
嘉峪检测网 2025-05-28 15:32
导读:研究人员针对电厂基建期发现的问题进行了具体分析与探讨,总结得出基建期安装前检验工作的重点和方向。
火力发电正向着大容量、高参数的方向发展,所用钢种日益增多,材料等级不断提升。近些年,各地新建、扩建超超临界机组增多,制造厂生产任务繁重,加上新材料、新工艺、新技术的应用与开发,由此带来的各种各样的制造缺陷与隐患也不断增加,增大了电厂投产运行后金属部件的失效风险。随着火电机组基建期金属安装前检验工作力度的加大,发现了一系列重大设备缺陷,例如水冷壁管屏漏焊及鳍片裂纹、高温过热器管子内壁裂纹。同时,四大管道部分管件显微组织和硬度不符合标准要求、四大管道钢管端头存在分层缺陷、以国产钢管或次品钢管冒充进口钢管等问题不断出现。本着“关口前移、闭环控制”的原则,安装前检验一直在火电机组基建期质量控制中扮演着重要的角色。对受监金属设备质量进行监督,可避免出现常见性、多发性的质量问题,在机组运行前最大程度地消除安全隐患,提高锅炉、汽轮机和发电机各部件的可靠性和安全性。研究人员针对电厂基建期发现的问题进行了具体分析与探讨,总结得出基建期安装前检验工作的重点和方向。
1. 锅炉钢结构问题
对大板梁钢结构进行检验的过程中,发现底部翼板与加强板连接结构存在变形开裂问题,加强板与腹板连接的角焊缝存在聚集性气孔和裂纹缺陷(见图1)。改进措施为:切除钢结构变形较严重部位,对角焊缝中存在的聚集性气孔和裂纹缺陷进行打磨。由于缺陷深度较浅,因此对打磨后的部位进行圆滑过渡处理,以防止发生应力集中。
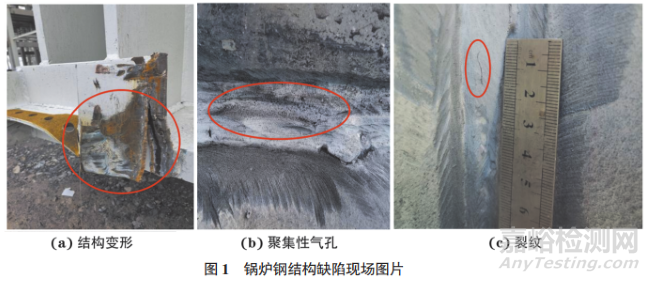
锅炉大板梁是锅炉本体的主要承重部件,对锅炉的安全运行起着举足轻重的作用。大板梁钢结构的变形是设备在装、卸车或运输过程中与其他坚硬物体磕碰形成的,变形开裂后的钢结构破坏了大板梁结构的完整性,存在极大的安全隐患。角焊缝处聚集性气孔的产生原因是:工件及焊丝表面的氧化膜、铁锈以及油污等在焊接过程中向熔池提供氢和氧,从而形成大量气体;焊缝熔池冷却速率较快,侵入的气体未能全部逸出,滞留在焊缝处形成气孔。在大板梁设备监造过程中,要严格规范制造厂的焊接工艺流程,防止热裂纹、冷裂纹的产生,同时从控制焊缝气体的产生(坡口和焊条按要求清理、选择扩散氢含量低的药芯焊条)和创造熔池中气体逸出的有利条件(焊前预热、适当增加焊接线能量)两个方面,消除焊缝中的聚集性气孔。
U和I的乘积越大或ν越小,熔池存在时间越长,熔池的结晶速率就会变缓,给熔池中的气泡逸出创造时机。
此外,在大板梁装、卸车以及运输过程中,要防止钢结构磕碰到坚硬物体而发生变形,最大程度地消除设备存在的安全隐患。
2. 受热面管屏问题
1.水冷壁弯管背弧面壁厚超差
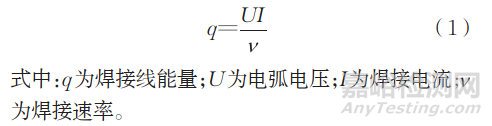
某水冷壁材料为12Cr1MoVG钢,规格为31.8mm×6.5mm(外径× 公称壁厚,下同),对其弯管背弧处进行壁厚检测,检测位置如图2所示。结果发现壁厚不满足制造厂受压元件强度计算书规定的水冷壁管公称壁厚负偏差为10%,即不得小于5.85mm,而实测20根管子中,有17根管子的壁厚小于5.85mm,检测结果如表1所示(W1~W20为检测弯头从炉右向炉左数编号)。电厂联系制造厂进行核实,制造厂给出的受压元件强度计算书表明:水冷壁管弯管背弧设计壁厚为5.36mm,成品最小需要壁
厚为3.68mm。由表1可知:实测厚度均大于设计壁厚和成品最小需要壁厚,满足设计要求。

水冷壁管的弯管由直管弯制而成,弯管工艺是一个复杂的弹性、塑性变形过程,弯管背弧受到拉应力作用发生拉伸变形,管壁变薄;内弧侧受到压应力作用发生压缩变形,管壁变厚,在弯制过程中无法避免弯头背弧壁厚减薄。因此,制造厂在加工有弯管部分的受热面管屏时,尤其是弯曲半径较大的,直管厚度应略大于公称壁厚,以保证弯制后减薄的弯管背弧壁厚满足设计要求。
2.水冷壁管机械损伤
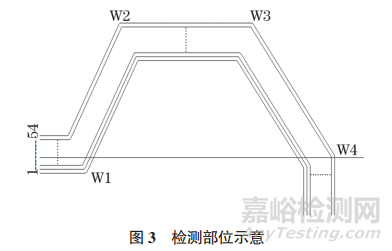
对某上部后墙水冷壁进行目视检测,管屏材料为12Cr1MoVG钢,规格为31.8mm×6.5mm。检测发现第19根管子W2处存在机械损伤。检测部位如图3所示,机械损伤现场图片如图4所示。由于该机械损伤深度较浅,因此采用打磨消除+圆滑过渡的方法处理缺陷,并对打磨处的壁厚重新进行测量,结果满足设计要求。

水冷壁管排的机械损伤是在运输、装卸及施工过程中造成的。随着投运后机组的启停和深度调峰,水冷壁管排处在交变应力的环境下,极易在机械损伤部位出现较高的应力集中,使得疲劳裂纹源优先在该区域产生。随着损伤程度的增加,应力集中系数更大,疲劳裂纹越易产生,疲劳寿命越短。因此,在电厂基建过程中要加强受热面管排在运输、装卸和施工过程中的管理,同时对安装前的受热面表面质量进行100%的目视检测,避免造成管排表面的损伤,及时发现设备缺陷,消除可能存在的安全隐患。
3. 集箱问题
1.高温过热器集箱接管局部凸起
对某高温过热器集箱进行目视检测,集箱本体材料为SA-335P91,规格为508mm×90mm,接管材料为SA-213T92,规格为54mm×8.5mm、45mm×7mm。发现第4屏管排第3根管子弯管位置存在局部凸起[ 见图5(a)、5(b)]。经硬度测试,发现凸
起处[ 见图5(c)位置1] 的硬度平均值约为255HB(高于DL/T 438—2016《火力发电厂金属技术监督规程》中对SA-213T92 母材硬度要求的上限值250HB),临近正常管[ 见图5(c)位置2] 母材硬度平均值约为215HB(符合标准要求),凸起处硬度高于临近正常管母材。对存在凸起的接管进行切除,并重新焊接+热处理。

现场对切除后的接管凸起处进行金相检验,采用盐酸三氯化铁溶液腐蚀后,未见明显熔合线痕迹,因此排除补焊造成硬度偏高,这是因为管子凸起形
变后发生加工硬化,造成该部位的硬度高于临近正常管母材。对于该类问题,要及时向制造厂反映,加强弯管制造过程中的工艺控制,对管子表面存在的异常情况要及时发现并处理。
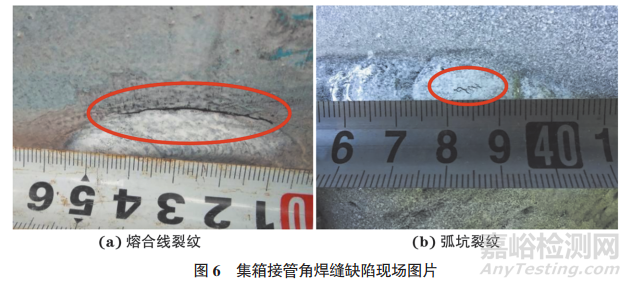
2.集箱接管角焊缝裂纹
对集箱吊耳、接管座以及连接管管座角焊缝进行磁粉检测,发现管座角焊缝处存在裂纹缺陷,该裂纹有两种,即角焊缝与集箱母材熔合线裂纹和角焊缝弧坑裂纹(见图6)。角焊缝处发现的熔合线裂纹以及弧坑裂纹均属于表面裂纹,裂纹深度不深,对裂纹打磨消除后进行圆滑过渡,若打磨深度较大,则应对打磨部位进行补焊处理,补焊后进行热处理。
角焊缝熔合线裂纹产生原因包括:(1)接管座角焊缝与集箱筒体母材熔合线处属于结构过渡区域,容易产生应力集中;(2)接管座与集箱筒体焊接前预热不到位,集箱筒体由于厚度较大,筒体预热不完全,在焊接完冷却过程中,焊缝与筒体的冷却速率不同引起热应力,在结构应力和热应力的双重作用下,角焊缝沿熔合线开裂。角焊缝处的弧坑裂纹是热裂纹的一种,是由于焊接完成后收弧过快,收弧处合金的冷却速率较快,产生较大的拉应力,从而形成裂纹。因此,在焊接角焊缝时,焊接速率和收弧不宜过快,应降低冷速,减小拉应力,避免弧坑裂纹的产生。
4. 锅炉范围内管道问题
1.主给水管道弯管硬度偏低
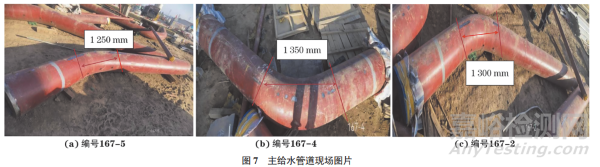
对某主给水管道进行硬度测试,管道材料为15NiCuMoNb5-6-4钢,规 格 为508mm×50mm,测试发现3 根管道(见图7)弯管位置母材硬度低于标准要求,平均硬度为150HB,直管位置母材的硬度符合要求。将三件主给水管道弯管运回制造厂,重新进行整体“正火+回火”热处理,硬度复检合格。
主给水管道是锅炉管系中压力较大的承压件,一般硬度低的材料强度较低,承受压力的能力变弱,为后期机组的安全稳定运行埋下隐患。主给水管道的弯管采用中频感应加热推制成型,具体的弯管温度为900~950℃(高于其铁素体开始转变为奥氏体的终了温度AC3:870℃),冷却方式为风冷。弯管在弯制过程中温度已超过钢材的AC3,弯管部分的晶粒有长大倾向,且存在较大内应力,为使得弯管的组织接近原材料供货状态并消除应力,必须对其进行“正火+ 回火”的后续恢复热处理。若制造厂在弯制过程中未采用风冷,会造成弯管部分的冷却速率变慢,结合15NiCuMoNb5-6-4钢的CCT(连续冷却转变)曲线可知,组织中会产生更多的先共析铁素体,造成整个管件仅弯管部分硬度偏低。此外,有些制造厂为了降低成本,不对弯制后的管件进行正火+回火或仅进行回火消应力热处理,最终使硬度不合格的管件进入基建现场。因此,在火电机组基建期的安装前检验中,要加强对管件弯管部分的硬度检验,及时发现存在的安全隐患。
2.导汽管弯管外弧面局部硬度偏低
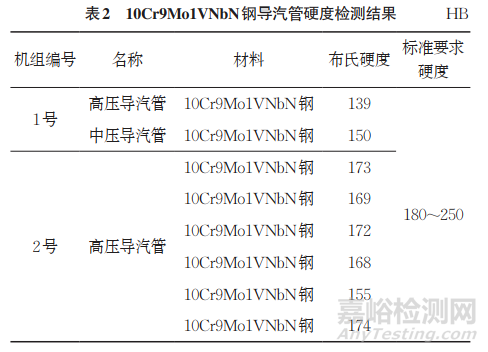
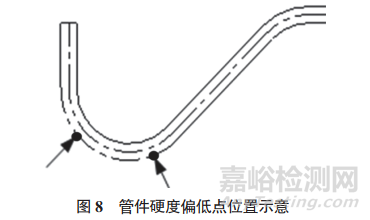
对12根规格为273mm×55mm的高压导汽管、7根规格为560mm×30mm的中压导汽管进行硬度测试,材料均为10Cr9Mo1VNbN钢。发现7根高导管、1根中导管存在局部母材硬度低于标准要求的问题,硬度测试结果如表2所示。按照标准DL/T 438—2016要求,材料为10Cr9Mo1VNbN钢的管件母材硬度应为180~250HB,现场测试硬度为139~174HB,最低硬度为139HB,严重低于标准要求。现场对每根管件进行网格式(100mm×100mm)硬度测试,发现管件硬度偏低点大部分位于弯头外弧面的两侧肩部(见图8),因此对新建机组管件进行硬度测试时,弯管外弧面两侧肩部位置为重点检测位置。要求管件制造厂对硬度低于标准要求的所有管件返厂,重新进行“正火+回火”恢复热处理,硬度复检合格。
相关文献对P91钢硬度偏低的问题进行了分析,得出P91钢管硬度偏低的主要原因是P91钢在制造加工过程中热处理工艺控制不当,过高的回火温度使P91钢形成铁素体、奥氏体及其碳化物的两相区,一部分马氏体分解生成铁素体相。在随后的冷却中,铁素体相保留,奥氏体转变为马氏体;形变后存在较大残余内应力的弯管或弯头在过高的回火温度、过长的回火时间促进下,发生马氏体向铁素体转变的再结晶过程;结合P91钢的CCT曲线可知,对于厚壁或尺寸较大的部件,部分位置正火时冷却速率过慢,导致先共析铁素体析出。
总之,铁素体的产生是导致P91钢软化的重要原因,现场对导汽管硬度偏低点的位置进行了金相检验,同样发现显微组织均为非正常回火马氏体,铁素
体含量超标,且硬度低的部位均位于形变量较大的弯管外弧面两侧肩部位置,存在的残余应力也较大,即较大的残余应力作为驱动力,在过高回火温度和过长回火时间的促进下,材料发生马氏体向铁素体转变的再结晶。软化后材料的抗拉强度和持久强度明显降低,文献中给出硬度为160HBW的P91钢室温力学性能下降,其中屈服强度为282.5MPa,远低于标准规定值(不小于415MPa)。高温持久强度比标准推荐值下降近50%,其安全性不能满足安全运行的要求,标准DL/T 438—2016 中规定P91钢管的硬度为180HB,是材料的最低要求,任何低于180HB的P91钢管将会给机组后期运行带来安全隐患。
3.主汽出口连接管焊缝硬度偏高
对主汽出口连接管焊缝进行硬度测试,管道材料为P92钢,规格为470mm×95mm。测试发现标高70m炉左侧主汽出口连接管焊缝正上方30mm×10mm (长度×宽度)范围内硬度高于DL/T 438—2016标准规定上限(硬度平均值为350HB),DL/T 438—2016 附录C规定P92钢焊缝硬度为185~270HB。DL/T 438—2016中规定:若焊缝硬度高于规定值,可再次进行回火,重新回火不宜超过3次。因此,现场对焊缝重新进行1次回火热处理,该焊缝仅正上方局部硬度高,在回火热处理过程中要特别注意热电偶的布置、保温温度和时间以及测温点的控制,以防止回火温度过高、时间过长导致焊缝(硬度正常部位)和靠近焊缝两侧的母材硬度低于标准规定。
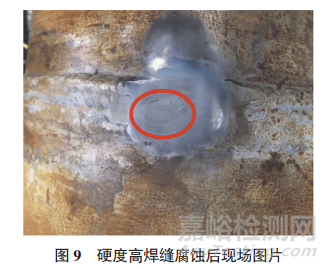
现场对焊缝硬度高的部位进行研磨抛光,并用盐酸三氯化铁溶液腐蚀,可见明显的熔合线痕迹 (见图9),怀疑是安装单位对焊缝进行了补焊,补焊后未进行回火热处理导致的。焊缝中存在未回火的脆硬马氏体,会使该处发生应力集中。后期电厂运行过程中,在机组启停以及深度调峰产生的交变应力作用下,极易在补焊区域的熔合线部位开裂。因此,在现场硬度测试时,在焊缝、钢管母材、弯头/ 弯管等管件母材的每个圆周截面上,应至少选择3个部位(尽可能在圆周四等分的位置)进行测试,防止材料硬度不均匀造成漏检。
4.低温过热器进口连接管焊缝裂纹
对低温过热器进口连接管焊缝进行磁粉检测,管道材料为12Cr1MoVG钢,规格为426mm×55mm。检测发现标高53m炉右侧低温过热器进口连接管焊缝H正上方偏炉后沿熔合线200mm范围内存在断续裂纹缺陷磁痕显示,裂纹最长为55mm。焊缝缺陷位置如图10所示。对焊缝熔合线处裂纹进行挖除,重新进行补焊+回火热处理,复检合格。

根据焊缝分布可知:检测位置为垂直段较长(接近20m)的底部弯头焊缝。该弯头两侧焊缝属于整个管系中应力最大位置,且低温过热器进口连接管由上至下焊接,位于底部的弯头焊缝在对口过程中存在较大的内应力,最终造成焊接后焊缝沿最薄弱的熔合线位置开裂。
5. 结论
(1)安装前检验中目视检测尤为重要,许多设备上的变形、开裂、气孔等缺陷都是通过目视检测发现的。因此在安装前检验的无损检测后,对于未检测部位,更重要的是进行目视检测,确保设备缺陷的检出率。
(2)在安装前的壁厚检验时,应加强对管件弯管背弧壁厚的检测,同时对小于名义厚度的设备要及时查阅受压元件强度校核计算书,明确对壁厚负偏差、设计壁厚和成品最小需要壁厚的要求,若发现厚度小于其成品最小需要壁厚时,要及时与电厂及制造厂沟通解决。
(3)在安装前检验的无损检测(磁粉、超声)时,应重点抽查结构应力较大的部位,例如:集箱的接管座角焊缝、垂直段较长的管系中底部弯头两侧焊缝等。
(4)安装前检验中,要在焊缝、钢管母材、弯头/弯管等管件母材的每个圆周截面上至少选择3个部位(尽可能在圆周四等分的位置)进行硬度测试。重点关注Cr元素质量分数为9%~12%的马氏体型耐热钢,以及其他温度和压力较高的管道和管屏,同时应加强对管件的弯管(起弧和终弧)部分、弯管外弧面两侧肩部位置硬度的检验,及时采用金相检验方法分析硬度异常产生的原因,有针对性地采取解决办法。

来源:理化检验物理分册