
嘉峪检测网 2025-03-31 15:10
导读:研究人员选取ZG15Cr1Mo1V钢作为基材,采用激光熔覆技术在其表面制备镍包WC涂层,利用扫描电子显微镜(SEM)、X射线衍射仪(XRD)等表征涂层的显微组织、物相组成、显微硬度、耐冲蚀磨损、耐颗粒磨损和耐吹损性能。
燃机机组阀体和燃煤机组水冷壁等金属部件材料通常为15Cr1Mo1V、15CrMoG等Cr-Mo-V和Cr-Mo系列的珠光体类耐热钢。燃煤机组锅炉15CrMoG钢冷灰斗水冷壁管通常面临冲击和吹磨的技术问题。燃气-蒸汽联合循环发电机组15Cr1Mo1V铸钢件高压蒸汽联合阀阀体常作为进汽温度不高于540℃燃煤机组电站的阀壳和汽缸材料,以及进汽温度为565.5℃的燃机高压联合主汽门。裂纹是ZG15Cr1Mo1V铸钢件的常见缺陷,铸钢件裂纹主要分为热裂、冷裂及发裂3类,其中热裂纹缺陷最容易产生,危害性也最大。ZG15Cr1Mo1V钢的铸造工艺性相对较差,阀体钢铸件的结构复杂、壁厚变化大,在制造过程中,易在截面壁厚差较大的部位产生热裂纹缺陷,尤其是铸件法兰和缸壁的连接处,壁厚差最大,是裂纹缺陷最容易发生、最为严重的部位。产生裂纹的原因复杂,涉及设计、制造及运行等多方面因素,归纳起来主要有两种情况:一是存在易产生裂纹的薄弱部位,如疏松、夹渣等铸造缺陷处;二是铸造应力、热应力和机械应力等较大处。阀体出现裂纹后,在裂纹两端存在很大的应力集中,裂纹极易扩展,若裂纹得不到及时处理,或处理方法不当,裂纹将急剧扩展,严重影响机组的运行安全。激光熔覆技术可起到电站金属部件增强防护和损伤修复的作用,强化功能是通过涂层增强金属部件的性能,在金属部件表面制备增强、抗冲击和耐磨涂层;修复功能主要体现在修复金属部件的孔洞和裂纹,恢复已损伤部件的结构尺寸,以及提高电站金属部件的再制造后服役性能。
激光熔覆技术制备的铁基合金涂层具有良好的综合力学性能及较低的价格等优点,且其与钢材的成分相近,结合界面无分层和裂纹。高硬度、耐磨的陶瓷或稀土材料(TiC、Al2O3、La2O3、WC),尤其WC具有高熔点、高硬度、良好的热稳定性和化学稳定性、高耐磨性等优点,是铁基涂层中最常用的耐磨材料。镍包WC增强涂层的组织更细小、成分分布更均匀,结构完整性优于WC增强涂层。为此,研究人员选取ZG15Cr1Mo1V钢作为基材,采用激光熔覆技术在其表面制备镍包WC涂层,利用扫描电子显微镜(SEM)、X射线衍射仪(XRD)、显微硬度计、冲击试验机、冲蚀磨损试验机、颗粒磨损试验机和吹损试验机表征涂层的显微组织、物相组成、显微硬度、耐冲蚀磨损、耐颗粒磨损和耐吹损性能。
1. 试验方法
1.1 试验材料
选择15Cr1Mo1V钢作为基材,其化学成分如表1所示,基材尺寸(长度×宽度×高度,下同)为200mm×300mm×20mm。激光熔覆前对基体进行预处理,以保证基体与涂层具有良好的冶金结合性;预热温度约为100℃,可以降低熔池的冷却速率,又不至于产生过大的组织应力,还能降低涂层的残余应力。设计了铁基涂层(合金粉末粒径为40~150μm),铁基合金粉末成分如表2所示。镍包WC颗粒粒径为40~150μm,其中Ni元素质量分数为12%,WC的质量分数为88%;镍包WC质量分数为0~30%。高速激光熔覆设备制备涂层时采用同步送粉的方式。激光熔覆制备涂层的参数为:激光功率为1400W,扫描速率为300mm/s,搭接率为50%,送粉速率为18g/min,光斑直径为3mm。待涂层试样冷却后,对试件进行切割,切割后对试样进行打磨,依次使用90,360,600,1000,1500,2000目(1目=25.4mm)水砂纸进行打磨和抛光,选用水溶性金刚石研磨膏在磨抛机上对试样进行抛光,直至抛光至镜面,随后用无水乙醇溶液擦拭试件,待试样风干后,将其放置于干燥箱中备用,用于测试与分析组织性能。
1.2 表征方法
制备试样时,腐蚀剂为体积分数为3%的硝酸乙醇溶液,在场发射扫描电镜下观察涂层的微观形貌。采用X射线衍射仪分析涂层表面的物相,材料为Cu靶,加速电压为40kV,电流为20mA,扫描范围为20°~80°。采用显微硬度计测试涂层的维氏硬度,载荷为5N,对基材和涂层试样各测量5次,再计算硬度平均值。冲击试样按照GB/T 229—2020《金属材料 夏比摆锤冲击试验方法》制备一定形状(V形缺口)和尺寸55mm×10mm×10mm的金属试样。摆锤式冲击试验机处于简支梁状态,以试验机举起的摆锤进行一次冲击,使试样沿缺口冲断,用折断时摆锤重新升起的高度差计算试样的冲击吸收能量,其数值越大,材料韧性越好。颗粒冲蚀磨损试验机结构与日本ACT-JP型试验机类似,试验参数为:冲蚀距离为100mm,冲蚀角度为30°和90°,磨料为棕刚玉,其粒度为200~300μm,压缩空气压力为0.1~0.4MPa,喷嘴内径为3.6~4.0mm,喷嘴长度为22mm。采用被测试样冲蚀磨损损失质量评价冲蚀磨损性能,在一定的试验条件下,失重量越小,表明涂层的耐冲蚀磨损性能越好。根据美国ASTM G65-16《使用干砂/橡胶轮试验仪测量磨损的试验方法》标准,在橡胶轮磨粒磨损试验机上进行磨粒磨损性能试验,试验载荷为13N,橡胶轮转速为60r/min,橡胶轮直径为220mm,磨料(棕刚玉)粒度为250μm,磨损时间为60min。采用被测试样磨损损失质量评价磨粒磨损性能,在一定的试验条件下,磨损失重量越小,涂层试样耐磨粒磨损性能越好。吹损试验时,吹损介质为SiO2和Al2O3,粒度为20~100μm,吹损压力为0.4~0.6MPa,采用质量为200g和1000g的SiO2和Al2O3混合物吹损基材和涂层,通过被测试样损失质量评价吹损性能,在一定的试验条件下,损失质量越小,表明涂层耐吹损性能越好。
2. 试验结果与讨论
2.1 微观形貌与物相组成
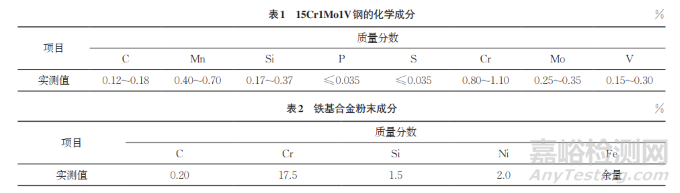
不同质量分数镍包WC铁基涂层SEM形貌如图1所示。涂层组织致密,形成网络状结构特征;随着镍包WC的添加,涂层晶粒细化;局部区域分布着未分解的WC颗粒[ 见图1(b)~1(d)],WC颗粒保持了原有形貌;同时WC颗粒周边熔化分解,熔化后的WC颗粒与Fe、Cr元素形成碳化物,将WC颗粒牢牢固定在涂层中,有效结合。相对于不含镍包WC铁基涂层和质量分数为10%的镍包WC铁基涂层,质量分数为20%和30%镍包WC铁基涂层的晶粒显著细化。
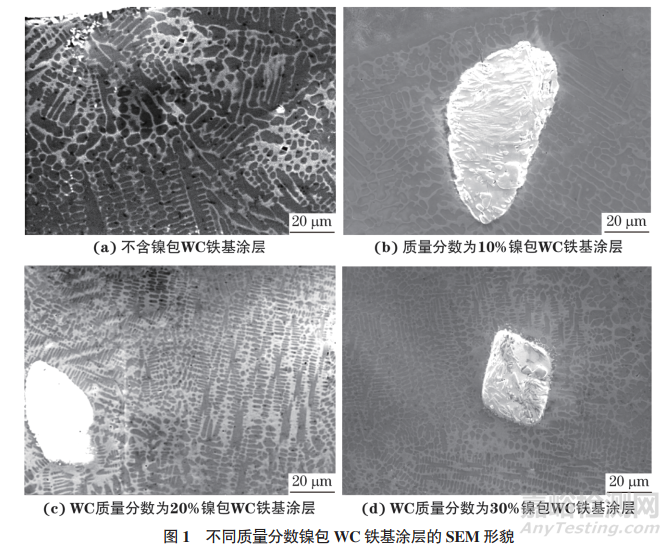
不同质量分数镍包铁基WC涂层的XRD图谱如图2所示。由图2可知:质量分数为10%的镍包铁基WC涂层析出Fe3W3C、Fe6W6C、WC和Cr23C6;随着镍包WC质量分数的增大,Fe6W6C和Cr23C6衍射峰增强,碳化物数量显著增多。尤其质量分数为30%镍包WC铁基涂层的Fe6W6C和Cr23C6衍射峰显著增强,表明碳化物析出量增大。
2.2 显微硬度
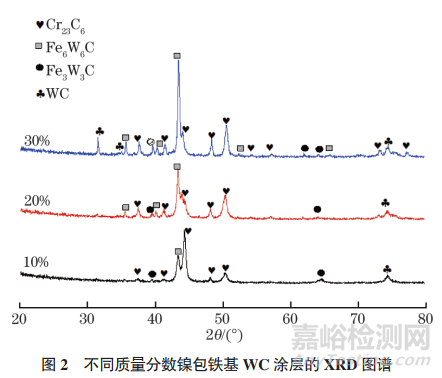
基材和不同镍包WC质量分数铁基涂层表面的显微硬度和冲击吸收能量如图3所示。基材的显微硬度约为180HV0.5,冲击吸收能量为34.2J,当镍包WC质量分数为0,10%,20%,30%时,铁基涂层的显微硬度分别为690,720,774,819HV0.5,铁基涂层的冲击吸收能量分别为38.6,43.8,61.1,62.2J,可见铁基涂层显微硬度和冲击吸收能量显著提高,表明铁基涂层的晶粒细化有助于材料的硬度和韧性同步提高。由物相分析结果可知:激光熔覆过程中部分镍包WC高温分解成W、C,与涂层合金元素Cr和Fe发生化学反应,形成了Cr23C6、Fe3W3C、Fe6W6C硬质相,起到弥散强化作用;析出碳化物为形核中心,促进二次枝晶形成,细化了涂层晶粒,起到细晶强化作用;弥散强化、细晶强化综合作用提高了涂层的硬度。晶粒越细,塑性变形越均匀,内应力集中程度越小;而且晶粒越细,晶界面越多,晶界越曲折,晶粒与晶粒间犬牙交错的机会就越多,越不利于裂纹的萌生和扩展,晶粒与晶粒间就越紧固,韧性就越好,冲击吸收能量越大。同时,涂层晶粒细化导致晶界处的位错吞噬、释放能力明显提高,涂层的韧性增强。当镍包WC质量分数为30%时,铁基涂层的显微硬度和冲击吸收能量达到最大,达到819HV0.5和62.2J。
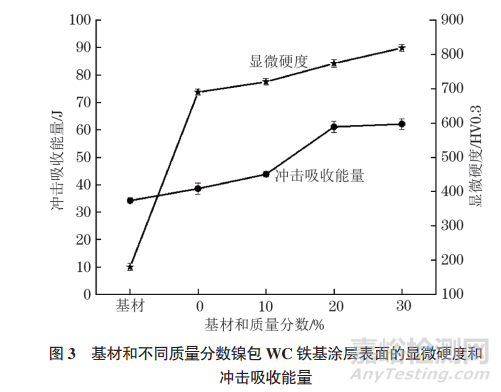
图4为30°(磨料与涂层基材夹角)和90°冲刷力作用下基体与铁基涂层冲蚀磨损后的损失质量。30°和90°冲刷力作用下基材的冲蚀磨损损失质量分别为0.09g和0.12g,与基材相比,30°和90°下不含镍包WC铁基涂层的冲蚀磨损损失质量分别为0.035g和0.05g,表明铁基涂层耐冲蚀磨损性能显著提升;随着镍包WC质量分数的增大,涂层的冲蚀磨损损失质量逐渐减少,耐冲蚀磨损性能进一步提高。质量分数为30%的镍包WC铁基涂层在30°和90°冲刷力作用下冲蚀磨损损失质量分别为0.02g和0.03g,约为基材的1/5;涂层表面在90°高角度冲刷力作用下更容易脱落,冲蚀磨损损失质量增大。
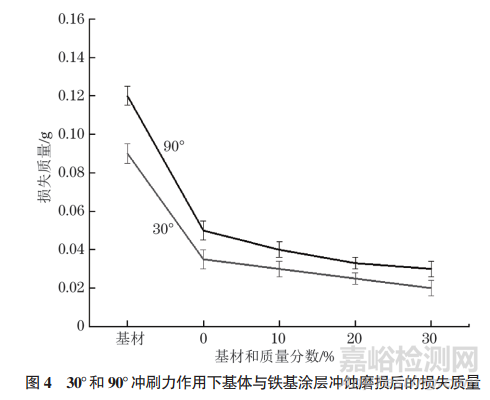
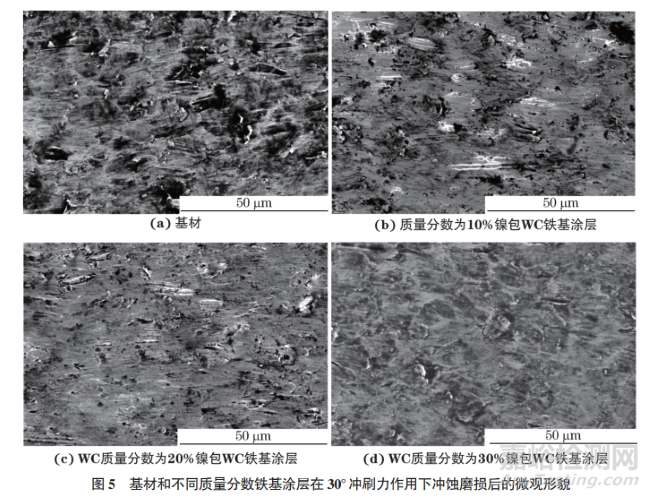
基材和铁基涂层在30°和90°冲刷力作用下冲蚀磨损损失质量变化趋势一致,用基材和铁基合金涂层在90°下冲蚀磨损后的微观形貌变化(见图5)来进一步表征冲蚀磨损性能。由图5可知:基材硬度低,其表面冲蚀磨损后出现明显的冲蚀坑,铁基合金涂层的显微硬度显著高于基材,有助于提高其抗冲蚀磨损性能,冲蚀磨损坑深度明显减小;随着镍包WC质量分数的增大,涂层表面硬度提高,使其冲蚀磨损性能进一步提高;质量分数为30%镍包WC 铁基合金涂层表面未产生明显的冲蚀磨损痕迹。
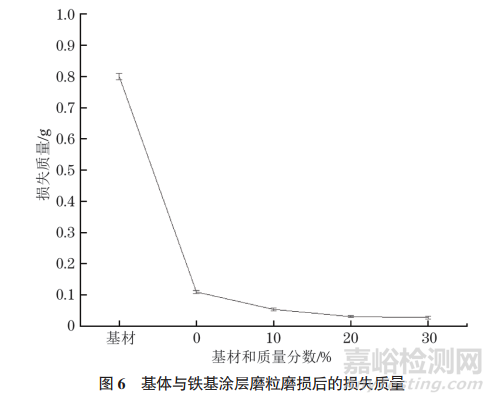
基体与铁基涂层磨粒磨损后的质量损失如图6所示。基材的磨料磨损损失质量分别为0.792g,与基材相比,铁基涂层磨粒磨损损失质量分别为0.115g,表明铁基涂层耐冲蚀磨损性能显著提升;随着镍包WC含量增大,磨粒磨损损失质量逐渐减少,耐磨粒磨损性能进一步提升。质量分数为30%镍包WC铁基涂层的磨粒磨损损失质量为0.028g,约为基材的1/28,耐磨粒磨损性能显著提高。磨粒磨损是硬的磨(颗)粒或硬的凸出物在与摩擦表面相互接触运动过程中,表面材料发生损耗的一个过程。材料表面随硬质颗粒的压入和摩擦易发生磨损,磨损过程中常伴随冲击的作用,涂层的耐磨性又与碳化物硬度有关,增加碳化物数量、减小尺寸、增加弥散度等均能改善材料的耐磨性;同时材料的韧性影响耐磨性,韧性高的涂层在磨粒磨损过程中不容易发生断裂,能够更好地抵抗磨损,因而质量分数为30%的镍包WC涂层的耐磨粒磨损性能显著提高。
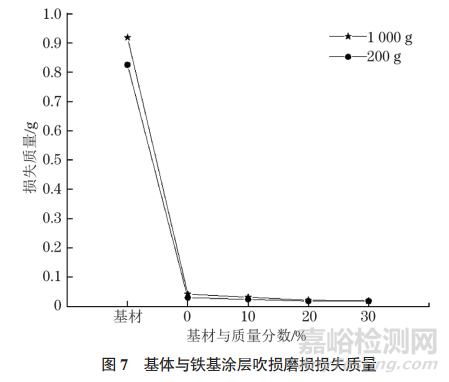
基体与铁基涂层吹损磨损损失质量如图7所示。在200g和1000g氧化物吹损时,基体吹损后的质量损失分别约为0.919g和0.825g,随着镍包WC含量的增加,200g和1000g氧化物吹损下吹损磨损损失质量减小、涂层耐吹损性能提高,质量分数为30%镍包WC铁基涂层损失质量分别约为0.0193g和0.0181g,约为基材的1/45,耐吹损性能显著提高。吹灰对锅炉受热面危害较大,飞灰吹损磨损会使管壁减薄,造成锅炉四管(Cr-Mo-V和Cr-Mo珠光体类耐热钢)泄漏。质量分数为30% 镍包WC铁基涂层具有高硬度和高韧性,可抑制硬质氧化物颗粒吹损。
3. 结语
采用激光熔覆技术在15Cr1Mo1V钢表面制备镍包WC铁基涂层,研究镍包WC质量分数(0~30%)对铁基涂层显微组织、物相组成、显微硬度、冲击性能、冲蚀磨损、颗粒磨损和吹损性能的影响。
(1)镍包WC铁基涂层物相为Cr23C6、Fe3W3C、Fe6W6C和WC;随着镍包WC质量分数的增大,大部分WC颗粒与铁基合金元素发生化学反应而形成新的碳化物相,形成网络状结构,晶粒细化。当镍包WC质量分数为30%时,Cr23C6和Fe6W6C数量增多,铁基涂层组织致密、细化效果最明显。
(2)质量分数为30%的镍包WC 铁基涂层硬度为819HV0.5,冲击吸收能量为62.2J,质量分数为30%镍包铁基WC涂层的冲蚀磨损损失质量、颗粒磨损损失质量和吹损损失质量分别约为基材损失质量的1/5、1/28 和1/45,耐磨性能显著高于基材。
作者:何群 1,郭岩 2,吴胜法1,黄佳敏2,俞池恒2,熊宗群2,王光乐2
单位:1.杭州华电半山发电有限公司;
2.华电电力科学研究院有限公司
来源:《理化检验-物理分册》2025年第1期

来源:理化检验物理分册
关键词: 涂层