
嘉峪检测网 2025-05-23 17:10
导读:本文对比了不同切割方法的加工精度、表面粗糙度以及加工面形貌特征,研究了切割方法对不同复合材料力学性能的影响,以期为聚合物基复合材料加工以及力学性能测试提供参考。
纤维增强聚合物基复合材料具有高比强度、高比刚度、轻质等特点,更易实现结构和功能一体化设计,从而在大型复杂部件的整体制造中减少连 接。目前,纤维增强聚合物基复合材料已成为航空航天领域的首选材料,广泛应用于军事领域。然而,要保证组件的精度和装配要求,通常需要对复合材料进行切割及制孔等二次加工。由于基体相与增强相的力、热、电等性质迥异,纤维增强聚合物基复合材料具有各向异性、非均质等特点,加工较困难。
目前,纤维增强聚合物基复合材料的常用加工技术主要有机械加工、高压磨料水射流加工、纳秒激光加工等。机械加工利用机床及刀具等设备对 复合材料件进行精加工,具有成本低、适用性强、操作方便等优点,但机械加工易造成毛刺、纤维拔出、分层等缺陷,且刀具磨损严重。高压磨料水射流加工以水为主要工作介质,通过液体增压实现加工区域材料的高效去除,具有加工能力强、无热影响区、环保、切口质量好等优点,但其作为一种涉水加工方式,有引发材料吸湿变性的可能。纳秒激光加工以高能量激光束照射材料表面,产生极高的温度使材料迅速熔化、蒸发,从而实现精密加工,具有适应性广、加工效率高等优点,但由于材料中纤维与树脂基体热性能的巨大差异,纳秒激光加工后材料存在热影响区及分层等热损伤问题。不同加工方式特点各异,选择合适的加工方式对复合材料加工件性能尤其重要。
作者以玻璃纤维增强酚醛树脂基复合材料、碳纤维增强环氧树脂基复合材料以及玻璃纤维增强环氧树脂基复合材料板为研究对象,采用刀具机械加工、磨料水射流加工和纳秒激光加工在板材上制备中心带直径6mm圆孔、尺寸为200mm×25mm×2mm的矩形试样,对比了不同切割方法的加工精度、表面粗糙度以及加工面形貌特征,研究了切割方法对不同复合材料力学性能的影响,以期为聚合物基复合材料加工以及力学性能测试提供参考。
1. 试样制备与试验方法
试验材料包括玻璃纤维增强酚醛树脂基复合材料、碳纤维增强环氧树脂基复合材料以及玻璃纤维增强环氧树脂基复合材料正交层合板,由山东卓利欧碳纤维制品有限公司提供,铺层方式为对称铺置,铺层方向为0°与90°交替,板厚2mm。在复合板上分别采用纳秒激光、磨料水射流和刀具机械加工制取中心带直径6mm圆孔、尺寸为200mm×25mm×2mm的矩形试样,采用TESA-CAL型游标卡尺测量孔的尺寸。纳秒激光加工采用Cypress-532-30型纳秒激光器,激光波长为532nm,激光器功率为35 W,切割速度为10mm·min−1。磨料水射流加工采用WJP2020B FLOW型高压水射流切割机床,切割水压为380 MPa,磨料为石英砂,切割速度为1.5mm·min−1。刀具机械加工采用RL13065型复合材料CNC数控切割机进行,刀片材料为钨钢,切割速度为0.5mm·min−1。
采用CL-1A型粗糙度仪测试带孔试样切割面(板材外表面)的表面粗糙度。采用FEI Quant400 FEG型场发射扫描电镜(SEM)观察微观形貌,采用配套的EDAX型能谱仪(EDS)分析孔内壁微区成分。根据ASTM D5766/D5766M-23《聚合物基复合材料层压板开孔拉伸强度标准试验方法》,采用Zwick Z100TEW型万能试验机进行开孔拉伸,拉伸速度为2mm·min−1,直至带孔试样被拉断结束。拉伸试验前在试样表面喷涂哑光漆,形成弥散分布的散斑图案,散斑直径为0.8mm,使用低速数字图像相关(DIC)测量系统测试应变。拉伸过程中散斑图片采样时间间隔为50ms,视野范围为200mm×150mm,设定subset值为41,采用ZNSSD相关函数进行变形量计算。
2. 常用PVD技术
2.1 表面粗糙度和孔直径
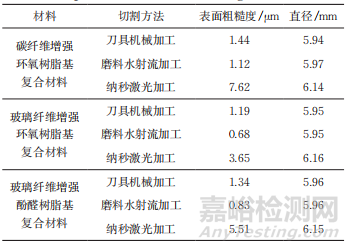
由表1可知:不同纤维增强树脂基复合材料磨料水射流加工表面粗糙度最小,刀具机械加工次之,两种切割方法下表面粗糙度均在1.6μm以下,纳秒激光加工表面粗糙度最大;刀具机械加工和磨料水射流加工精度较高,孔直径在5.94~5.97mm,误差仅为±0.06mm,纳秒激光加工孔直径在6.14~6.16mm,误差超过0.1mm。但是,纳秒激光切割速度最快(10 mm·min−1),加工效率最高,磨料水射流加工次之(1.5mm·min−1),刀具机械加工最慢(0.5 mm·min−1)。
表1 不同切割方法下不同复合材料的表面粗糙度和孔直径
2.2 加工表面形貌
由图1可见;对于玻璃纤维增强酚醛树脂基复合材料,刀具机械加工和磨料水射流加工孔侧面(孔边缘厚度方向面)均出现少量毛刺及分层等缺陷,切割面无开裂及热影响区;纳秒激光加工切割面基体树脂发生氧化和烧蚀,同时出现大量开裂,且覆有一层氧化层,看不到纤维层。结合EDS分析可知:刀具机械加工和磨料水射流加工切割面元素组成相似,但纳秒激光加工切割面基体碳含量(质量分数,下同)从其他两种方法的40%左右降至2.22%,氧含量则从10%左右增至15.26%。
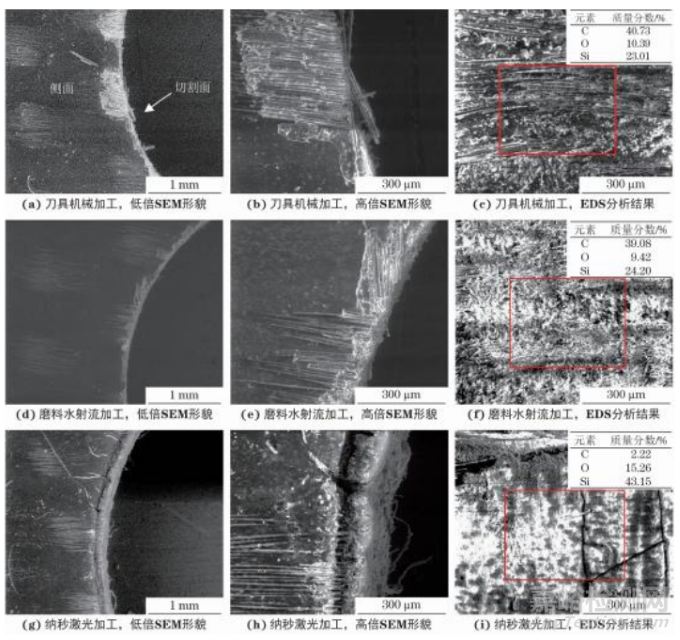
表1 不同基底偏压下磁控溅射涂层的耐磨性能
由图2可见:对于碳纤维增强环氧树脂基复合材料,刀具机械加工孔侧面有毛刺及分层等缺陷,切割面较平整,无开裂及热影响区;磨料水射流加工孔侧面有少量毛刺及分层等缺陷,切割面亦无开裂和热影响区;纳秒激光加工孔侧面基体树脂发生严重烧蚀,但无裂纹,切割面有大量焦黑物质。结合EDS分析可知:相比刀具机械加工,磨料水射流加工切割面的碳和氧含量较高,推测是磨料水射流切割导致部分水进入了复合材料内部;纳秒激光加工切割面发生严重烧蚀。
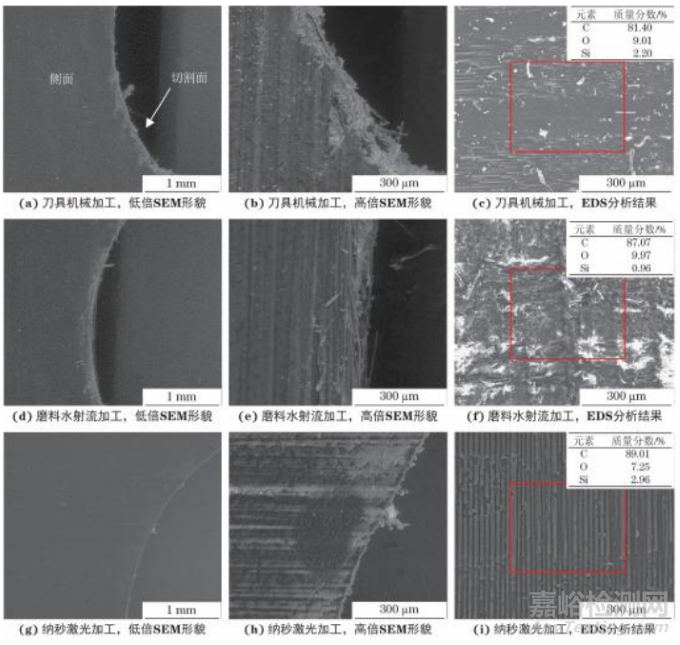
图 2 不同切割方法下碳纤维增强环氧树脂基复合材料的孔 SEM 形貌和孔内壁 EDS 分析结果
由图3可见:对于玻璃纤维增强环氧树脂基复合材料,刀具机械加工和磨料水射流加工孔侧面均出现少量毛刺及分层等缺陷,切割面无开裂及热影响区;纳秒激光加工孔侧面基体树脂发生严重烧蚀,大量玻璃纤维暴露,切割面产生缩孔,且覆有氧化层。结合EDS分析可知:相比刀具机械加工和磨料水射流加工,纳秒激光加工切割面碳含量大大降低,而氧含量有所上升,这进一步证明了纳秒激光加工使复合材料切割面发生了烧蚀和氧化。
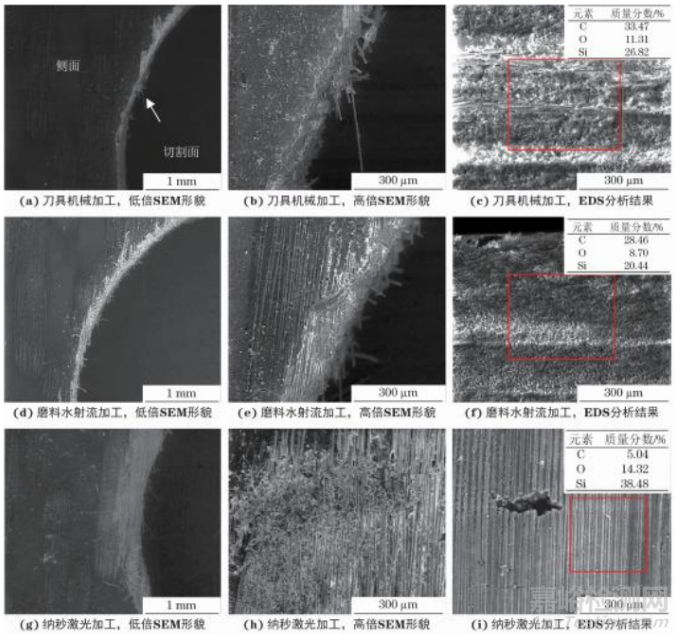
图 3 不同切割方法下玻璃纤维增强环氧树脂基复合材料的孔 SEM 形貌和孔内壁 EDS 分析结果
2.3 力学性能
由表2可知:对于玻璃纤维增强酚醛树脂基复合材料,3种切割方法下开孔拉伸强度差别不大,说明切割方法对其力学性能影响不大;对于碳纤维增强环氧树脂基复合材料,刀具机械加工下开孔拉伸强度最大,磨料水射流加工次之,纳秒激光加工最小,这是因为磨料水射流加工引发水分子进入基体,导致环氧树脂基体和碳纤维界面结合减弱,而纳秒激光加工对环氧树脂和碳纤维有所损伤;对于玻璃纤维增强环氧树脂基复合材料,刀具机械加工和磨料水射流加工下开孔拉伸强度相似且较大,纳秒激光加工下开孔拉伸强度较小。磨料水射流加工引入的水分子对该种玻璃纤维增强环氧树脂基复合材料力学性能影响不大,但纳秒激光加工导致的切割面烧蚀使材料力学性能下降。磨料水射流加工对两种玻璃纤维增强复合材料的力学性能几乎无影响,但对碳纤维增强复合材料的力学性能影响较大。
表2 不同切割方法下不同复合材料开孔拉伸强度

由图4可知:对于玻璃纤维增强酚醛树脂基复合材料,3种切割方法下开孔拉伸试样应变场演变大致相同。拉伸10s后孔两端开始出现应变;拉伸20s后应力集中区域开始颈缩,并从中心向左右两侧扩展;拉伸30s后孔两端开始出现开裂,直至试样断裂。
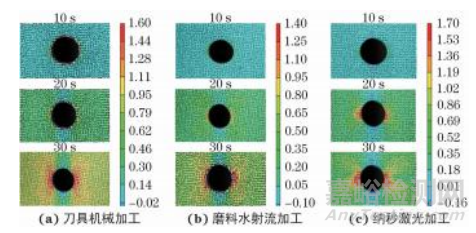
图 4 不同切割方法下玻璃纤维增强酚醛树脂基复合材料开孔试样拉伸时表面应变场分布
由图5可知:对于碳纤维增强环氧树脂基复合材料,3 种切割方法下开孔拉伸试样应变场演变大致相同。拉伸10s后孔两端开始出现应变;拉伸20s后出现4个应力集中区,应力集中区开始颈缩,并从中心向上下两侧扩展;拉伸30s后孔两端开始出现开裂,直至试样断裂。
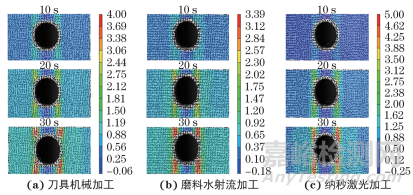
图 5 不同切割方法下碳纤维增强环氧树脂基复合材料开孔试样拉伸时表面应变场分布
由图6可知:对于玻璃纤维增强环氧树脂基复合材料,3种切割方法下开孔拉伸试样应变场演变大致相同,且与玻璃纤维增强酚醛树脂基复合材料一致。综上,两种玻璃纤维增强复合材料开孔试样均垂直于拉伸方向开裂,然后发生孔两端断裂;碳纤维增强复合材料开孔试样平行于拉伸方向开裂,然后发生孔两端断裂。
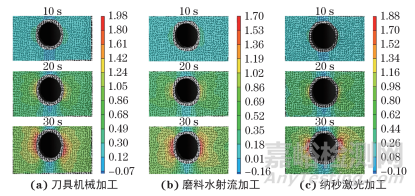
图 6 不同切割方法下玻璃纤维增强环氧树脂基复合材料开孔试样拉伸时表面应变场分布
3.结 束 语
(1)对于3种复合材料,磨料水射流加工表面粗糙度最小,刀具机械加工次之,两者加工精度较高,纳秒激光加工表面粗糙度最大,加工精度较低。
(2)对于3种复合材料,刀具机械加工和磨料水射流加工孔侧面均出现少量毛刺及分层等缺陷,切割面无开裂及热影响区;纳秒激光加工切割面发生 严重的烧蚀和氧化,玻璃纤维增强酚醛树脂基复合材料切割面出现大量开裂,玻璃纤维增强环氧树脂基复合材料切割面产生缩孔。
(3)对于玻璃纤维增强酚醛树脂基复合材料,3种切割方法下开孔拉伸强度相似;对于碳纤维增 强环氧树脂基复合材料,刀具机械加工下开孔拉伸强度最大,磨料水射流加工次之,纳秒激光加工最小;对于玻璃纤维增强环氧树脂基复合材料,刀具机械加工和磨料水射流加工下开孔拉伸强度相似且较大,纳秒激光加工下开孔拉伸强度较小。切割方法对开孔拉伸试样应变场影响较小,两种玻璃纤维增强复合材料开孔试样均垂直于拉伸方向开裂并断裂,碳纤维增强复合材料开孔试样平行于拉伸方向开裂并断裂。

来源:机械工程材料
关键词: 复合材料