
嘉峪检测网 2025-05-09 08:30
导读:本文将从USCAR21-2020标准背景、核心要求、测试方法及行业应用四个维度进行全面解析,并探讨其技术难点与未来趋势。
随着汽车电气化与智能化的发展,高压线束的可靠性成为车辆安全的核心要素。USCAR21-2020作为全球汽车行业广泛认可的端子压接性能规范,为压接工艺的验证提供了系统性技术框架。本文将从标准背景、核心要求、测试方法及行业应用四个维度进行全面解析,并探讨其技术难点与未来趋势。
一、标准背景与适用范围
USCAR21由美国汽车工程师协会(SAE)与美国汽车研究委员会(USCAR)联合制定,其2020年第四版(Rev.4)是目前最新版本,适用于0-48V直流低压系统的汽车线束端子压接验证。该标准旨在模拟车辆生命周期(15年或15万英里)内的工况,确保压接连接的机械强度与电性能稳定性。
1. 适用对象
材料范围:主要针对绞合铜导线,铝、镀层或钢芯等特殊材料需特别标注适用性;
端子类型:适用于插针、插簧等通用端子,不涵盖同轴电缆等特殊线型。
2. 责任划分
端子供应商:负责压接工具选型、参数设计及技术验证;
线束供应商:需确保生产压接符合标准,并对偏差测试负责。
二、核心技术要求与压接参数
(一)性能验证维度
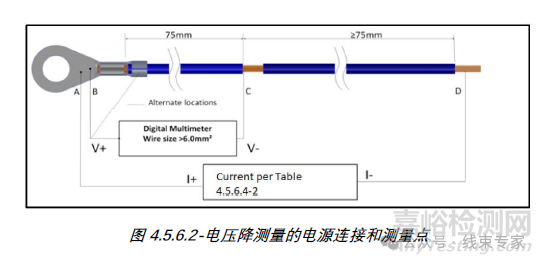
机械性能
拉脱力:不同线径对应拉力要求参考标准如下:
抗振动:随机振动测试中瞬断时间≤1μs,电阻变化≤7Ω。
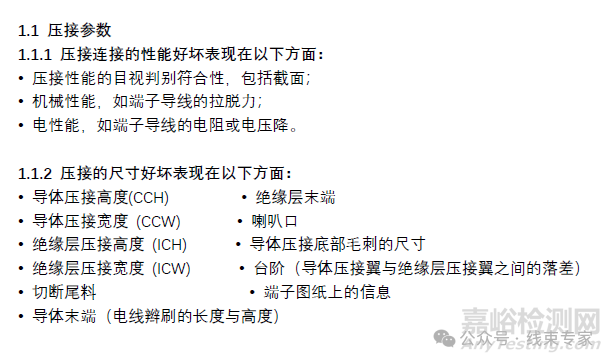
电性能
接触电阻:压接后端子-导线电阻增量≤5%初始值;
电压降测试:采用电压降法(替代传统干电路电阻法)提升大截面线缆(>6mm²)的测量精度。
环境适应性
热冲击:-40℃至125℃快速切换(5分钟内完成),验证材料热膨胀系数匹配性;
盐雾试验:96小时测试后外观无锈蚀,电性能达标。
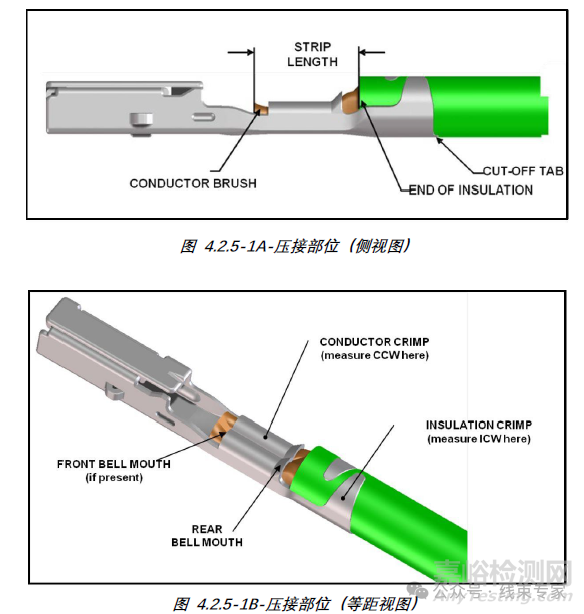
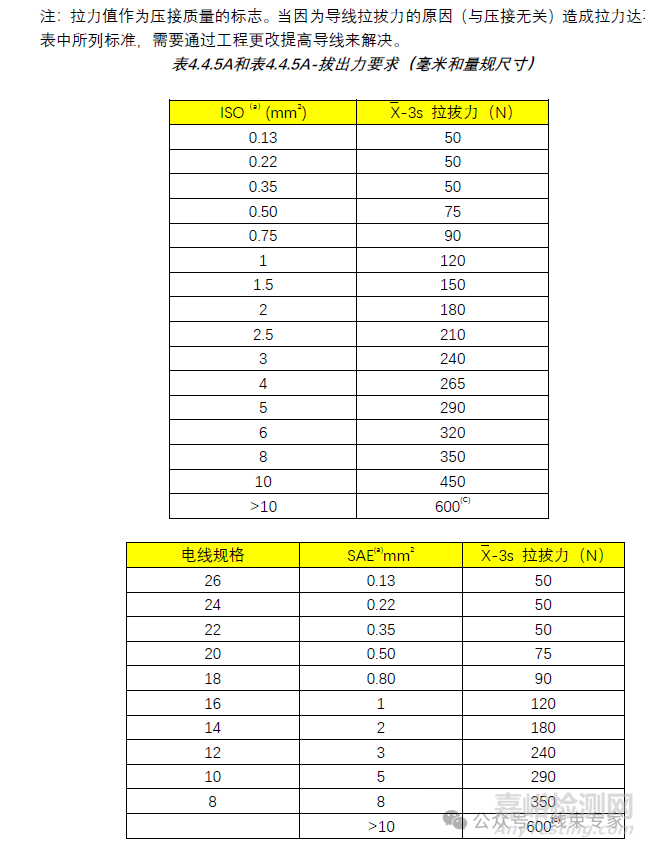
(二)压接尺寸要求
几何参数
导体压接高度(CCH):公差±0.02mm,需通过金相切片分析;
喇叭口:前端0-0.2mm,后端0.2-0.4mm,避免线芯损伤。
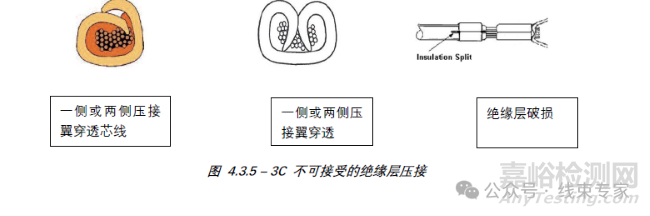
工艺缺陷检测
芯线分布:横截面分析需确保绞合线分布均匀,无断裂或松散;
毛刺控制:压接底部毛刺高度≤0.1mm,防止装配划伤。

三、测试方法与设备要求
(一)关键测试项目
目视检查与横截面分析
设备:高倍显微镜(≥50倍)配合图像分析软件;
标准:压接翼对称度偏差≤10%,绝缘层末端缩进量0.3±0.1mm。
推拉力测试
设备:精度±1%的电子拉力机,加载速度50mm/min;
验收标准:断裂位置需在导线而非压接区,否则判定为工艺缺陷。




电性能验证
微欧姆表:分辨率0.01mΩ,测试电流≤100mA以避免温升干扰;
温升测试:环境温度125℃下连续加载额定电流2小时,温升ΔT≤55K。
(二)设备校准与管理
校准周期:拉力机、高低温箱等关键设备需每年计量校准;
数据记录:测试报告需包含设备型号、校准日期及操作人员签名。
四、质量控制与生产实践
1. 过程控制要点
样本数量:每个测试项目至少3组连续压接高度(标称值、+公差、-公差)样本;
公差管理:默认测试公差为±5%(力、电阻)或±3℃(温度),特殊要求需单独标注。
2. 失效模式分析
常见缺陷:压接高度偏差(占比45%)、镀层脱落(30%)、芯线断裂(15%);
改进措施:采用伺服压接机(精度±0.01mm)替代气动设备,优化模具开口设计。
五、行业应用挑战与趋势
1. 高压化带来的技术升级
耐压需求:800V平台要求压接系统耐压等级提升至1000V,需开发新型绝缘材料(如改性PTFE);
EMC优化:双层屏蔽(铝箔+编织铜网)覆盖率需从85%提升至95%。
2. 材料轻量化趋势
铝导线替代:虽可减重45%,但需增加截面积30%,并配套抗氧化镀层工艺;
环保要求:护套材料需满足UL94 V-0阻燃标准,可回收比例≥70%。
3. 智能化检测技术
机器视觉:AI算法实现压接缺陷自动识别(检出率≥99.8%);
数字化追溯:MES系统集成压接参数,实现全生命周期数据管理。
结语
USCAR21-2020通过严苛的测试体系,为汽车线束压接质量树立了行业标杆。随着新能源汽车与智能驾驶技术的发展,未来标准或将扩展至更高电压(>48V)与更复杂环境(如液冷线束)的验证场景。企业需持续关注标准动态,结合智能化与绿色制造技术,方能在新一轮产业升级中占据先机。
(注:本文数据及技术参数参考自USCAR21-2020标准文件及行业实践,具体应用需以官方发布文件为准。)

来源:线束专家
关键词: 端子压接