
嘉峪检测网 2024-11-09 10:56
导读:本文以钴酸锂材料作为正极活性物质,研究了正极表面颗粒对锂离子电池电化学性能的影响。
作为锂离子电池极片的主要组成部分,正极活性物质颗粒粒径大、刚性较强,部分大颗粒不易加工,对锂离子电池的性能造成严重的影响。本文以钴酸锂材料作为正极活性物质,研究了正极表面颗粒对锂离子电池电化学性能的影响。
1、 实验
钴酸锂、导电石墨BP2000、粘结剂PVDF以90%∶3%∶7%(质量分数)的比例配制浆料,浆料涂布在铝箔上,干燥,辊压制成卷芯。隔膜为干法的日本宇部、电解液为 LB-335VE,极耳、负极石墨FSN-1。共生产一个型号:563048P 850mAh,分别用0.5C进行充放电分容后老化。同时以1.0C电流对电池进行充放电循环寿命测试。
正常配制浆料为:直接用上一次配料的未清理的搅拌机配料,同时加入上一次搅拌过程中的回收料。本文实验在配制浆料的过程中,采用3种配制方法,方法1:按照正常生产进行;方法2:调整网筛筛孔的大小;方法3:调整筛孔大小并调整配料工序(清理搅拌缸内壁、搅拌杆、不加回收料),再进行同一型号不同批次的电性能测试。
2、 结果与讨论
2.1 正极材料与正极片参数
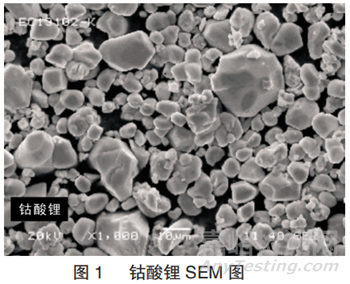
由图1钴酸锂正极材料的扫描电镜图(SEM)可知:材料颗粒大小不一,相对级配型较好,但大颗粒粒径相对更大。
由表1可知:D50 为18.3um,说明18.3um以上的颗粒相对较多,占比50%,而D90为44.9um材料颗粒占比10%。
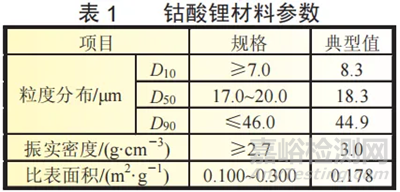
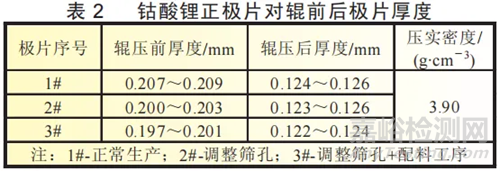
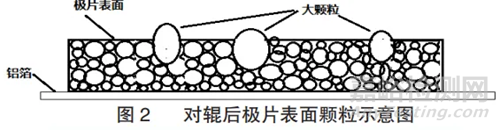
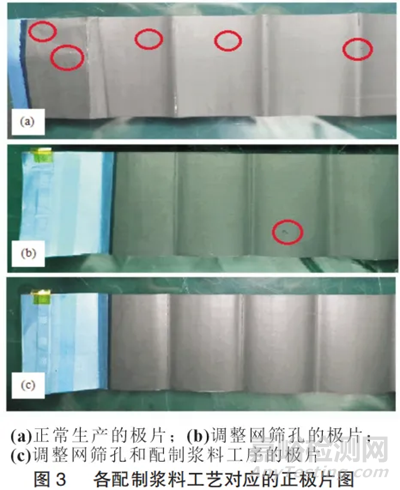
表2中的数据表明:极片辊压后厚度均值为0.124mm,铝箔厚度20um,可计算得单面极片厚度仅为53um,超过44.9um的活性物质大颗粒加上粘结剂、导电剂的颗粒和活性物质小颗粒之间相互叠加,会导致部分大颗粒在极片表面凸显出来,见图 2,在极片表面形成尖点,实际效果如图3所示。因此,经过方法3处理后,大颗粒和回收料排除,颗粒均匀,辊压后极片表面更光滑,预计对后续工序和电池性能有更好的作用。
2.2 制程性能测试
2.2.1 短路测试
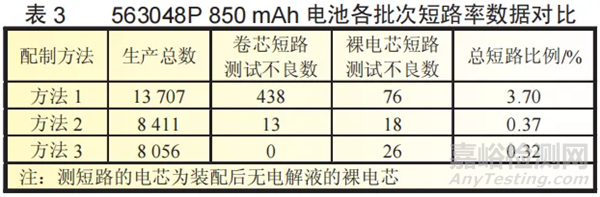
表3为 563048P 850mAh各配制方法制作电池的短路率数据。由表3可知:方法1的电池电芯在装配车间测试裸电芯短路时短路率最大,达3.7%,约是方法2和方法3短路率的10倍。
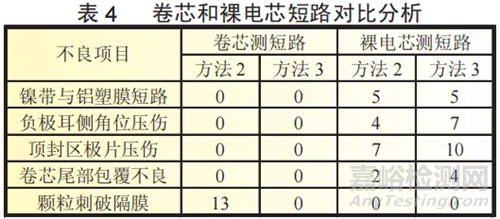
同时,为了对比方法2和方法3,分别对电芯第1次和第2次短路测试的不良裸电芯进行拆解分析原因,具体如表4所示,卷芯短路测试中,方法2的13个不良品均为极片表面颗粒刺破隔膜造成的,而方法3则没有不良品,说明方法3可有效降低颗粒刺破隔膜的短路几率,而裸电芯短路测试分析表明与颗粒表面光滑度无关。
2.2.2 电压K值性能测试
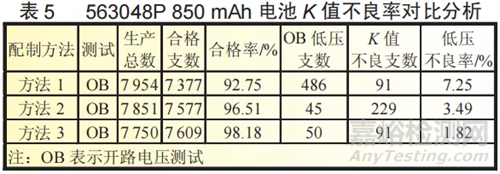
由表5可知,方法1即正常生产的电池低压不良率达7.25%,而配制方法3即调整筛网+配料工序的电池电压不良率只有1.82%,因此,电池值的不良率主要因电芯内部短路等造成。极片表面有颗粒是造成内部短路的主要原因,因此减少过大颗粒的数量,调整筛孔+配料工序可以有效地使低压不良率减少3/4,对电池电压的保持有更为有效的作用,进一步提高了电池生产的合格率。
2.3 荷电保持性能测试
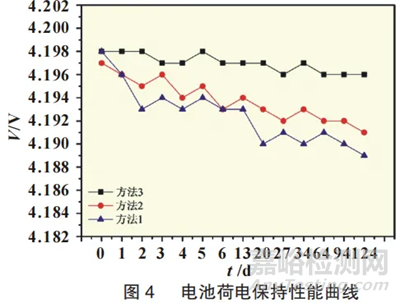
图4为三种方法生产的电池荷电保持性能曲线,方法1~3的电压衰减分别为9、6、2mV,方法1和方法2生产的电池电压衰减相对较快,方法3电压下降相对平稳,说明配制浆料中去除大颗粒和不使用回收料减少了电池内部短路的几率,有效地提高了电压保持率。而方法2虽然通过网筛过滤了大颗粒,但是使用回收料却造成了大颗粒的导入,也增加了内部短路的风险,加速了电池电压的衰减。
2.4 循环性能测试
由图5可知,正常生产的电池循环性能较差,性能衰减相对较快,300次循环后容量保持率只有84%左右,较正常市场上的电池循环性能要求只高出很少,循环性能不合格风险较大。
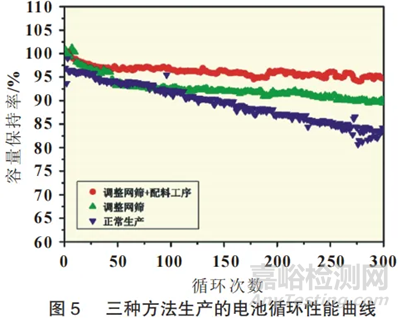
而调整网筛和调整网筛+配料工序生产的电池的循环容量保持率相对较好,均在90%以上,调整网筛+配料工序生产的电池循环性能更佳,容量保持率在94%以上,说明通过调整网筛+配料工序可规避大颗粒对电池极片表面的影响,有效提高电池的循环性能。
3、 结论
大粒径颗粒是影响电极表面光滑的主要原因,通过调整筛孔+配料工序(不加入回收料)的办法减少了大颗粒对隔膜的刺破风险,有效提高了卷芯和裸电芯的生产合格率,减少了工序返工;同时可使电池电压的K值不良率迅速有效地下降3/4,大幅降低了K值不良造成的损失,明显提高了荷电保持率,减少了大颗粒对电池循环性能的影响,规避了因更多不良品流入客户端造成的品质不良率。因此,通过去除大颗粒保持极片表面光滑很大程度上提升了电池产品的性能。
文献参考:覃晓捷,韦京汝,王姜婷,莫长翼,陈琼.正极极片表面颗粒对电池性能影响的研究[J].电源技术,2017,41(10):1399-1401

来源:Internet