
嘉峪检测网 2024-10-22 17:29
导读:本文作者从软包装锂离子电池铝塑膜腐蚀机理出发,比较边电压和边电阻测试筛选控制腐蚀的可靠性、可行性,并给出腐蚀最优控制条件。
铝塑膜由3层结构组成,最外层为尼龙层,中间层为铝箔,最内层为聚丙烯(PP)层。软包装电池腐蚀指充放电过程中,铝箔与Li+发生合金化反应生成锂铝合金,导致铝箔粉化破裂,密封失效。软包装电池的腐蚀需要两个必要条件:①电子短路,即铝塑膜铝箔接触低电位负极;②离子短路,即铝塑膜铝箔接触电解液中的Li+。
锂电池生产过程中,将腐蚀隐患电池测试筛选出来十分重要。目前测试筛选方法有两种:一是测试负极耳和铝塑膜铝箔之间的绝缘阻值(边电阻);二是测试正极耳和铝塑膜铝箔之间的电压(边电压)。
本文作者从软包装锂离子电池铝塑膜腐蚀机理出发,比较边电压和边电阻测试筛选控制腐蚀的可靠性、可行性,并给出腐蚀最优控制条件。研究结果可为相关从业者优化软包装电池封装工艺提供建议与参考。
1、 实验
1.1 样品制备
样品选用中航锂电(洛阳)有限公司生产的20Ah软包叠片电池,正极为磷酸铁锂、负极为石墨、隔膜采用12μm厚的聚偏氟乙烯涂覆陶瓷聚乙烯隔膜,电解液为1.0mol/L LiPF6/ EC+EMC+DEC(质量比3∶4∶3)。封装用160μm厚的铝塑膜,其中PP层80μm、铝层40μm、尼龙层40μm。
1.2 电化学镀铜法判断PP层破损
将电池电量放空后,沿极耳根部方向剪开,取出电芯,保留铝塑膜袋,然后倒入质量分数10%的硫酸铜溶液,尽可能倒满。用电化学工作站输出4.0V直流电,负极探针刺破铝塑膜与铝层导通,正极探针浸没在硫酸铜溶液中。如果PP层破损,硫酸铜溶液会与铝层接触,并在铝层表面还原成单质铜。测试30min后,倒出硫酸铜溶液,使用超景深显微镜观察铝塑膜封边处是否有铜析出,测量铜颗粒粒径。
1.3 模拟电子短路
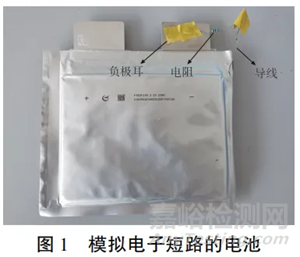
金属导线的一头连接不同阻值的电阻,用胶带固定,另一头刺破铝塑膜同铝层导通。电阻另一头与负极极耳连接,并使用胶带固定(见图1),然后用多用表测试负极极耳和铝层之间的电阻。若结果与连接电阻的阻值接近(偏差<10%),说明电阻成功并联。
1.4 三电极软包装电池制备及测试
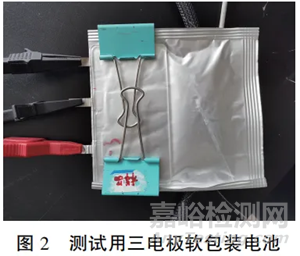
原材料包括6μm铜箔、12μm铝箔、10μm锂带、镍、铝极耳、铝塑膜、电解液。电池制备在手套箱内进行:①将铜箔、铝箔和锂带裁切成8mm×50mm的长条,将锂带用铜箔从两侧包裹起来,用超声波焊接机将铜箔、铝箔分别和镍极耳、铝极耳焊接到一起;②将铝极耳、连接锂带的镍极耳、纯镍极耳放在折弯后的铝塑膜上方,注入10g电解液后,用热封机在180℃下将铝塑膜中的PP层熔融,电池制备完成(见图2)。
采用电化学工作站,正极连接铝极耳,负极连接镍极耳,参比电极连接锂带镍极耳,使用线性扫描伏安法测试三电极软包装电池,测试电压为0~2.0V,扫描频率5mV/s,记录电流随电压变化的曲线。
2、 结果及讨论
2.1 离子短路的控制研究
发生离子短路,说明电解液和铝塑膜中间层铝箔导通,铝塑膜PP层已经破损。不同边电压、边电阻的软包装电池,电化学镀铜实验结果见表1。
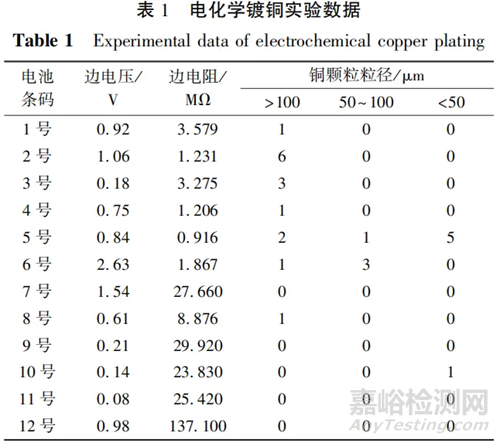
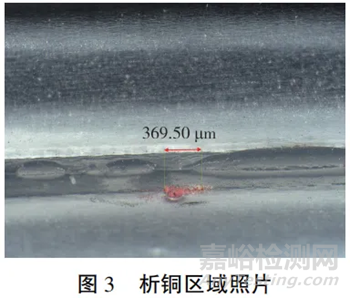
从表1可知:边电阻小于5MΩ的电池中,都发现了直径大于100μm的铜颗粒;而边电阻大于20MΩ的电池中,仅有1只检出了直径小于50μm的铜颗粒。这表明,边电阻大的软包装电池,PP层破损面积相对较小,边电阻值和PP层破损面积呈负相关。观察边电压小于0.8V电池,其中部分未发现铜颗粒,但也有些发现了直径大于100μm的铜颗粒,说明边电压和PP层破损面积没有明显的关系。这表明,相对于边电压,边电阻更能准确地反映PP层破损程度,从而判断是否发生离子短路。在2号电池二封边铝塑膜PP层热熔部位发现的单质铜颗粒见图3,粒径大于100μm,说明PP层破损面积较大。
2.2 电子短路的控制研究
当软包装电池负极耳/负极片和铝塑膜铝层接触,导致铝塑膜铝层的电位被拉低时,就形成了电子短路。如果位低于锂铝合金化反应电位,铝层就会和 Li+持续反应,导致铝层粉化破裂,致使电池腐蚀漏液。电化学测试结果表明,锂铝合金化反应主要发生在0.2~0.3V,到1.2V左右基本上就没有反应容量了。根据基尔霍夫分压定理[式(1)],如要避免铝层发生腐蚀风险,需确保UAl-Li始终大于1.2V,即U正-Li-U正-Al>1.2V。三电极测试该款软包装电池的U正-Li在3.4~3.5V,则U正-Al<(U正-Li-1.2)V,即确保边电压U正-Al小于2.2V,就可以避免铝层和锂发生合金化反应。

式(1)中:UAl-Li为铝箔对锂电位;U正-Li为正极对锂电位;U正-Al为正极对铝箔电位。将不同阻值电阻并联到负极耳和铝塑膜铝层之间,模拟电子短路,并测试并联电阻前后的边电压,结果见图4。
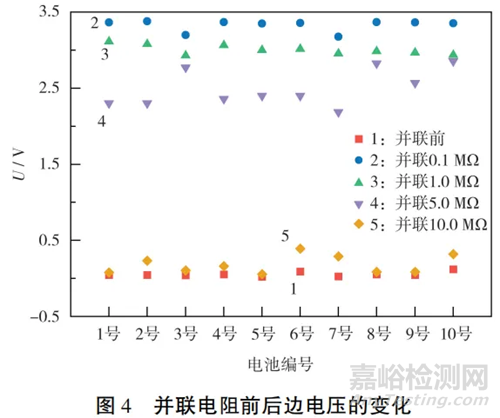
从图4可知,并联电阻阻值越大,并联后电池边电压越小,当并联阻值为10MΩ时,边电压即降至0.5V。如果以边电阻来判定电子短路是否存在,阻值至少需大于10MΩ,但软包装电池边电阻测试的是离子短路阻值和电子短路阻值的综合结果,只关注边电阻会干扰对电子短路的判定。
为了验证边电阻小的电池是否存在电子短路,挑选边电阻小于5MΩ的软包装电池,经液氮冷冻后测试边电阻的变化,结果见表2。
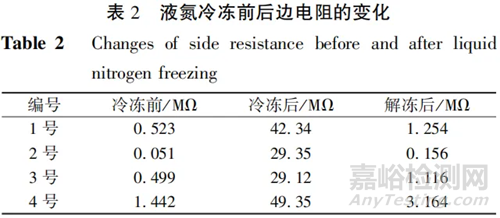
电解液在液氮冷冻过程将失去导电性,冷冻后边电阻显著增大,说明排除离子短路影响后,不存在电子短路。解冻后边电阻又减小至接近冷冻前的阻值,说明电解液恢复液态后离子短路也一同恢复,导致边电阻减小。综合分析,边电阻小的电池是离子短路导致,不存在电子短路。综合上述分析结果,相对于边电阻,以边电压判断电子短路更为准确。
2.3 软包装电池腐蚀控制研究
软包装电池腐蚀发生的必要条件:①铝塑膜铝箔与电解液接触(离子短路);②铝塑膜铝箔与电池负极导通(电子短路)。阻断其中任意一个条件,即可避免软包装电池的腐蚀漏液。杜绝离子短路要保证PP层无破损,需要确定边电阻的下限。理论上如果PP层无破损,边电阻是非常高的,可达几百兆欧以上,但是由于软包装电池生产过程中,铝塑膜热封封边时,热熔挤压会导致PP层出现一些裂纹,必然有部分电池PP层存在微小破损。实验选用不同边电阻的电池,模拟电子短路,记录电池腐蚀所需时间,见表3。
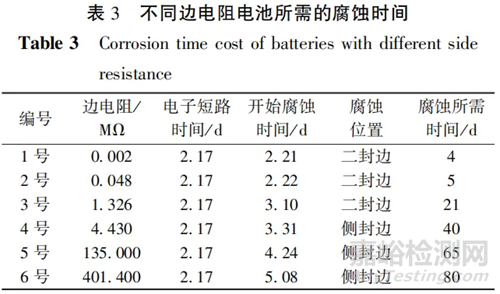
从表3可知,完全阻断离子短路很难,即使边电阻高达400MΩ,在电子短路存在的情形下,80d以后也会发生腐蚀。从软包装电池生产工艺角度来看,控制离子短路非常困难。若是引入离子短路控制标准,将会有大量电池被判为不良品,导致合格率大幅降低,作为企业是不能接受的。
既然离子短路控制难度大,那么控制电子短路就非常重要。避免电子短路的关键在于控制边电压。生产上,可将边电压小于2.2V的电池判定为未发生电子短路的良品,经实际验证,统计生产不良率低于0.1%,企业是可接受的。
2.4 软包装电池腐蚀寿命预测
2.4.1 腐蚀电量计算
腐蚀会损耗一部分的电池容量,被损耗的部分即称为腐蚀电量。选取边电阻小于0.1MΩ的电池,充满电后使用导线将负极耳与铝塑膜中的铝层导通,电池会在7d之内快速腐蚀,铝塑膜内的铝层发黑,即表明铝塑膜开始被腐蚀。测试腐蚀前后的放电容量,容量差值就是腐蚀电量,实测腐蚀电量约为0.2Ah。
2.4.2 腐蚀电流测试
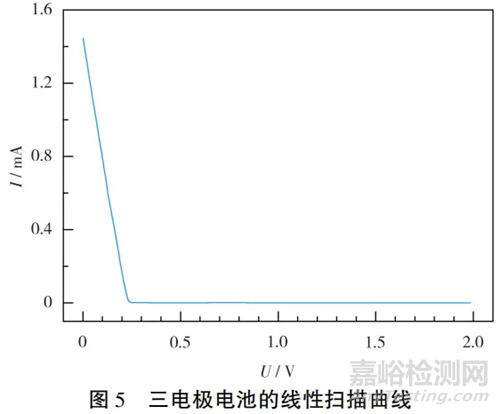
三电极软包装电池的线性扫描曲线见图5。从图5可知,电压低于0.25V以后,铝箔在电解液中的腐蚀电流迅速增加,说明锂铝合金化反应开始加快。
腐蚀电量除以腐蚀电流可以计算腐蚀寿命,腐蚀寿命定义为电池生产下线后到发现铝塑膜腐蚀期间的时间。

式(2)中:t为腐蚀寿命;Q腐蚀为腐蚀电量,0.2Ah;i腐蚀为测试的腐蚀电流。三电极电池线性扫描测试采集的电压相当于UAl-Li。依据测试腐蚀电流计算的腐蚀寿命如表4所示。
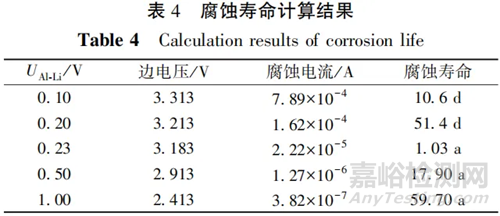
从理论计算结果来看,只要保证UAl-Li大于1.0V,即边电压小于2.413V,即可满足软包装电池对腐蚀寿命的要求。
3、 结论
软包装锂离子电池腐蚀发生的必要条件是离子短路和电子短路同时存在。本文作者对边电压、边电阻与离子短路、电子短路的关系进行研究,结果如下:
电化学镀铜分析结果表明,PP层破损面积大小和边电阻值负相关,而与边电压的规律不明显,说明离子短路采用边电阻判定更准确。模拟电子短路实验表明,短路电阻越小,边电压越高。液氮冷冻实验表明,边电阻小是因为离子短路,而不是电子短路。电子短路采用边电压判定更准确。
采用三电极软包装电池测试铝箔在电解液中的腐蚀电流,负极耳与铝塑膜并联导线测试腐蚀电量,计算腐蚀寿命。实验结果表明,边电压小于2.413V,即可保证铝塑膜的腐蚀寿命满足要求。为平衡成本和合格率,以边电压为判定依据,通过控制电子短路来防止软包装电池腐蚀,是比较好的选择。
文献参考:杜智锋,杨大鹏,金玉静,牛海超.软包装锂离子电池腐蚀预测和控制[J].电池,2024,54(4):529-532

来源:Internet