
嘉峪检测网 2025-05-23 12:57
导读:依据《医疗器械分类目录》(总局关于发布医疗器械分类目录的公告2017年第104号),缝合器为04骨科手术器械,序号17,一级类别:脊柱外科辅助器械;二级类别:05纤维环缝合器械;管理类别为:Ⅱ类。
依据《医疗器械分类目录》(总局关于发布医疗器械分类目录的公告2017年第104号),缝合器为04骨科手术器械,序号17,一级类别:脊柱外科辅助器械;二级类别:05纤维环缝合器械;管理类别为:Ⅱ类。
一、一次性使用纤维环缝合器的结构组成与作用原理
1.结构组成
应根据产品自身特点确定结构组成,通常情况下由缝合器壳体、缝合组件、传动组件和推结杆组件(选配)组成,无菌提供。
典型性产品分为有旋钮和无旋钮两种产品。
结构示意图如下:
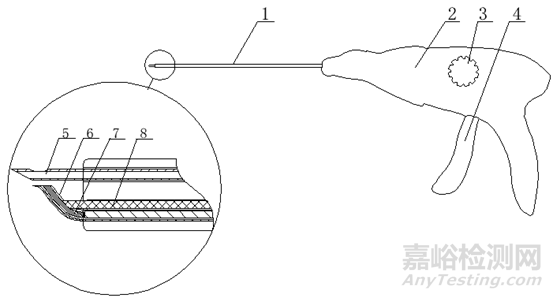
1.套管 2.手柄外壳 3.旋钮 4.活动手柄 5.传动管 6.穿刺管 7.引线针 8.缝合线
图1有旋钮的一次性使用纤维环缝合器示意图
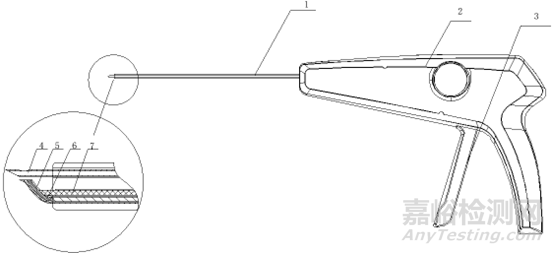
1.套管 2.手柄外壳 3.活动手柄 4.传动管 5.穿刺管 6.引线针 7.缝合线
图2无旋钮的一次性使用纤维环缝合器示意图
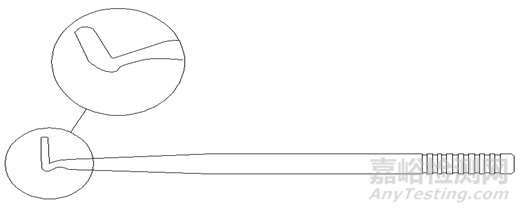
图3一次性使用纤维环缝合器附件推结杆示意图
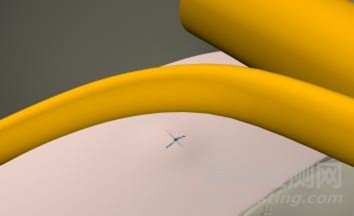
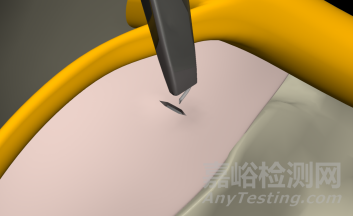
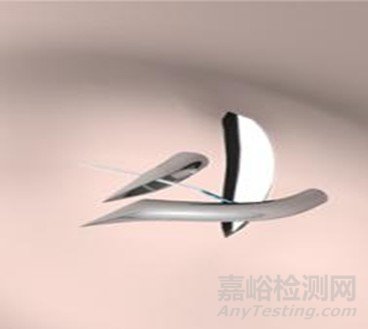
2.作用原理
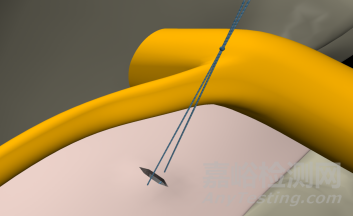
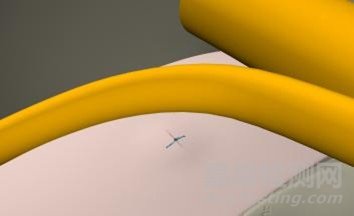
纤维环缝合器的作用原理主要是通过对纤维环的缝合使纤维环封闭。具体工作方式是在椎间盘狭小的空间里,通过缝合部件将缝合线从纤维环切口的一端传递至切口的另一端,最后完成打结闭合的作用。
带旋钮的具体工作方式为:
1.通过穿刺管穿透组织;
2.旋转旋钮至刻度线位置使传动管穿透另一端组织与穿刺管位置契合;

3.通过击发手柄使引线针从穿刺管(弯管)传递至传动管(直管)完成缝合线的传递;

4.回转旋钮,使传动管回收将缝合线从组织的一边穿透至另一边;
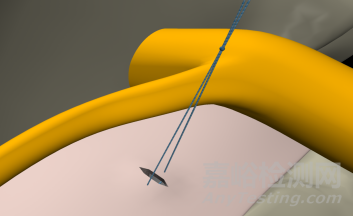
5.剪断缝线并手动打结;
6.利用推结杆(若配)完成缝合。
不带旋钮的具体工作方式为:
1.通过穿刺管穿透组织;
2.击发手柄至不动为止,使引线针从穿刺管(弯管)传递至传动管(直管)完成缝合线的传递;
3.松开手柄,使传动管回收将缝合线从组织的一边穿透至另一边;
4.剪断缝线并手动打结;
5.利用推结杆(若配)完成缝合。
二、一次性使用纤维环缝合器的相关标准
根据产品自身特点适用表1中相关标准:
表1 相关产品标准
|
标准编号 |
标准名称 |
|
GB 18279.1-2015 |
医疗保健产品灭菌环氧乙烷第1部分:医疗器械灭菌过程的开发、确认和常规控制的要求 |
|
GB 18280.1-2015 |
医疗保健产品灭菌辐射第1部分医疗器械灭菌过程的开发、确认和常规控制要求 |
|
GB 18280.2-2015 |
医疗保健产品灭菌辐射第2部分:建立灭菌剂量 |
|
GB/T 191-2008 |
包装储运图示标志 |
|
GB/T 3280-2015 |
不锈钢冷轧钢板和钢带 |
|
GB/T 12672-2009 |
丙烯腈-丁二烯-苯乙烯(ABS)树脂 |
|
GB/T 14233.1-2008 |
医用输液、输血、注射器具检验方法第1部分:化学分析方法 |
|
GB/T 14233.2-2005 |
医用输液、输血、注射器具检验方法第2部分:生物学试验方法 |
|
GB/T 16886.1-2011 |
医疗器械生物学评价第1部分:风险管理过程中的评价与试验 |
|
GB/T 16886.5-2017 |
医疗器械生物学评价第5部分:体外细胞毒性试验 |
|
GB/T 16886.7-2015 |
医疗器械生物学评价第7部分:环氧乙烷灭菌残留量 |
|
GB/T 16886.10-2017 |
医疗器械生物学评价第10部分:刺激与皮肤致敏试验 |
|
GB/T 19633.1-2015 |
最终灭菌医疗器械的包装第1部分:材料、无菌屏障系统和包装系统的要求 |
|
GB/T 19633.2-2015 |
最终灭菌医疗器械包装第2部分成形、密封和装配过程的确认的要求 |
|
YY 0167-2005 |
非吸收性外科缝线 |
|
YY/T 0043-2016 |
医用缝合针 |
|
YY/T 0149-2006 |
不锈钢医用器械耐腐蚀性能试验方法 |
|
YY/T 0171-2008 |
外科器械包装、标志和使用说明书 |
|
YY/T 0245-2008 |
吻(缝)合器通用技术条件 |
|
YY/T 0294.1-2016 |
外科器械金属材料第1部分:不锈钢 |
|
YY/T 0316-2016 |
医疗器械风险管理对医疗器械的应用 |
|
YY/T 0466.1-2016 |
医疗器械用于医疗器械标签、标记和提供信息的符号第1部分:通用要求 |
|
YY/T 0615.1-2007 |
标示“无菌”医疗器械的要求第1部分:最终灭菌医疗器械的要求 |
|
YY/T 0681.1-2009 |
无菌医疗器械包装试验方法第1部分:加速老化试验指南 |
|
|
中华人民共和国药典(2015版) |
三、一次性使用纤维环缝合器性能研究实验要求
1.产品的性能研究
应研究的产品基本性能包括外观、尺寸(缝合线线径)、表面粗糙度、硬度(关键部件、穿刺管、传动管)、引线针的韧性等、引线针和缝合线连接力、穿刺管和传动管的刺穿力、引线针材料拉伸强度、灵活性(开闭灵活性、复位弹簧弹性)、装配性、包装密封性及包装封口剥离强度、无菌、环氧乙烷残留量(若适用)及其他对人体有潜在危害物质的残留量等。
缝合线为关键部件,参照YY 0167-2005《非吸收性外科缝线》开展完整的研究如物理性能,化学性能(包括细菌内毒素)等。
2.生物相容性评价研究
对缝合器中与人体接触的部件,如引线针、穿刺管、传动管等应按照GB/T 16886《医疗器械生物学评价》系列标准对缝合器进行生物相容性评价。一般应评价的项目包括细胞毒性、致敏和刺激等。
缝合线若为采购件,应审查有效医疗器械注册证及附件(产品技术要求);缝合线若为自制件,应按照GB/T 16886《医疗器械生物学评价》系列标准对缝合线进行生物相容性评价研究,一般包括但不限于细胞毒性、致敏、皮内反应、急性毒性、亚慢性毒性、遗传毒性和植入后局部反应。
3.灭菌工艺研究
应明确灭菌工艺(方法和参数)及其选择依据和无菌保证水平(SAL),并开展灭菌确认。
对于经辐照灭菌的产品,需明确辐照剂量并开展相关的验证,具体的剂量确定依据可参照GB 18280系列标准。
对于经环氧乙烷灭菌的产品,需开展灭菌结果确认和过程控制,具体可参照GB 18279系列标准。
(2)残留毒性:若灭菌使用的方法容易出现残留,如环氧乙烷灭菌,应当开展研究明确残留物信息及采取的处理方法。
4.产品有效期和包装研究
(1)产品货架有效期
货架有效期包括产品有效期和包装有效期。产品有效期验证可采用实时老化或加速老化的研究(参考标准YY/T 0681.1)。实时老化的研究是唯一能够反映产品在规定储存条件下实际稳定性要求的方法。加速老化试验选择的环境条件的老化机制应与宣称的真实运输储存条件下发生产品老化的机制相匹配。加速老化研究报告中应明确试验温度、湿度、加速老化时间的确定依据。最终有效期的确定应以实时老化为确定依据。
(2)产品包装研究
可依据有关国内、国际标准进行(如GB/T 19633、ASTM F2475、ASTM D4169等)包装研究。直接接触产品的包装材料的选择应至少考虑以下因素:包装材料的物理化学性能;包装材料的毒理学特性;包装材料与产品的适应性;包装材料与成型和密封过程的适应性;包装材料与灭菌过程的适应性;包装材料所能提供的物理、化学和微生物屏障保护;包装材料与使用者使用时的要求(如无菌开启)的适应性;包装材料与标签系统的适应性;包装材料与贮存运输过程的适应性。
四、一次性使用纤维环缝合器的主要风险
缝合器的风险管理应符合YY/T 0316—2016《医疗器械风险管理对医疗器械的应用》的有关要求,审查要点包括:
(1)与产品有关的安全性特征判定可参考YY/T 0316—2016的附录C。
(2)危害、可预见的事件序列和危害处境判断可参考YY/T 0316—2016附录E、I。
(3)风险控制的方案与实施、综合剩余风险的可接受性评价及生产和生产后监视相关方法可参考YY/T 0316—2016附录F、G、J。
(4)风险可接收准则,降低风险的措施及采取措施后风险的可接收程度,是否有新的风险产生。
以下依据YY/T 0316—2016的附录E(表E.1)列举了缝合器产品的危害因素。
表2初始事件和环境
|
通用类别 |
初始时间和环境示例 |
|
不完整的要求 |
——穿刺管硬度、缝合线抗拉强度等不符合要求 ——说明书未对缝合器的使用范围进行说明 |
|
制造过程 |
——生产过程中关键工序控制点未进行检测,导致部件、产品不合格 ——供方的控制不充分:外购件、外协件供方选择不当,外购件、外协件未进行有效进货检验等 |
|
灭菌 |
——灭菌不彻底 ——环氧乙烷残留量不符合要求 |
|
运输和贮藏 |
——不适当的包装 |
|
处置和废弃 |
——产品使用后处置问题等 |
|
人为因素 |
——易混淆的或缺少使用说明书 ——不正确的使用 ——说明书与操作不符合 ——与一次性使用医疗器械的再使用有关的危险(源)的警告不充分 |
|
失效模式 |
——由于老化、包装破损导致无菌失效等 |
表3危害、可预见的事件序列、危害处境和可发生的损害之间的关系示例
|
危害 |
可预见的事件序列 |
危害处境 |
损害 |
|
机械能 |
坠落导致机械部件松动 |
引线针、缝合线脱落 |
临床手术无法正常进行。 |
|
生物学 |
产品灭菌不完全 |
产品有菌 |
患者感染 |
|
生物 相容性 |
与患者接触材料的化学成分未进行确认 |
材料的化学成分有毒性 |
引起细胞毒性、迟发致敏反应、皮肤刺激反应 |
|
操作错误 |
使用缝合器不清楚使用步骤 |
对缝合器操作错误 |
手术不成功 |
|
使用缝合器选择不适用的创口 |
缝合失误 |
手术不成功 |
|
|
不完整的说明书 |
不正确的产品贮存条件 |
器件老化,部件寿命降低 |
产品寿命降低,导致手术不成功 |
来源:嘉峪检测网
关键词: 纤维环缝合器