
嘉峪检测网 2025-06-17 14:50
导读:本文研究的SKD6模具钢锻件在初检过程中发现锻件存在内部缺陷,为了清楚缺陷属性,对带有缺陷的锻件进行了检验和分析研究。主要采用宏观、微观检测方法,结合生产实际与超声检测结果,明确白点分布位置,分析判断白点缺陷产生的原因。同时对带有白点缺陷的产品采取特殊的加热、锻造和热处理工艺,以消除锻件内部的白点缺陷,得到合格的锻件。这些工作为避免或减少白
近年来,随着全球制造业的产业升级换代,航空航天、汽车、火电、家电、石油化工等行业对钢材的品质要求越来越高。模具钢作为工业制造的基石,其性能和应用直接关系到制造业的发展水平和产品质量,其发展程度已经成为衡量国家制造业水平的重要标志。SKD6热作模具钢具有高淬透性、优异的耐磨性以及良好的抗热疲劳性能,是近年来使用较为广泛和最具代表性的热作模具钢之一。SKD6属于空淬硬化热作模具钢,适用于作铝、镁合金的压铸模具和热挤压模具,钢管穿孔顶头与轧制用芯棒,各种压力机锻造模具,也被用作耐热温度低于400~500℃ 工作温度的结构零件 。然而,SKD6热作模具钢白点敏感性强,在钢中氢含量较高的部位,在氢析压力和锻件内应力的联合作用下,当应力总和超过金属的断裂抗力时就会使亚显微裂口不断扩大以致破裂,产生极细内部裂纹,即白点缺陷。锻件中的白点不但降低其力学性能,而且在淬火冷却过程中组织应力与温度应力的叠加作用下导致白点裂纹扩展,严重时导致锻件整体开裂。白点裂纹缺陷已严重影响模具钢产品的质量、产量及效益,采取有效措施预防减少甚至彻底解决白点裂纹的产生对模具钢行业向高端、质量稳定方向发展有着重要的意义。
本文研究的SKD6模具钢锻件在初检过程中发现锻件存在内部缺陷,为了清楚缺陷属性,对带有缺陷的锻件进行了检验和分析研究。主要采用宏观、微观检测方法,结合生产实际与超声检测结果,明确白点分布位置,分析判断白点缺陷产生的原因。同时对带有白点缺陷的产品采取特殊的加热、锻造和热处理工艺,以消除锻件内部的白点缺陷,得到合格的锻件。这些工作为避免或减少白点缺陷的产生和挽救带白点缺陷的产品有着十分重要的意义。
PART 1缺陷定位与取样检测
SKD6模具钢化学成分见表1,其具体生产工艺为:电炉冶炼→精炼→真空脱气→铸锭→电渣重熔→高温扩散→加热→锻造→常规球化退火(含去氢)→初检→精加工→终检→包装入库。
表 1 SKD6 模具钢化学成分(质量分数,%)
Table 1 Chemical composition of SKD die steel (mass fraction, %)
|
C
|
Si | Mn | P | S | Cr | Mo | V |
| 0.32~0.42 | 0.8~1.20 | ≤0.50 | ≤0.030 | ≤0.020 | 4.5~5.50 | 1~1.50 | 0.3~0.50 |
SKD6模具钢锻件采用原料为同一炉号的16t电渣锭2支,锻件成品1、锻件成品2(简称锻件1、锻件2),规格均为540mm×940mm×3650mm,经两次镦粗和常规平砧拔长,锻造比为6.5。
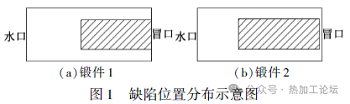
锻件经过热处理和精加工后进行超声检测,其反射波分布范围较大,且高度随着探头的移动,回波此起彼伏,大部分集中在锻件中间部位。缺陷位置分布示意图如图1所示,其中阴影部分代表缺陷群范围,锻件1缺陷范围是从冒口端起,长度方向0~1930mm,沿宽度和厚度方向大约600mm ×230mm的矩形范围内;锻件2缺陷范围是从冒口端起,长度方向180~2360mm,沿宽度和厚度方向大约560mm×215mm的矩形范围内。
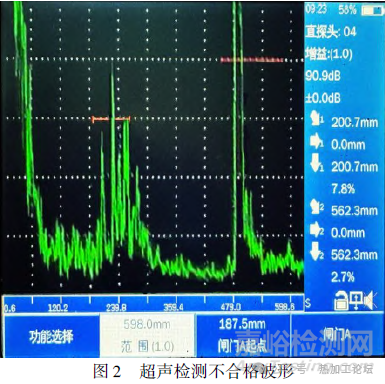
超声检测不合格波形如图2所示。根据超声检测情况,选取锻件1上具有代表性缺陷区域各取低倍、金相和冲击试样进行缺陷分析。
PART 2缺陷检验
2.1 低倍检验
对锻件1缺陷部位进行低倍试样取试,并对其进行粗铣、精铣、研磨、酸浸、酸洗、清水清洗并吹干,所得缺陷处酸洗低倍宏观形貌见图3。在低倍宏观形貌中,可明显看出存在一条锯齿形细长裂纹,长度约为1.5mm。经验证,其缺陷位置和长度与超声检测结果基本对应。结合GB/T 1979-2001《结构钢低倍组织缺陷评级图》规定和图片显示缺陷形态来看,可能是白点缺陷或其他类型裂纹。
2.2 高倍检验
取缺陷部分制备高倍试样,经高倍检验发现,裂纹长度分别约为1.5mm,裂纹穿过铁素体+球状珠光体组织,呈锯齿状,裂纹边缘没有氧化脱碳现象,可以确定裂纹是在热处理冷却后组织转变完成后产生,有氢致裂纹特征。
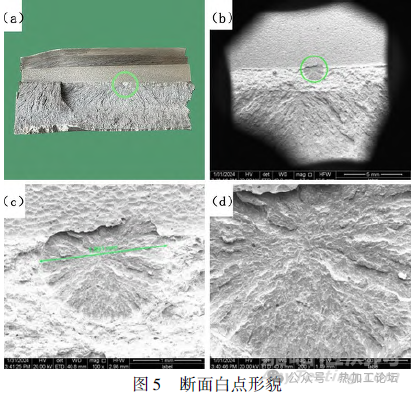
选取中心缺陷处制备冲击试样,试样尺寸为200mm×200mm×45mm,冲击断面宏观形貌见图5。断口试样断口发现存在椭圆形银白色斑点,如图5(a)(b)所示,进一步放大观察,椭圆形缺陷区位于冲击试样开槽口根部,断裂扩展路径逆指方向正好位于该区域,为断口的起始断裂源,最大直径约1.9mm,区域内具有放射状特征,如图5(c)(d)所示。起始源为圆形缺陷区的中心点,其上部因开槽加工已被破坏。
对缺陷及基体区域进行高倍数放大观察,具体微观形貌见图6。缺陷中心区域高倍数放大观察,表面呈“浮云状”形貌,具有自由表面特征,原始棱角已圆滑化,相对平整区域具有呈平行线的冲刷或划刻特征,如图6(a)(b)所示。扩展区存在明显的放射状形貌,具有“河流花样”形态,但原始撕裂棱已发生圆滑化,如图6(c)所示。基体断裂微观形貌为准解理+ 解理,属于脆性特征,如图6(d)所示。

根据分析结果可知,缺陷具有放射状特征形貌,其缺陷区性质为裂纹,在断口开裂前已在材料内部形成,结合其微观形态呈“浮云状” 特征分析,属于氢致白点裂纹。当工件内部氢含量过高或热处理扩氢不当时,在微孔隙类缺陷区聚集形成氢分子,封闭区域内氢气会产生很高的压力,微观形貌棱角圆滑化以及划刻特征即为氢压力作用的结果,当压力超过材料的断裂强度时,便以裂纹的形式释放。
PART 3白点缺陷成因讨论与预防措施
3.1 白点缺陷成因
白点缺陷在纵向端口所呈现的特征是近似圆形或椭圆形的银白色斑点,实际上是存在于钢中的片状裂纹群。通常认为,白点缺陷的形成,明显的组织应力是必要条件,如果在白点裂纹处不易发现夹杂,则夹杂等对白点的形成没有明显贡献。
有关白点的成因目前尚无一致的理论,存在着许多种假说。大多数观点都认为钢中白点产生主要是两个方面的共同作用,即氢气压力和组织应力。目前相对被广泛认可的理论是氢-应力理论,即在冶炼和浇铸的过程中,由于冶炼原辅料与环境气候的影响,导致氢气进入熔融态的钢水中。由于铸造状态下,铸钢或钢锭内部特别是心部存在相对严重的疏松、缩孔甚至裂纹等缺陷,这就使得有足够的空间容纳其中的氢气,也很难产生较高的氢压,这就是铸钢和钢锭内部很少出现白点缺陷的原因。但是,经过锻造、轧制或者挤压等热压力加工后,金属内部的空隙等缺陷得到焊合从而变得致密,这就为形成局部的高氢压提供了必要条件。在随后的冷却过程中,钢的组织由面心立方结构奥氏体转变为体心立方结构铁素体或珠光体等组织,可容纳氢的能力也随之减弱。当局部氢压超过材料的强度极限时,就会使基体形成微裂纹。
3.2 白点缺陷预防措施
根据白点的形成原因将从两个方面解决问题:一是对炼钢、浇铸生产过程各环节的原辅材料进行干燥,减少氢的带入,对于雨季等潮湿天气,更是要加强去除钢水中过饱和的氢;二是在工艺允许条件下,尽可能地提高锻造前高温扩散退火温度,延长高温退火时间,尽可能地去除钢中的部分氢;三是优化球化退火温度,增加去氢退火工艺,或者将球化退火温度与去氢退火温度相结合,以保证氢原子在合适的温度区间有足够的扩散时间,尽可能地去除钢中的氢。
PART 4白点锻件锻造工艺改进
综合锻件内部白点缺陷情况以及上述白点成因和预防措施,结合生产现场实际情况,对锻件2进行改锻,工艺如下:加热→第一次WHF法拔长→高温扩散保温加热→第二次WHF法拔长→起伏等温退火工艺(含去氢)。
4.1 改锻工艺思路
由超声检测结果可知,锻件2缺陷范围是从冒口端起,长度方向180mm ~2360mm,沿宽度和厚度方向大约560mm×215mm的矩形范围内。
所以针对白点缺陷均集中在心部范围内的情况,采用宽砧高温强压法(WHF法)锻造,此法锻造时锻件纵向心部受静水压力的作用,处于三向压应力状态,在高温条件下,特别有利于锻合、压实坯料心部的孔隙缺陷,也增大了锻件均匀化程度,减轻了偏析,也降低了白点的敏感性。
锻件经第一次锻造后,锻件心部白点裂纹得到一定程度愈合,氢气以过饱和状态固溶在锻件中,所以在两次锻造火次之间采取高温长时间保温的工艺,有利于氢气的扩散逸出。因为氢在奥氏体中的溶解度远大于在铁素体中的溶解度,所以当奥氏体转变为珠光体、索氏体及贝氏体时,由于氢溶解度急剧减小,非常有利于氢向外扩散。
利用奥氏体在转变为铁素体和珠光体时,氢的溶解度迅速下降的特点,将原来普通去氢退火工艺改为起伏等温退火工艺,氢扩散保温时间延长至原工艺的1.5倍,以便有充足时间保证氢的外逸。
4.2 改锻变形过程
(1)第一次WHF法拔长
锻件2投料规格为:525mm×930mm×2600mm(水口端起1050mm已切除),锻造时将原宽度方向作为成品的厚度方向,在高温状态下进行快速拔扁方锻造,锻后规格为:650mm ×510mm×3650mm。第一次WHF法拔长具体锻造工艺参数见表2。
表 2 第一次 WHF 法拔长锻造工艺参数
Table 2 The first WHF drawing forging process parameters
| 道次 | 1 | 3 | 5 |
|---|---|---|---|
| 锻后高度/mm | 740 | 620 | 500 |
| 进砧量/mm | 600 | 610 | 500 |
| 压下量/mm | 190 | 150 | 130 |
采用WHF法顺趟拔长,两砧之间的搭接量约为料宽的10%。沿长度方向锻打一道次后,翻转90°再沿长度方向锻打下一道次,每次翻转后尽量保证锻砧宽度中心线位置在上一道次两砧搭接位置附近,以弥补上一道次搭接位置心部锻造不实的不足。
(2)高温扩散保温加热
将锻件返回加热炉进行保温,保温时间按照厚度尺寸6h∕100mm执行。
(3)第二次WHF法拔长
具体操作方法同第一次WHF法拔长,锻后规格为720mm×220mm× 7100mm。第二次WHF法拔长锻造工艺参数见表3。
表 3 第二次 WHF 法拔长锻造工艺参数
Table 3 The second WHF drawing forging process parameters
| 道次 | 1 | 3 | 5 | 7 |
|---|---|---|---|---|
| 锻后高度/mm | 410 | 330 | 270 | 220 |
| 进砧量/mm | 400 | 330 | 280 | 220 |
| 压下量/mm | 100 | 90 | 70 | 60 |
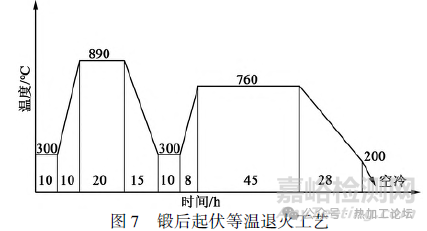
(4)锻后起伏等温退火工艺(含去氢)
锻后起伏等温退火工艺如图7所示。
4.3 结果验证
采用上述改进工艺后,扩氢退火后粗加工表面,经超声检测单个缺陷小于Φ2mm,内部白点缺陷消失。
PART 5结论
(1)根据断口缺陷区宏观形貌及微观形貌特征判断,缺陷性质为白点,为钢中局部氢含量过高以及内应力过大形成的内部裂纹。
(2)根据金相组织可以判断,裂纹是在热处理冷却后组织转变完成后产生。断口试样断口区域的椭圆形银白色斑点位于冲击试样开槽口根部,为断口的起始断裂源,区域内具有放射状特征。
(3)对有白点缺陷的产品进行改锻,采用WHF法一次锻造、锻中高温扩散加热、WHF法二次锻造以及改锻后起伏扩氢退火的联合工艺,可以消除内部白点缺陷,得到合格产品。

来源:Internet