
嘉峪检测网 2024-12-23 12:49
导读:本文进一步对9Ni钢对接焊缝的检测工艺进行研究,通过对曝光参数和设备进行合理布置,使成像的灰度、灵敏度、分辨率和归一化信噪比等参数满足标准要求,并确立最优检测工艺。
导读
LNG储罐常用材料有9Ni钢、5Ni钢、奥氏体不锈钢和铝镁合金钢等,而9Ni钢因具有优异的低温韧性、高可焊性和高强度等特点,经常被用于液化天然气储罐的制造。
9Ni钢储罐的焊接质量是低温储罐建造的关键因素,直接决定了整台储罐能否安全运行,因此对储罐焊接接头进行质量监督尤为重要。无损检测作为储罐焊接接头质量把控的重要方法之一,贯穿于储罐的制造、安装和检验等环节。
由于9Ni钢材料的磁性较弱,焊缝材料的镍含量又远高于母材,使焊缝处几乎没有磁性,同时,9Ni钢材料焊接过程中容易产生电弧的磁偏吹,要求钢材的剩磁不超过50Gauss,因此,9Ni钢储罐现场安装过程中的表面无损检测不允许采用磁粉检测。
而针对 9Ni钢焊接接头的超声检测技术需要克服材料晶粒粗大和各项异性的困难,因此,9Ni钢焊接接头的超声检测一直以来都是超声检测领域的难点。
鉴于此,LNG储罐对接焊缝的无损检测常采用渗透检测和射线检测方法。
其中,渗透方法用于焊接接头表面缺陷的检测,射线方法主要用于焊接接头埋藏缺陷的检测。但渗透检测的灵敏度不如磁粉检测,缺陷检出率会有所下降。
9Ni钢焊接接头的射线检测方法主要有单胶片二次透照技术、双胶片一次透照技术和数字射线技术3种方法。
单胶片技术无法通过一次透照获得满足标准要求的底片(母材及焊缝金属的黑度难以同时满足标准要求),而通过单胶片二次透照技术,采用不同的曝光工艺对同一区域进行二次透照,可获得两张底片,一张针对焊缝,另一张针对母材和热影响区,这样即可使底片黑度满足标准要求。
但该方法曝光次数多、底片数量多、检测时间久,不便在现场工程中应用。
为了提高检测储罐的工作效率,常采用双胶片一次透照技术,一张底片针对焊缝,另一张底片针对母材和热影响区,使底片黑度满足标准要求。
该方法虽然通过减少曝光次数提升了检测效率,但并没有减少片子的数量,仍需要洗片和评片等过程。
为了解决上述难点,在保证焊缝检测质量的前提下尽可能地提高检测效率,数字射线成像技术(DR)应运而生。
数字射线检测技术具有宽广的曝光宽容度和较强的降噪能力,通过选择合适的曝光参数,使图像的灰度、灵敏度、分辨率和信噪比均满足标准要求,因此非常适用于9Ni钢焊接接头的检测。
同时,该技术不产生胶片,不需要洗片过程,通过一次透照便能实现母材和焊接接头的检测,大大提高了工作效率,在现场检测中得到了越来越广泛的应用。
1、9Ni钢焊缝射线检测方法介绍
受9Ni钢焊缝金属与母材对射线吸收差异性以及存在焊缝余高的影响,通过单胶片技术一次透照不能同时满足同一张射线底片中焊缝区域与母材区域的黑度在标准要求范围之内。
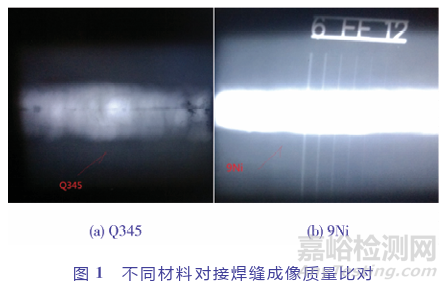
相同厚度(T=12mm)的碳钢对接焊缝和9Ni钢对接焊缝的射线成像质量比对情况分别如图1(a)和图1(b)所示。
采用一定的透照工艺,图1(a)所示的Q345对接焊缝成像质量明显优于图1(b)所示的9Ni钢对接焊缝。
从黑度测量数值方面比较Q345对接焊缝和母材的黑度经测量均满足标准要求,而9Ni钢仅母材的黑度满足标准要求,焊缝的黑度低于标准要求。
从黑度差异方面比较Q345对接焊缝和母材的黑度差为1.1,而9Ni钢对接焊缝和母材的黑度差达到了1.9。
因此,9Ni钢焊缝金属与母材难以通过单胶片技术一次透照方法同时满足标准要求。
为了克服上述难题,本文针对9Ni钢焊接接头,提出了3种射线检测方法,下面进行详细介绍。
1.1单胶片二次透照技术
采用两组曝光工艺对同一区域进行透照。
第一组采用高参数曝光工艺对焊缝区进行透照,获得一张底片,该底片专用于观察焊缝区域的缺陷影像,此时该底片的母材和热影响区的黑度值因超过标准要求而无法观察。
第二组采用低参数曝光工艺对母材和热影响区进行透照,获得另一张底片,该底片专用于观察母材和热影响区的缺陷影像,此时该底片焊缝区的黑度值因低于标准要求而无法观察。
只有结合两种曝光工艺,才能使焊缝母材和热影响区的底片同时满足标准中的黑度要求。
该方法因曝光次数多、检测工期长等原因,不利于工程现场应用,主要适用于实验室研究以及工程量少的射线检测。
1.2 双胶片一次透照技术
双胶片技术就是对同一道焊缝通过一次透照工艺拍摄两张射线底片,其中一张底片针对焊缝,另一张底片针对热影响区和母材,使两张底片均达到黑度及灵敏度要求。为了提高储罐检测的工作效率,常采用双胶片一次透照技术。
双胶片一次透照技术又可分为有中屏的双片曝光技术和无中屏的双片曝光技术。
有中屏的双片曝光技术采用两张相同感光速度的胶片,通过调整铅箔中屏的厚度控制底片黑度,以满足标准要求。
无中屏的双片曝光技术采用两张具有不同感光速度的胶片,评片时用感光速度快的胶片观察焊缝处的成像情况,用感光速度慢的胶片观察母材和热影响区的成像情况。
双胶片一次透照技术的曝光次数比单胶片技术少了一半,解决了单胶片二次透照技术现场拍片时间长的短板,但该方法仍然需要大量的片子,且需要洗片和评片过程,而在大型LNG低温储罐罐体施工过程中,射线检测结果出具的时间直接关系到罐内焊接平台上升的进度,进而影响总工期。
因此,该方法仍然不是9Ni钢焊缝射线检测的最佳选择。
1.3数字射线技术
射线成像技术采用探测器(DR成像板)代替常规胶片完成对射线的探测和光电转换,通过射线穿透工件完好部位和缺陷部位的强度变化,获得数字化图像,从而实现对缺陷的检测。
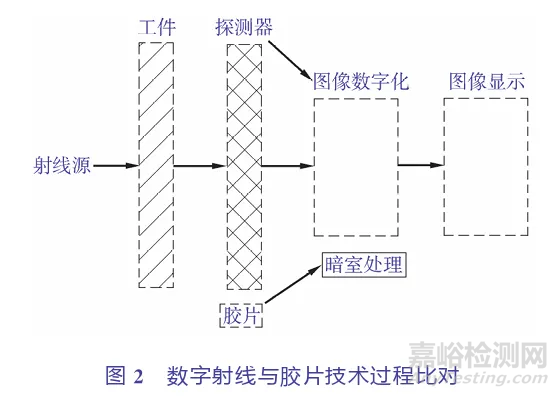
数字射线(DR)检测和常规胶片射线检测获得图像的过程不同,其对比示意如图2所示。
数字射线检测技术(DR技术)作为近年来发展迅速的一种新型检测技术,具有以下几个特点。
1) 传统的胶片射线检测需要经过拍摄、暗室处理、烘干、评定过程,而数字射线可以现场实时成像,省略了暗室处理和烘干过程,直接进入评定过程,成像速度快,检测效率有极大的提高;
2) 数字射线检测图像质量好,信噪比高,检测灵敏度比胶片技术高;
3) 不需要胶片,极大地降低了材料成本,且不会产生化学废液污染环境;
4) 可以通过计算机软件处理提高数字化图像质量,改善观察条件,提高缺陷的检出率。
本文进一步对9Ni钢对接焊缝的检测工艺进行研究,通过对曝光参数和设备进行合理布置,使成像的灰度、灵敏度、分辨率和归一化信噪比等参数满足标准要求,并确立最优检测工艺。
2、试验研究
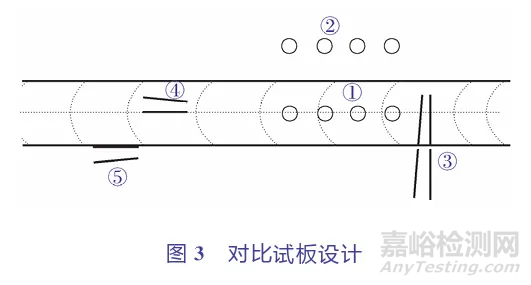
对比试板的设计如图3所示。在试板上加工了一系列平底孔和线槽,用于模拟焊缝和母材上的圆形和条形缺陷。
采用厚度为22mm的9Ni钢焊接试板,焊缝余高为1.0mm。
试板上加工5 组缺陷:
①为焊缝上的4个平底孔,直径均为4.0mm,孔深从左至右分别为1.5,1.0,0.5,0.3 mm;
②为母材平底孔,直径均为4.0mm,孔深分别为1.5,1.0,0.5,0.3mm;
③为横向表面双槽,横跨焊缝和母材区域,长度为30mm,双槽夹角4°;
④为纵向焊缝双槽,长度为15mm,双槽夹角 4°;
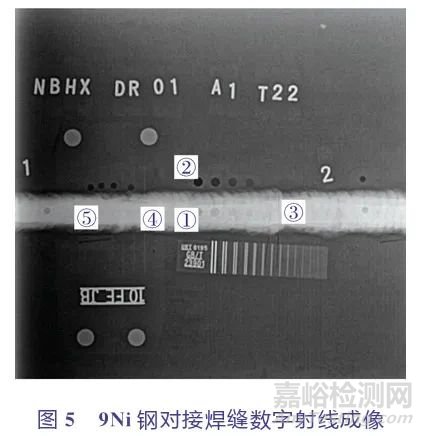
⑤为纵向母材双槽,长度为15mm,双槽夹角 4°。
由于单胶片二次透照技术和双胶片一次透照技术检测的底片图像质量差异性不大,其主要区别在于曝光次数的不同,因此本文仅讨论双胶片一次透照技术和数字射线技术的成像结果。
按NB/T47013.2-2015《承压设备无损检测第2部分:射线检测》标准的规定,采用AB级检测,其中,单胶片技术采用单底片观察评定,底片黑度D应在2.0~4.5范围内,双胶片技术采用双底片善加观察评定,底片黑度D应在2.7~4.5范围内。
工件厚度为22mm,采用单壁透照工艺,像质计置于射线源侧,灵敏度要求不低于W11(0.32 mm)。
2.1 双胶片一次透照技术测试
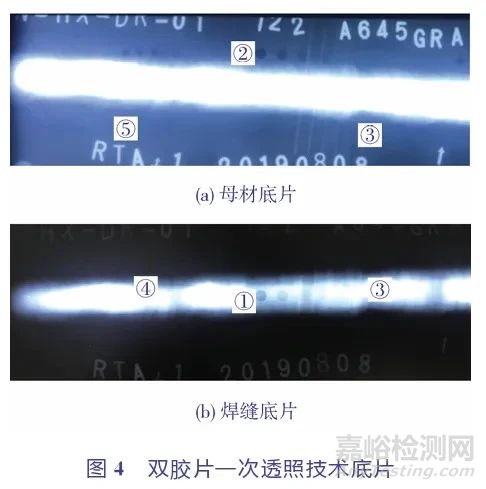
双胶片一次透照技术的底片如图4(a)和图4(b)所示,其中,通过图4(a)底片观察母材,通过图 4(b)底片观察焊缝。
经黑度计测量,图4(a)母材底片黑度为3.57,焊缝底片黑度为1.53~1.90,图4(b)母材底片黑度超过4.5,焊缝底片黑度为2.46~2.87。
因此,采用AB级进行检测时,图4(a)母材底片和图4(b)焊缝底片满足NB/T47013.2-2015 中规定的黑度在2.0~4.5之间的要求。
另外,图4(a)母材底片的图像灵敏度和图4(b)焊缝底片灵敏度均为W11,满足标准中规定的不小于 W11 的要求。
从图4(a)母材底片中可以发现②、③、⑤缺陷,从图4(b)焊缝底片中可以发现①、③、④缺陷,其中①缺陷中未能发现0.3mm的孔,④缺陷中未能发现靠近焊缝中心的单槽。
2.2 数字射线技术测试
数字射线检测仅产生一张数字底片就可以同时观察9Ni钢对接焊缝的母材和焊缝区域。
如图5所示,该底片可以发现所有加工的缺陷,且成像质量比胶片技术更高。
同样采用AB级进行检测,经测量,母材和焊缝的灵敏度均为W12(0.25mm),比双胶片技术高了1个等级。
利用双线型像质计测量图像分辨率为D8(0.16 mm),满足NB/T47013.11-2015《承压设备无损检测第11部分X射线数字成像检测》的要求。
经计算机软件测量,焊缝和母材区域的图像灰度均控制在满量程的20%~80%,满足NB/T47013.11-2015的要求。
图像中焊缝和母材的归一化信噪比经计算机软件测量均高于100,满足标准要求。
3、工程应用
射线检测作为LNG低温储罐质量控制的重要手段之一,在LNG低温储罐建造过程中不可或缺。
现有设计规范要求其射线检测比例为100%,采用双胶片一次透照技术进行检测。
按现有射线检测技术,1台20万m3的处于现场安装完成阶段的LNG低温储罐,通常需要的拍片数量为17000个片位、34000张底片。
因此,采用数字射线技术对该台超大型LNG低温储罐进行检测。
该LNG低温储罐内壁材质为06Ni9DR焊缝采用ENiCrMo-6系焊条进行焊接,外壁为混凝土结构。
将探测器放在罐内,摄射线机置于罐外进行透照。
在曝光室人工试板检测工艺研究的基础之上,利用该LNG低温储罐对数字射线技术进行了工程应用,所得的数字底片如图6所示,其灰度、灵敏度、分辨率和归一化信噪比等参数均满足标准要求。
此外,对储罐同一道环焊缝进行了数字射线技术和双胶片技术的检测比对,比对内容包括底片质量和检测工时两个方面。
结果发现:
这两方面均是数字射线技术占优势,特别是数字射线技术可以实时成像,实时给出检测结果,为储罐安装工程中的平台向上搭建争取了时间,因此有望得到进一步推广应用。

结语
本文采用胶片射线技术和数字射线技术,通过进行合理的工艺设置,成功解决了LNG储罐9Ni钢焊接接头检测难题,并在LNG储罐安装工程项目中进行了工程应用,总结如下:
1) 单胶片二次透照技术、双胶片一次透照技术和数字射线技术均可实现对 9Ni钢焊接接头的检测,均可使底片满足标准规定要求;
2) 试验结果表明,数字射线技术的成像质量明显优于胶片技术,能发现更多的缺陷信息,推荐优先采用;
3) 经工程应用发现,数字射线技术的检测时间比胶片技术短,且能实时成像,可大大提高工程效率。
本文来源:人工智能工业影像(微信公众号)-《石油化工设备技术》2024年第45卷第1期
本文作者:钱盛杰1,王三军2,周鑫1,张 亮2,王 磊3,张 亮3
(1.宁波市特种设备检验研究院;2.宁波恒信工程检测有限公司;3.国家管网集团天津液化天然气有限公司)

来源:Internet