
嘉峪检测网 2025-04-28 12:02
导读:本文介绍了后乳化型渗透检测法适用范围与检测流程。
后乳化型渗透检测法也是广泛使用的渗透检测方法之一。
这种方法除了多一道乳化工序外,其余与水洗型渗透检测程序完全一样;
这种方法也包括后乳化型着色渗透检测法及后乳化型荧光渗透检测法两种。
其检测程序如图2所示
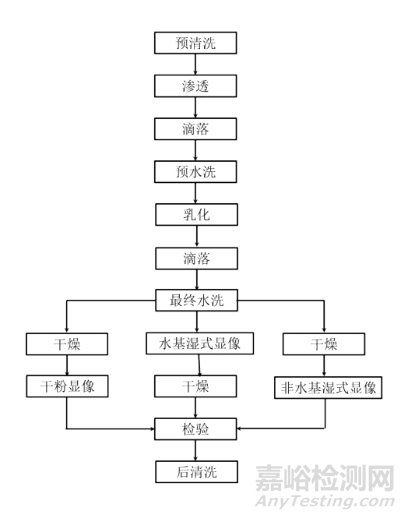
(图2 后乳化型渗透检测程序方框图)
1.后乳化型渗透检测适用的范围
①表面阳极化工件,镀铬工件及复查工件;
②有更高检测灵敏度要求的工件;
③被酸或其他化学试剂污染的工件,而这些物质会有害于水洗型渗透检测剂;
④检验开口浅而宽的缺陷;
⑧被检工件可能存在使用过程中被污物所污染的缺陷;
⑧应力或晶界腐蚀裂纹类缺陷;
⑦磨削裂纹缺陷。
后乳化型渗透检测法也大量应用于经机加工的光洁工件的检验,例如,发电机的涡轮叶片、压气机叶片、涡轮盘及压气机盘等机加工工件的检验。
后乳化型渗透检测法因乳化剂不同而分为亲水型后乳化渗透检测法及亲油型后乳化渗透检测法两种。
亲水型后乳化渗透检测法的去除工序操作工艺为:预水洗一施加乳化剂一最终水洗一滴落余水。
亲油型后乳化渗透检测法的去除工序操作工艺为:施加乳化剂一水洗一滴落余水。
渗透时间控制很关键,表3列出了后乳化型荧光渗透检测法推荐的渗透时间,也可供后乳化型着色渗透检测法参考。
表3 后乳化型荧光渗透检测法的渗透时间(温度16~32℃)
材料
状态
缺陷类型
渗透时间(min)
铝、镁
锻件
裂纹、折叠
10
焊缝
未焊透、气孔、裂纹
10
各种状态
疲劳裂纹
10
不锈钢
精铸件
裂纹
20
气孔、冷隔
10
锻件
裂纹
20
折叠
10~30
焊缝
裂纹、未焊透气孔
20
各种状态
疲劳裂纹
20
青铜
铸件
裂纹
10
气孔、冷隔
5
黄铜
锻件
裂纹
20
折叠
30
钎焊缝
裂纹、折叠、气孔
10
各种状态
疲劳裂纹
10
塑料
/
裂纹
2
玻璃
/
裂纹
5
玻璃与金属封严
/
裂纹
5~60
硬质合金刀头
钎焊刀头
未熔合、气孔
5
磨削裂纹
20
钛和高温合金
各种状态
各种缺陷
20~30
2.后乳化型渗透检测法的优缺点
a.后乳化型渗透检测法的优缺点
①具有较高的检测灵敏度;
②能检出浅而宽的表面开口缺陷;
③因渗透剂不含乳化剂,故渗透速度快,渗透时间比水洗型要短:
④抗污染能力强,不易受水、酸和铬盐的污染;
⑤重复检验的再现性好;
⑥温度变化时,不会产生分离、沉淀和凝胶等现象。
b.后乳化型渗透检测法的缺点
①要进行单独的乳化工序,故操作周期长,检测费用高;
②必须严格控制乳化时间,才能保证检验灵敏度;
③要求工件表面有较低的粗糙度,如工件表面粗糙度较大或工件上存有凹槽、螺纹或拐角、键槽时,渗透剂不易被清洗掉;
④大型工件用后乳化渗透检测法比较困难。

来源:NDT互联网联盟
关键词: 渗透检测法