
嘉峪检测网 2025-03-14 15:46
导读:本文针对45钢探讨,加热温度对魏氏组织形成的影响,以及在高温冷却过程,实际形成魏氏组织的温度区间。结合实际生产工艺改进,在生产过程中控制魏氏组织的形成。
45钢在高标准要求下作为高品质材料供货,不允许组织中存在魏氏组织。对于魏氏组织的成因,从金属材料的热力学和动力学原理认为,加热温度过高或冷却速度过快,导致亚共析钢或过共析钢在冷却过程中,先共析的铁素体或渗碳体从奥氏体晶界上沿着奥氏体的一定晶面向晶内生长而形成魏氏组织。过高的加热温度或过快的冷却速度对于不同的钢种具体是多少是不明确的。本文针对45钢探讨,加热温度对魏氏组织形成的影响,以及在高温冷却过程,实际形成魏氏组织的温度区间。结合实际生产工艺改进,在生产过程中控制魏氏组织的形成。
1.试验方法及内容
1.1 试验方法
(1)根据魏氏组织形成时的表面浮凸效应,利用Lasertec 激光共聚焦高温显微镜三维成像,捕捉在高温冷却过程中,魏氏组织的形成过程。即魏氏组织的实时产生形态及实际形成温度和时间。
(2)实验室利用热电偶测40mm×40mm 试样,空冷冷却速度大致为80℃~120℃/min,本试验冷却速度参考测定的空冷冷速,采用120℃/min。在实际生产的热轧空冷过程中,钢材的长度、规格以及环境温度的影响等远大于被测试样,其空冷速度应比实验室测定空冷速度小。本试验方案研究了高温冷却形成魏氏组织的温度区间,试验结果可适用于生产。
1.2 工艺试验
试验用的45钢化学成分见表1。
试验用试样取自同一支样,试样尺寸Φ6mm×2.6mm,试样均未侵蚀。
1.3 工艺方案
本文所有工艺的冷速均低于淬火冷速。
1.3.1 第1组等温冷却工艺试验
加热温度:1050℃、1020℃、1000℃、980℃、950℃、900℃、880℃、870℃、860℃升温均采用从室温开始以300℃/min的速率升温至700℃,然后以100℃/min 的速度升温至试验温度并保温30 min的加热工艺;降温则选取等温冷却工艺:以120℃/min 的速率降温至727℃保温10min→以120/min 的速率降温至680保温10 min→以180℃/min 的速率降温至室温。
高温冷却过程中,组织的变化状态图见高温实时组织转变图1~图6。





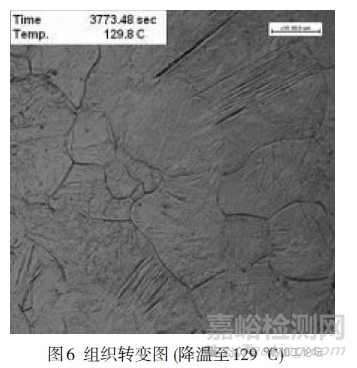
等温冷却试验可知:升温阶段,在870℃开始出现晶界明显迁移,晶粒明显长大。所有温度冷却至727℃(理论共析反应温度点)等温,有团状组织生成,见图2,但均无针状组织形成;在1000 ℃以上保温后冷却至680℃(即过冷奥氏体的珠光体形成温区)等温,保温仅需10多s,即析出针状组织,一般单个针的完成析出用时3s左右。见图3中1所示位置处。同时在图3中2所示位置处有隐约针状趋势。对应图3中2相应位置,可见在随后连续冷却至511℃时,隐针组织开始转变成针状组织,至481℃完成转变,按试验冷却速度180℃/min 计算,隐针完成转变为针状组织时间约为10s。加热至1000℃以下的某个温度等温冷却,只在680℃析出针状组织。
1.3.2 第2组连续冷却工艺试验
试验温度选取:1020℃、950℃、880℃连续降温以60℃/min 的速率冷却至室温高温连续冷却,针状组织形成图见图7~图9。
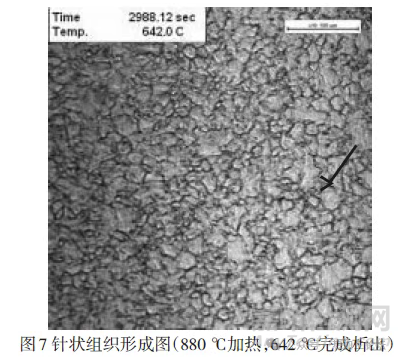
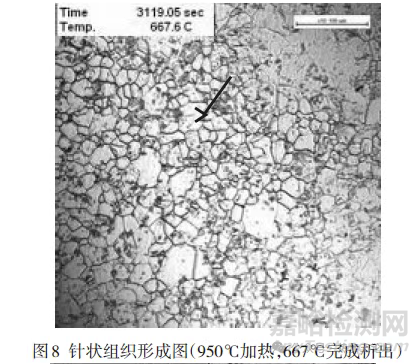
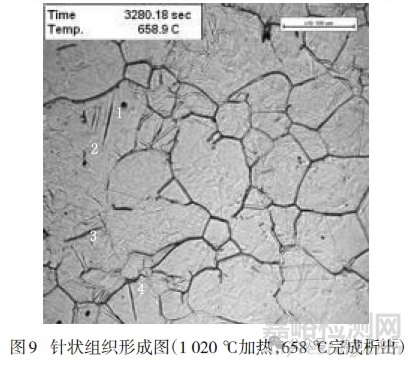
从连续冷却试验可知:从较低加热温度880℃连续冷却,在649℃开始析出针状组织,至642℃析出完成;从较高加热温度950℃连续冷却,在675℃开始析出,至667℃完成析出;从高的加热温度1020℃连续冷却,在680℃开始析出,至658℃完成析出,析出的针状组织较多,且针大多很粗长,如图9中数字位置所示,针状组织先后析出。所有加热温度下单个针完成析出用时约6s,高的加热温度下,全部针最后完成析出用时22s。
1.3.3 第3组工艺
根据第1、2组工艺试验结果,结合现有生产工艺,选取加热温度880℃、860℃探讨冷却速度对形成魏氏组织的影响。
从880℃以30℃/min 和60℃/min 的缓慢冷速→冷却至680℃保温10min→然后以180 ℃/min 的速率冷却至室温。
从860℃以200℃/min 的快速冷却速度→冷却至680℃保温10min→然后以180℃/min 的速率冷却至室温。
两种工艺下的高温组织见图10~图11。

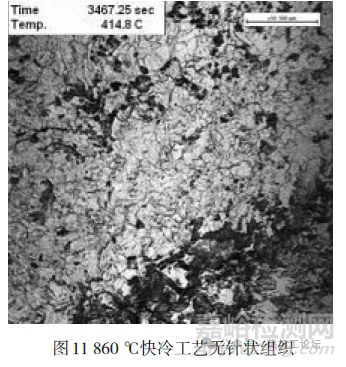
从冷却速度试验可知:880℃以上,即使冷却速度降到极低,也有针状组织形成,冷速越大,形成的针状组织越多,见图10。860℃以下,即使冷却速度升到很高(低于淬火冷速),也没有针状组织形成,见图11。
2.结果分析
关于魏氏组织的形成机理,学术上比较著名的有三种理论:贝氏体切变理论、类马氏体相变理论以及成核和长大扩散型理论。这三种理论均是基于魏氏体针状组织的表面浮凸效应进行论证。本文同样根据魏氏组织形成的浮凸效应,在高温金相试验中,试样全部在抛光状态,不经过腐蚀显示组织,利用激光三维成像,实时真实地呈现针状组织的形成过程,所有针的形成均伴有浮凸效应。利用高温激光共聚焦显微镜,可以真实、实时地观察到“针”从开始出现到析出完成的全过程以及相应的温度、时间点。
根据45钢高温金相组织转变试验结果可得出以下结论:
(1)加热温度高于860℃,冷却过程中均形成魏氏组织,加热温度越高,形成魏氏针状组织越多,针越粗长。
(2)在等温冷却方式下45钢于680℃保温时形成魏氏组织。如果加热温度大于1000℃,则从680℃继续冷却至511℃时,隐针开始生成细针状魏氏组织;在连续冷却方式下,魏氏组织开始形成的温度随加热温度降低略有降低。如果加热温度在1000 ℃以上,则魏氏组织开始形成温度为680℃。随加热温度的降低,魏氏组织的形成温度降低5 ℃~30 ℃左右。
(3)魏氏组织中单个针从开始析出到完成一般只需6s左右,加热温度大于1000℃,多个针完全生成一般需20s以上。
工艺方案的设计侧重于模拟攀长特公司现有的连轧、初轧生产工艺。试验中的加热温度对应于实际生产的终轧温度。针对魏氏组织形成的两个因素——加热温度过高、冷却速度过快考虑,冷却速度在实际生产中对魏氏组织的形成不起主导作用。这是因为实际生产的热轧空冷过程中,钢材的长度、规格以及环境温度的影响等远大于被测试样,其空冷速度应比试验用冷却速度的小的多,不可能形成生产中因冷速过快导致魏氏组织生成现象。因此在试验选取的冷却速度下,研究高温冷却形成魏氏组织的温度区间,试验结果完全可适用于生产;但在热轧空冷过程中,要避开680 ℃~500 ℃这个形成魏氏组织的温度区间,在现有的装备条件下,几乎不大可能实现。生产中要减少45 钢中的魏氏组织,比较有效的方式是从下调终轧温度着手,即必须下调加热温度。攀长特公司连轧厂现有的轧制工艺:加热温度为1050℃ ,终轧温度在880℃~950 ℃之间;初轧加热温度为1220 ℃~1250 ℃ ;关于终轧温度,一般小规格为850℃ ~950℃左右、大规格为950℃~1000℃左右。从本文的3组工艺试验结果来看,攀长特公司连轧厂和初轧厂现有工艺下的终轧温度均会导致魏氏组织的形成,终轧温度越高,形成的针量越多且针越粗大,魏氏组织的级别越高。
生产过程中要控制魏氏组织的形成,必须将终轧温度控制在860℃及以下,按此工艺倒推,即降低轧制的加热温度。连轧厂生产从加热轧制到终轧,根据成材规格,温度降低大致100℃~150℃,将终轧温度控制在860℃及以下,并调整加热温度至1000℃左右比较合理可行。对比初轧厂的轧制工艺,影响终轧温度的因素包括加热后传递和轧制两个过程,在传递过程中根据规格大小,降温在100℃~150℃左右。轧制根据轧制道次,降温在100 ℃~150 ℃左右,目前,为保证透烧,加热温度一般使用1 250 ℃。为控制和改善魏氏组织,加热温度必须下调。根据轧制规格,下调100℃~150 ℃左右。从目前的工装看,为确保终轧温度控制在860℃,倒推加热温度调整至1200℃~1150℃比较合理。为了保证透烧,建议能通过降低加热温度,延长加热保温时间予以实现。
3.结论
(1) 利用激光共聚焦高温显微镜研究45钢高温组织转变,可以完整呈现魏氏组织形成的浮凸效应。
(2) 加热温度高于860 ℃,45钢在冷却时形成魏氏组织。
(3) 45钢魏氏组织一般在680 ℃~650 ℃开始析出,单个针完成析出用时2s~6 s,加热温度越高,析出的温度较高,析出过程较长,形成的针状组织量越多且针更粗长。
(4) 加热1000℃以上,针状组织析出分两阶段完成,在680℃等温,析出针状组织,一般析出在3s以内结束,同时有隐针形成趋势,随后连续冷却至511℃,隐针组织开始转变成针状组织,隐针完成析出用时10 s左右。
(5) 生产过程中要控制45钢魏氏组织含量,应在合理的加热温度下确保终轧温度控制在860 ℃以下,方能保证在终轧后冷却过程中抑制魏氏组织的析出。

来源:攀钢集团长特公司
关键词: 魏氏组织