
嘉峪检测网 2025-05-17 10:59
导读:本文就火花塞安装扭矩衰减开展了相 关研究分析,结果发现,火花塞工作时的高温是导致火花塞安装扭矩衰减的主要原因。
摘要:随着乘用车发动机涡轮增压缸内直喷(TGDI)等新技术的不断出现,发动机的升功率、升扭矩等性能 不断提高,发动机工作时产生的振动、热负荷越来越严重。火花塞作为点火系统的重要零部件,也在不断地面临着 新的技术挑战。其中,火花塞安装扭矩衰减是主机厂经常遇到的一个问题。本文就火花塞安装扭矩衰减开展了相 关研究分析,结果发现,火花塞工作时的高温是导致火花塞安装扭矩衰减的主要原因。另外,外密封垫圈结构、火 花塞壳体表面镀层类型、安装工艺也是影响火花塞扭矩衰减的重要因素。根据试验结果,本文提出一些建议措施, 以提高火花塞在发动机上工作后的扭矩保持性。
1. 螺纹紧固件连接及火花塞螺纹连接概述
螺纹连接因其连接可靠、结构紧凑、安装及拆卸方便、 可重复性等优势,已经成为行业内应用最广泛的连接方式 之一。 螺纹紧固件之所以可以实现连接,其实质是依靠螺 纹的斜面结构。 在预紧力作用下产生周向的分力使连接 具有松脱的趋势,在连接副和支承面的摩擦作用下,实现 自锁功能,进而避免松脱。 但是,在实际工作时,连接副往 往会受到外界载荷的扰动,当原先螺纹连接的自锁性的平 衡被破坏时,便会出现轻微的滑动。 随着外界振动、温度 载荷的重复性扰动,这种滑动便会越来越大,最终达到松 脱的程度。 螺纹连接全部或部分丧失轴向预紧力,这便称 为螺纹松脱。 松脱是螺纹紧固件的主要失效形式之一。 倪晋挺[1]指出,螺栓的轴向预紧力是影响螺纹连接可靠性 的主要因素。 通常,只能通过控制拧紧时转角的大小或者 拧紧扭矩的大小来实现控制预紧力。 然而,除了拧紧时的 转角大小或者拧紧扭矩,连接副的摩擦性能对预紧力也有 非常关键的影响,而且螺纹副之间的摩擦系数(包括螺纹 之间的摩擦系数以及端面摩擦系数)对安装扭矩的大小起 到关键的作用。 李维荣[2]也指出,螺纹紧固件连接的可靠性在很大程度上取决于“扭矩-拉力关系”中极为关键的拉 力(通常称为预紧力)测量而不是取决于扭矩测量。
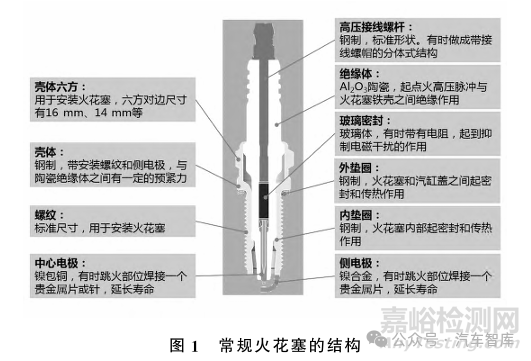
对于火花塞(结构见图1)与发动机缸盖的连接,也属 于螺纹紧固件连接的范畴。 随着乘用车发动机涡轮增压 缸内直喷(TGDI)等新技术的不断出现,发动机的升功率、 升扭矩等性能不断提高,发动机工作时产生的振动、热负 荷越来越严重。 火花塞作为点火系统的重要零部件,也在 不断地面临着新的技术挑战。 其中,火花塞安装扭矩衰减 是主机厂经常遇到的一个问题。
通常,螺纹副连接会存在三种连接状态,即软连接、硬 连接、中性连接。 所谓软连接,是指螺纹副连接件自身材 质较软或连接件中间夹有橡胶件等弹性材料,拧紧时,在 螺纹副达到贴合点后需要继续旋转720°以上才能达到目 标扭矩,拧紧后扭矩存在衰减。 所谓硬连接,是指连接件 硬度大、刚性强、结合面光滑且贴合度高,拧紧时,螺纹副 达到贴合点后需要继续旋转30°以下就能达到目标扭矩, 拧紧后,扭矩有可能呈现反冲(过拧紧)现象。 中性连接是 指介于软连接和硬连接之间的连接方式,其拧紧后一般不 会出现扭矩衰减和反冲现象。 火花塞与缸盖的连接属于中性连接,一般不存在扭矩衰减问题。 但现实中,由于火 花塞工作在振动、高温的环境中,工作一段时间后,火花塞 安装扭矩衰减问题普遍存在。 扭矩衰减不能完全避免,只 能通过对各种影响因素的控制和优化来改善衰减状况,确 保扭矩衰减后的预紧力仍能保持火花塞不松动。
对于火花塞的扭矩,也存在两个概念,即动态扭矩以 及静态扭矩。 所谓动态扭矩,是指紧固件在被紧固过程中 测量得到的峰值。 一般来说,是由动力工具施加得到动态 扭矩,动态扭矩是在拧紧过程中测量的。 动态扭矩产生的 对于螺栓的轴向预紧力满足工程上对预紧力的要求。 火 花塞的动态扭矩就是安装扭矩。 所谓静态扭矩,是指一个 紧固件被紧固好之后,将其在拧紧方向上继续旋转的瞬间 所需要的扭矩。 静态扭矩是在紧固之后测量的,可以用来 检测紧固的稳定性,又称为检测扭矩。 火花塞的静态扭矩 就是复拧扭矩。 在静态扭矩测量过程中,如出现静态扭矩 值小于动态扭矩,则认为扭矩存在衰减。 但是,需要注意, 衰减并不一定说明连接失效。 火花塞行业,无论是ISO相 关标准、国家相关标准,还是行业标准以及火花塞制造商 或发动机主机厂,都没有火花塞拧紧扭矩衰减方面的相关 规定。 在静载条件下,螺栓只承受轴向载荷,由于螺纹升 角的作用,拧紧螺母和拧松螺母所需的扭矩不同,一般松 动扭矩为拧紧扭矩的80%左右[3],所以,在评判火花塞扭 矩衰减时,也不可用所谓的拆卸扭矩进行扭矩衰减的评判。
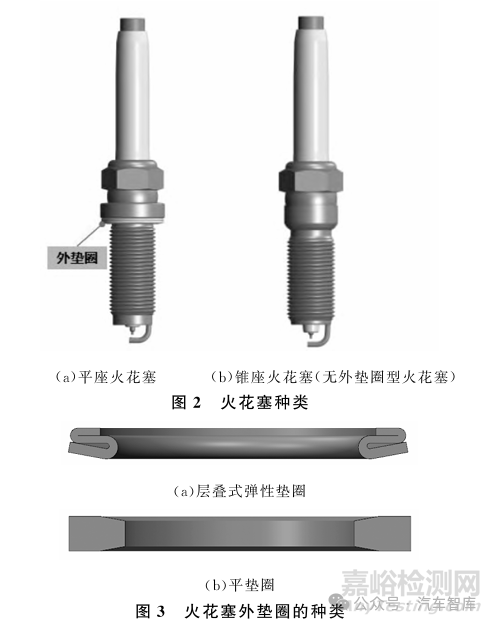
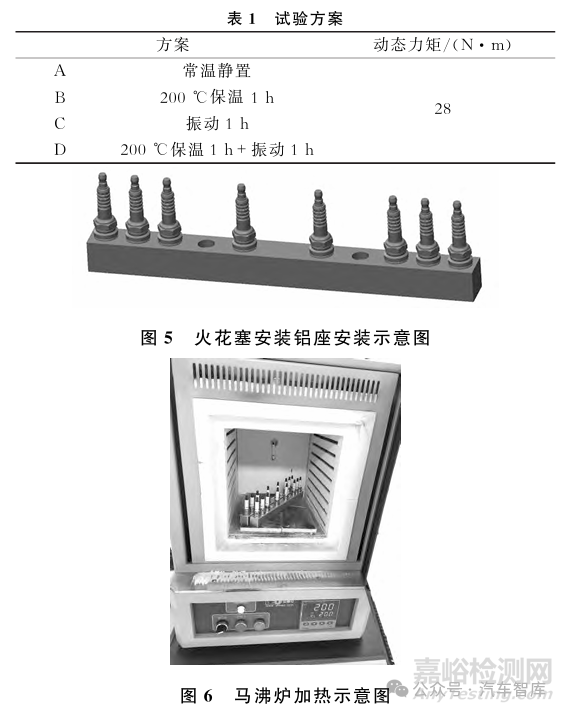
在火花塞连接副中,通常使用垫圈,这种火花塞通常 称为平座火花塞[4]。 有些发动机制造厂家,例如北美的通 用、克莱斯勒、福特等汽车公司,火花塞常会设计为锥座火 花塞[4],即火花塞无垫圈。 平座火花塞和锥座火花塞结构 示意图如图2所示。
目前火花塞使用的垫圈主要有层叠式弹性垫圈、平垫 圈(见图3)。 层叠式弹性垫圈的材质通常为钢制,平垫圈 的材质有钢类、铝合金类、紫铜类。 陈件明、陈小双[5]指出, 当火花塞的外垫圈是一种层叠式三层结构时,它在安装过 程中有一个变形的过程。 发动机缸盖装配生产线的节拍很 快,安装工具的旋转速度也很快,当安装扭矩“冲”到设定值 时,扳手自动停止旋转,但此时外垫圈的变形尚未完成。 用 电动定扭矩扳手以28N·m拧紧,安装后用表盘式扭矩扳 手复拧,实测复拧扭矩值只有13~24N·m,显然火花塞安 装扭矩发生了衰减。
当火花塞安装扭矩衰减后,可能会造成火花塞与缸盖 螺纹连接副轴向预紧力急剧变小,严重时,可能会导致火花 塞外垫圈的密封功能部分失效或全部失效。 火花塞点火端 表面在发动机燃烧室內吸收的热量部分需要通过火花塞外 垫圈传导至缸盖进行散热。 当外垫圈密封功能失效时,可 能会导致火花塞点火端表面温度急剧升高,进而导致发动 机发生早燃甚至超级爆震现象。 发动机超级爆震通常会引 发恶劣的早燃爆震循环,严重情况下导致火花塞绝缘体裙 部[6]破碎、断裂以及侧电极、中心电极烧熔等异常现象,甚 至也会出现气门断裂、活塞穿孔、烧熔等现象,见图4。' fill='%23FFFFFF'%3E%3Crect x='249' y='126' width='1' height='1'%3E%3C/rect%3E%3C/g%3E%3C/g%3E%3C/svg%3E)
综上所述,有必要展开火花塞安装扭矩衰减的相关研究。

2. 试验方法及结果分析
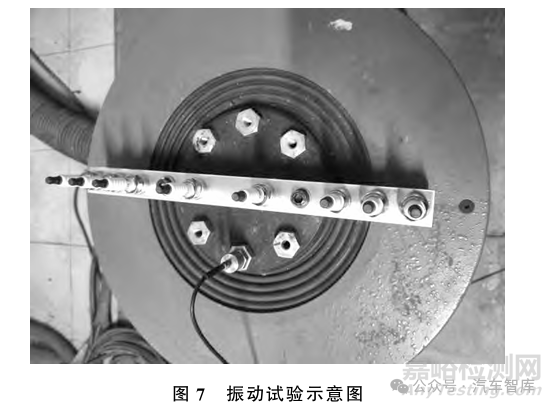
准备压装外垫圈的M14镀镍火花塞(壳体表面电镀 镍)若干只,准备若干块火花塞安装底座(见图5)。使用 火花塞行业内相关标准[4]推荐的力矩28N·m(动态扭 矩)将火花塞手动安装在铝座上,经过如表1试验方案处 理后,测量并记录复拧力矩(静态力矩)。试验过程中,使 用MF-1200C-M型马沸加热炉(见图6)加热整个安装了 火花塞的铝座至200℃,保温1h后随炉冷却至室温。使 用ACT2000-R0020S型振动仪(见图7)按照ISO11565 2024[7]4.4.4章节的方法进行纵向振动1h。
所有试验结束后,统计静态力矩结果如表2所示。 通过A组实验,发现常温静置后,火花塞安装力矩衰减 值较小(≤3N·m),平均静态力矩为26.38N·m,安装 力矩平均仅衰减了1.62N·m;通过B组实验,发现 200℃保温1h,并冷却至室温后,安装力矩衰减较明显, 衰减最大值达到15N·m;通过C组实验,发现按照ISO 11565-2024[7]振动试验方法,火花塞轴向振动1h后,火 花塞力矩衰减值较小(≤2N·m);通过A、B、C、D四组 实验结果对比,可以确认,高温是影响火花塞安装力矩衰 减的主要因素,常温静置以及ISO11565-2024[7]4.4.4 章节的振动试验条件,对火花塞安装力矩衰减影响较小。
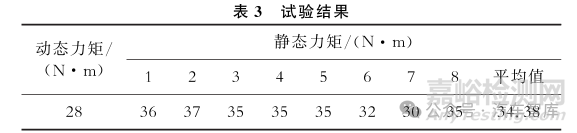
准备压装外垫圈的M14镀锌火花塞(壳体表面电镀 锌)若干只,动态力矩28N·m手动安装后,将整个安装 了火花塞的铝座加热至200℃,保温1h后随炉冷却至 室温。试验结束后,测量并记录静态力矩。试验结果如 表3所示。M14镀锌火花塞200℃保温1h后,安装力 矩无衰减现象,静态力矩较动态力矩反而增加。这可 能与锌镀层的特性有关。锌的熔点为419.53℃,在 200℃的加热条件,锌镀层可能发生膨胀,导致火花塞 与缸盖螺纹连接副轴向预紧力增加,从而导致静态力 矩增加。

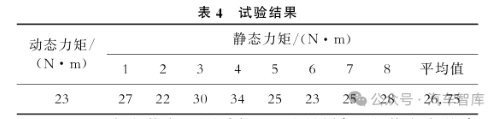
准备压装外垫圈的M12镀锌火花塞(壳体表面电镀 锌)若干只,使用火花塞行业内相关标准[4]推荐的力矩 25N·m(动态扭矩)将火花塞手动安装在铝座上。将整 个安装了火花塞的铝座加热至200℃,保温1h后随炉 冷却至室温。试验结束后,测量并记录静态力矩。试验 结果如表4所示,同样发现,M12镀锌火花塞200℃保温 1h后,安装力矩无衰减现象,静态力矩较动态力矩反而增加。
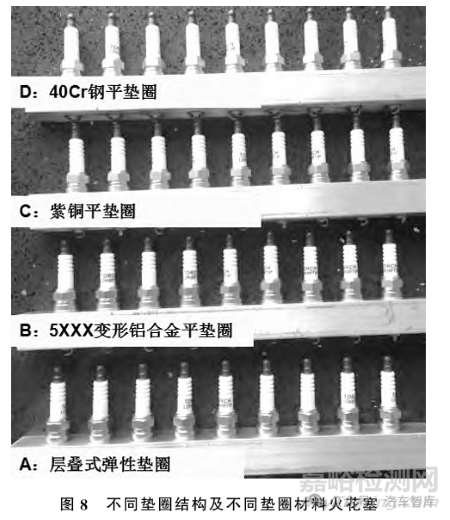
为了研究火花塞垫圈结构及垫圈材料对火花塞安装力 矩衰减的影响,准备了压装不同外垫圈类型的M12镀镍火花 塞若干只,如图8所示。具体试验方案及试验结果如表5所 示,结果发现,各种形式的垫圈火花塞,在经过200℃保温1h 处理后,安装力矩衰减较为明显。其中,5XXX变形铝合金平 垫圈火花塞安装力矩衰减值达到19.78N·m。

为了进一步研究安装工艺对火花塞安装力矩衰减的 影响,准备三种类型的M14镀镍火花塞。A组火花塞为 新火花塞,使用28N·m动态力矩安装到专用铝座上;B 组火花塞使用40N·m动态力矩预安装后拆卸,再次使 用28N·m动态力矩安装到专用铝座上;C组火花塞使 用60N·m动态力矩预安装后拆卸,再次使用28N·m 动态力矩安装到专用铝座上。详细试验方案及结果如表 6所示,结果发现,预安装对改善火花塞力矩衰减较为 明显。
3. 试验结论及建议
3.1 试验结论
通过以上试验结果分析对比,得出如下结论:
(1)高温因素是影响火花塞安装力矩衰减的主要因 素,ISO11565-2024标准中[7]的振动试验条件,对火花塞 安装力矩衰减影响不明显;
(2)火花塞壳体表面镀锌火花塞抗安装力矩衰减性能 优良;
(3)外垫圈结构、材料对火花塞安装力矩衰减影响 较大;
(4)安装工艺对火花塞安装力矩衰减有较大的影响。

3.2 建议
倪晋挺[1]指出,螺栓端面和螺纹部分的润滑状态改 善,可以显著地降低螺栓的摩擦系数和扭矩系数。摩擦系 数的减小,直接关系到连接副的紧固轴力,在装配扭矩不 变的情况,得到的紧固轴力就会越大。根据本文的试验结 果以及行业经验,提出如下建议,以保障火花塞在发动机 上工作后,仍能保持较高的静态力矩。
(1)火花塞壳体螺纹和密封面处涂抹润滑油;
(2)火花塞壳体镀层选用镀锌; (3)确保外垫圈在火花塞外密封面处无物理干涉,避 免影响火花塞安装后的预紧力; (4)改变拧紧策略:两步拧紧或多步拧紧,在拧紧过程 中停顿一下可释放弹性应变,降低衰减; (5)降低拧紧速度; (6)安装力矩达到峰值力矩时,保持峰值力矩1~2s; (7)适当增大安装力矩; (8)火花塞安装后,在后续装配过程中,增加一道火花塞拆卸复拧紧工序。
参考文献:
[1]倪晋挺.螺纹紧固件摩擦系数的影响因素试验研究 [J].黑龙江工程学院学报,2016,30(3):4.
[2]李维荣.螺纹紧固件防松技术和试验方法研究[D].合 肥工业大学,2005. [3]GB/T16823.1-1997,螺纹紧固件紧固通则[S].
[4]ISO28741-2023,Roadvehicles—Spark-plugsand theircylinderheadhousings—Basiccharacteristics anddimensions[S].
[5]陈件明,陈小双.M12长螺纹火花塞安装扭矩控制方 法[J].中国机械,2016,000(006)111-112.
[6]QC/T431-2013,火花塞瓷绝缘体技术条件[S].
[7]ISO11565-2024,Roadvehicles—Spark-plugs—Test methodsandrequirements[S].

来源:《内燃机与配件》