
嘉峪检测网 2024-12-09 10:49
导读:本文介绍了飞秒激光与刻蚀组合加工技术。
(1)什么是飞秒激光
激光器作为20世纪最伟大的发明之一,因激光具有方向性、单色性好以及具有良好相干性等特点,在诸多领域有着重要的应用。
20世纪70年代人们首次在染料激光器中实现了飞秒量级的激光脉冲。随着90年代初克尔透镜锁模飞秒钛宝石激光器的出现,促进了飞秒激光技术的快速发展,表现为脉宽的缩小以及峰值功率的提升。
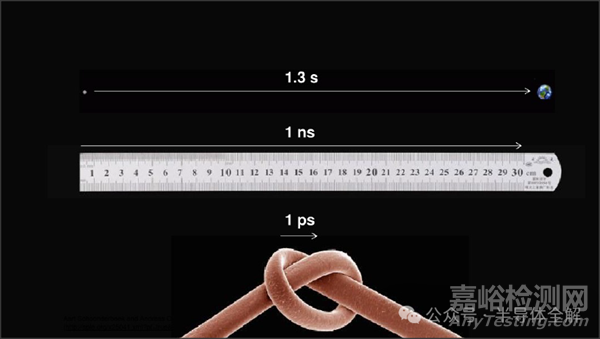
什么是飞秒?想象一下,光在如此短的时间,能跑多远?
假设地球上有个人将激光笔对着月亮,大概1.3秒后,激光就会达到月球表面。当然得理想化一点,光没有散射或损耗。而对于1皮秒的时间,光也就只能走头发丝打个结的距离了。
1秒(s) =10E0s=1s;
1纳秒(ns) =10E-9s=0.000 000 001s;
1皮秒(ps) =10E-12s=0.000 000 000 001s;
1飞秒(fs) =10E-15s=0.000 000 000 000 001s;
从激光器的功率变化来看,飞秒激光技术经历了三代的发展。第一代是20世纪70年代发明的染料激光器,其脉冲宽度可缩短到几十飞秒,然而由于储能能力的限制,此时的脉冲能量只有微焦,峰值功率只有兆瓦。
随着80年代宽带固体激光介质的出现,尤其是钛宝石激光介质,将飞秒激光技术推进到第二代。
2018年诺贝尔物理学奖的获得者Strickland和Mourou提出的啁啾脉冲放大技术(CPA)使得激光的峰值功率可达拍瓦(PW,1PW=1015W)。
啁啾脉冲放大技术是超高峰值功率超短脉冲激光技术发展的一个重要里程碑,直接推动了超强超短激光和强场激光物理等研究领域的诞生,同时也推动了阿秒脉冲的产生。
第三代飞秒激光技术前沿技术是光参量啁啾放大技术(OPCPA),人们不断向着高峰值功率以及高平均功率激光发起挑战。飞秒激光的脉冲宽度从几飞秒到几百飞秒不等,可以在理想的区域内可控诱导材料发生化学和物理变化。
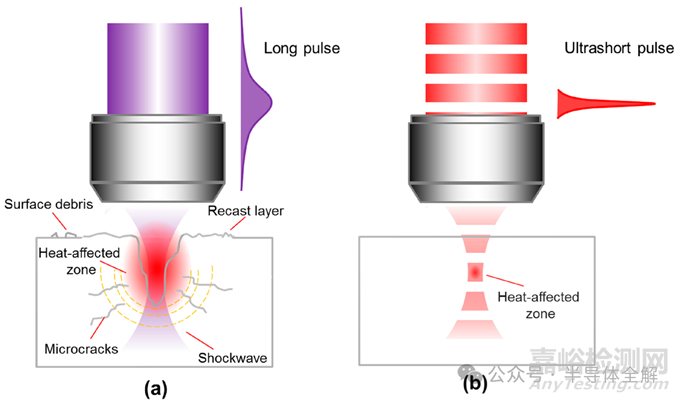
飞秒激光的脉冲时间短,能够抑制激光作用区域周围的热影响区的产生,因而可以实现材料的高质量加工。这是由于飞秒激光的脉宽小于光与物质相互作用中电子声子的耦合时间(1-100ps),此时激光能量大部分被电子所吸收并迅速转移给晶格,而没有热扩散损耗。因此,飞秒激光辐照区周围的热扩散可以忽略,下图(a)是传统激光器加工时材料的热影响,图(b)是采用飞秒激光加工时材料的热影响区。
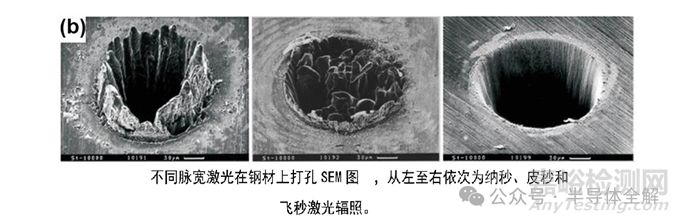
1996年Chichkov等人分别使用纳秒、皮秒以及飞秒激光在厚度为100微米的钢材上进行打孔。结果表明飞秒激光制备的孔热影响区最小,制备结构表面质量最高。
飞秒激光还具有超高的瞬时脉冲能量和高光子密度,可实现材料的非线性多光子吸收。下图显示了诱导电子激发的单光子和多光子吸收过程。
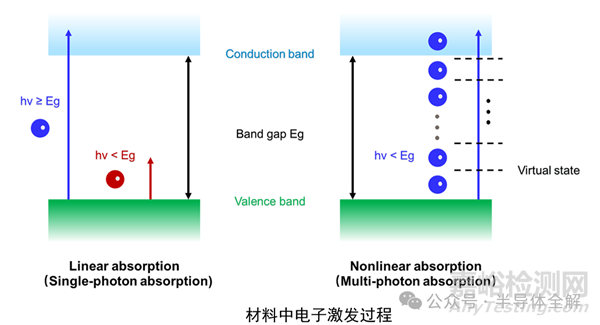
传统的线性的光吸收即单光子吸收,当材料的带隙小于单个光子的能量时,此时材料吸收单个光子使得一个电子由价带被激发到导带。若单个光子的能量小于材料带隙时,线性条件下则无法激发电子从而没有吸收过程。然而,当入射到材料的光子密度极高时,即具有极高的光强。此时尽管光子能量小于带隙,电子也能够被多个光子激发,进而从价带激发到导带。此过程即为多光子吸收过程。飞秒激光因其超高的峰值功率以及高光子密度可实现材料的多光子吸收。因此,即便是对光透明的材料飞秒激光也能发生强烈光吸收进而实现加工。值得一提的是,多光子吸收需要多个光子才能使电子发生跃迁,因此只有激光强度超过一定阈值才能对材料发生作用。这一非线性吸收特性使得飞秒激光能够在透明材料内部进行辐照改性,因此飞秒激光具有强大的三维加工能力。
除此之外,飞秒激光具有超越衍射极限的加工精度。由于飞秒激光在辐照过程中的热扩散过程可以被忽略,因而其加工区域则被限制在光斑尺寸范围内。在相同波长下同单光子吸收相比,多光子吸收可进一步增强空间分辨率。
研究表明,多光子吸收过程中多光子吸收阶数n与有效光束尺寸d的关系为:

其中d0为聚焦光束的实际尺寸。
因此对于多光子吸收过程,光束尺寸会随着多光子吸收阶数的增大而减小。因此非线性多光子吸收可以实现亚衍射极限的空间分辨率。同时飞秒激光具有较广的材料选择范围。由于飞秒激光非线性吸收的特点,理论上只要脉冲宽度足够窄,激光能量足够强,便可实现任意材料的加工。
硬脆材料因其良好的光学特性和物理化学稳定性(高透光率、耐高温、耐腐蚀、高硬度等特点),可用于各种极端环境。例如,蓝宝石在0.3-5μm波长范围内的透射率大于80%,可在极端环境中承受高温和高压,因此在红外防反射窗口、高温传感等领域有着不可或缺的应用。
飞秒激光直写技术具有精度高、适用材料广等优点,已被广泛用于制造复杂的三维微/纳米结构。然而,加工硬质材料需要的高激光功率,会增加结构的表面粗糙度,无法满足器件的高质量需求。为实现硬脆材料表面高质量复杂微纳结构的制备,科研人员们提出了刻蚀辅助飞秒激光加工的方式。具体为使用飞秒激光诱导材料改性,在激光改性区域和原始材料之间形成显著的刻蚀速率差异。然后,通过湿法或干法刻蚀工艺去除改性区域,从而实现材料表面的高质量加工。
(2)干法刻蚀技术
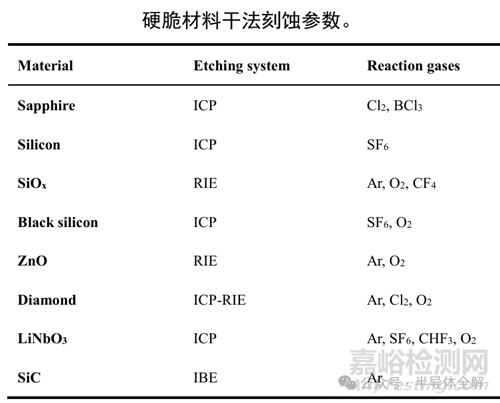
干法刻蚀是半导体工艺中图案转移不可或缺的一种方法,它利用刻蚀气体与材料之间的物理和化学反应来去除材料。有几种类型:离子束刻蚀(IBE)、反应离子刻蚀(RIE)和电感耦合等离子体(ICP)刻蚀。
在这里我们对硬脆材料的干法刻蚀方法进行了总结,如下表所示。
飞秒激光加工可实现任意图案掩膜的制备。干法刻蚀后,图案可以转移到基底材料上,实现结构的有效制备。
如下图所示,通过一定的结构设计,干法刻蚀可以有效地制造复杂的真三维结构。研究人员开发了一种角度刻蚀方法,并将其应用于ICP系统,制备出高质量的金刚石三维结构。
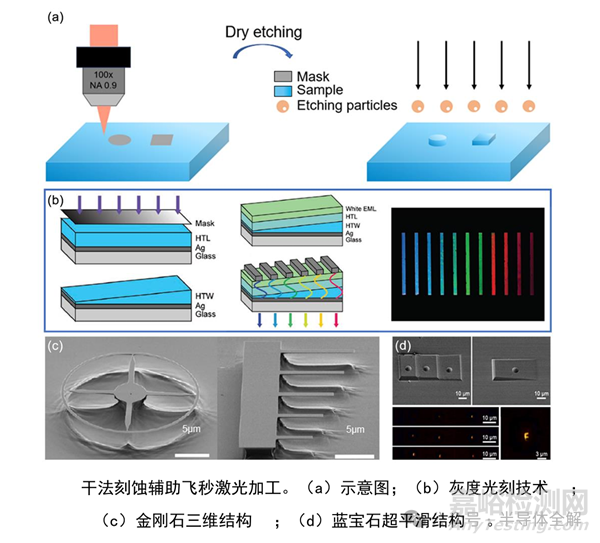
此外,研究人员利用双光子聚合技术在蓝宝石表面制备了聚合物微/纳米结构,然后通过干法刻蚀将聚合物结构转移到蓝宝石上,实现了蓝宝石非平面复杂结构的超平滑制备。
由于干法刻蚀图形转写的高保真性,干法刻蚀辅助飞秒激光加工技术在制备硬脆材料上的微/纳米结构方面具有广阔的应用前景。
(3)湿法刻蚀技术
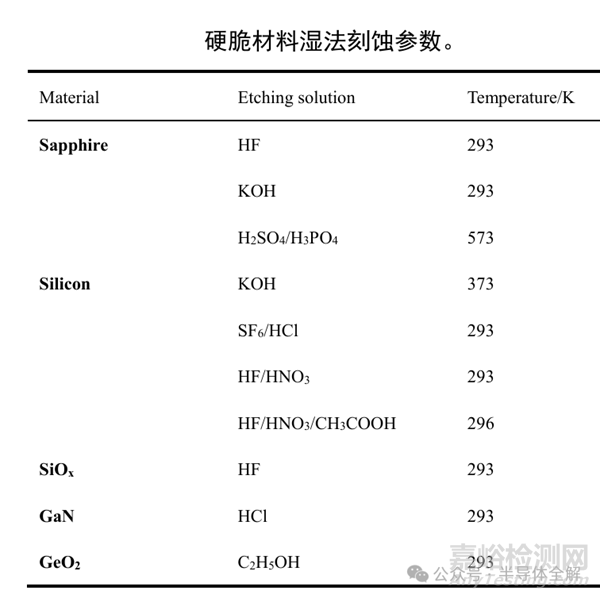
湿法刻蚀技术旨在通过刻蚀溶液与材料之间的化学反应去除材料。飞秒激光诱导的材料相变会改变材料的化学活性,从而影响刻蚀速率,配合湿法刻蚀技术可实现硬脆材料表面结构加工。
一种材料往往有多种湿法刻蚀方式,在这里我们对常见硬脆材料的湿法刻蚀方式进行了总结,如下表所示。
根据材料以及对应刻蚀条件的不同,湿法刻蚀会表现出各向同性和各向异性的特点。如下图所示,各向同性刻蚀速率在刻蚀过程中的所有方向上都是相同的,与晶轴和晶向无关。然而,各向异性刻蚀的刻蚀速率往往与晶轴和晶向有关,刻蚀后会出现晶面和位错。
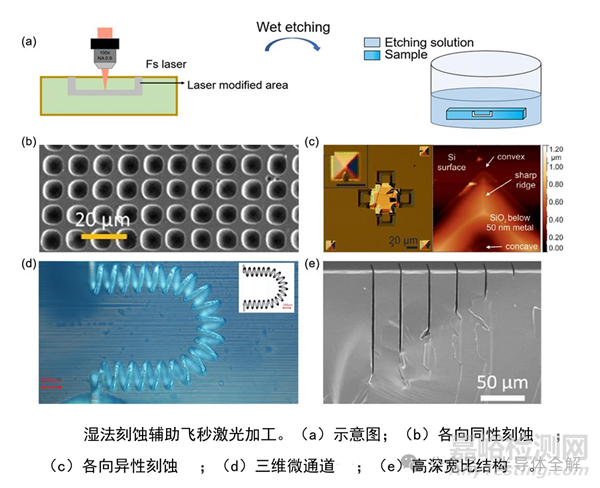
飞秒激光加工具有很高的自由度,可以在材料内部和表面制造任意的三维结构。利用飞秒激光对材料进行可控相变,可实现材料的定向刻蚀。利用湿法刻蚀辅助飞秒激光加工技术,研究人员在玻璃基底上制作出了各种高纵横比的三维微流体通道。由于湿法刻蚀具有高选择性,因此可用于制造高纵横比结构。湿法刻蚀辅助飞秒激光加工技术在硬脆材料的三维微纳加工领域有着巨大的应用潜力。
参考文献:
(1)郑家鑫 基于飞秒激光的铌酸锂光电器件制备与应用研究[D].
(2)黄轶 飞秒激光直写微光学器件及其光学特性研究[D].
(3)栾世奕 基于3D光刻技术的多功能微透镜阵列制造及研究[D].
(4)陈力 基于激光诱导法的玻璃通孔制备技术及无源器件集成研究[D].

来源:半导体全解