理的N元素含量升高,H元素含量降低,两种精炼模式下该钢试样的力学性能测试结果无明显差异。
(4)R精炼和L精炼后Q355GNH钢的显微组织均以铁素体和珠光体为主,晶粒度评级均为11级,无明显差异。
作者:徐丽菊,雷志亮,高兴健,赵振伟
单位:宝钢湛江钢铁有限公司
来源:《理化检验-物理分册》2024年第8期

来源:理化检验物理分册
关键词: 钢