
嘉峪检测网 2025-06-25 16:15
导读:本文中总结了不同种类钢中碳化物的析出温度、类型以及碳化物的形成机理,讨论了不同的改善方法及其对工模具钢中碳化物的影响效果,提出了目前对于工模具钢碳化物形成机理和控制方法仍需要继续探索和研究的问题。
工模具钢用于制作刃具、模具、量具等工具,具有高耐磨性、高淬透性、高抗弯强度,广泛应用于精密设备的生产加工。工模具钢在凝固过程中由于合金元素的偏析非常容易生成大尺寸的一次碳化物,碳化物的尺寸、数量、形貌、类型是影响其硬度、韧性、耐磨性等性能的关键因素。因此,研究工模具钢中的碳化物的类型与析出温度,形成机理及控制方法至关重要。深入研究形成机理及控制方法,可以找到减少合金元素偏析的途径,从而减少大尺寸碳化物的生成。
钢锭中心的共晶M7C3碳化物由大块颗粒和纤维状聚集组成,而钢锭边缘则主要为纤维颗粒和球状碳化物,而另一实验表明,高温高铬铸铁中的M7C3碳化物为六角形晶格,并生长为长棒状。这表明同一种类的碳化物在不同种类的钢中形貌表现出显著差异。同时,不同种类碳化物析出机理的研究也存在着一些争议,尽管普遍认为碳化物的形成机理与凝固过程中的元素偏析有关,但对于偏析的细节、不同合金元素的作用以及如何精确控制碳化物的形成等方面,还存在着不同的观点和研究结果,因此,有必要将工模具钢中常见的碳化物的形成机理与生长过程进行分析。
目前对于生产大尺寸钢锭的过程中元素偏析、分布不均和尺寸粗大等问题的控制方法分为两种:(1)添加稀土元素或微合金元素来影响碳化物形核从而改善碳化物形貌。(2)通过冶金工艺和后续处理来控制碳化物。尽管两种方法都可以对工模具钢中的碳化物进行有效地控制,但在实际应用上仍存在着一些问题与争议。稀土元素或微合金化对碳化物的调控作用机制尚不明确,稀土元素或微合金化元素添加量的确定也是一个挑战。此外,合理的冷却速度,合适的电磁搅拌成本问题,以及机械搅拌的转速,热加工及热处理工艺参数的设定都是目前需要解决的问题。
为了阐述和解决上述问题,本文中总结了不同种类钢中碳化物的析出温度、类型以及碳化物的形成机理,讨论了不同的改善方法及其对工模具钢中碳化物的影响效果,提出了目前对于工模具钢碳化物形成机理和控制方法仍需要继续探索和研究的问题。
1 碳化物的类型、析出温度
碳化物是指碳与电负性比它小的或者相近的元素(除氢外)所生成的二元化合物。在钢中,一部分碳元素进入基体起固溶强化作用,另一部分将与合金元素结合形成碳化物。工模具钢中碳化物的形成元素一般为过渡区元素,且其电子结构D层未填满程度强于铁,如Si、Al、Cu等几乎不会形成合金碳化物。钢中碳化物可细分为一次碳化物与二次碳化物两大类别,一次碳化物,亦称“初生碳化物”,主要由MC、M2C、M6C等类型构成。而二次碳化物则是在凝固过程结束后于冷却阶段从固相基体中逐渐析出的合金化合物,其种类更为丰富,涵盖了MC、M2C、M6C、M7C3、M23C6等多种形态。工模具钢中主要的碳化物类型及其结构如表1所列。
表 1 工模具钢中主要的碳化物类型及其结构特征
Table 1 Main carbide types and structural characteristics in tool steel and die steel
| 碳化物类型 | 晶格类型 | 碳化物结构 |
|---|---|---|
| MC[15-16] | 六方晶格 | 通常展现出简洁的面心立方晶格结构或紧密排列的六方晶格结构。主要的形貌包括颗粒状、长条状,部分呈片状,树枝状。如TIC、VC。 |
| M2C[17] | 正斜方晶格 | 简单六方点阵和密排六方点阵结构。一般呈片层状或羽毛状。 |
| M6C[18] | 立方晶格 | 呈现出一种独特的点阵结构,其晶体内部的金属原子与碳原子以复杂而精密的方式排列,构成了这一材料的独特性质。多数呈现为树枝、鱼骨状。 |
| M7C3[13] | 三角晶系 | 为复杂的六方晶体结构,主要形貌有颗粒状、块状、棒状以及网状,是高碳高铬钢中主要的合金碳化物。如Cr2C3。 |
| M23C6[19] | 立方晶格 | 为复杂的面心立方结构,在钢中多以二次碳化物形式存在。热加工论坛 |
在明确工模具钢中碳化物类型及结构的基础上,需进一步关注析出温度的差异。几种常见钢中碳化物的析出温度如表2所列。
表 2 不同钢中碳化物的析出温度
Table 2 Precipitation temperatures of carbide in different steel species
|
碳化物类型
|
Cr12MoV(铜[2]) | PM60高速钢[2] | H13热作模具钢[2] | |||||
| M₇C₃ | M₂₃C₆ | MC | M₆C | M₂₃C₆ | M₆C | MC | M₇C₃ | |
| 主要化学成分 | (Cr,Fe)₇C₃ | VC、NbC、TiC | Fe₃W₃C、Fe₃Mo₃C | (Cr,Fe)₂₃C₆ | (Mo,W)₂C | VC | Cr₂C₃ | |
| 开始析出温度/℃ | 1 263 | 708 | 1 438 | 1 249 | 1 060 | 830 | 1 130 | 1 050 |
由于工模具钢的成分复杂,不同的合金元素会与碳结合形成不同类型的碳化物。不同类型的碳化物在硬度、强度、韧性等方面发挥着不同的作用,高硬度的碳化物可以使工模具钢在使用过程中保持较好的形状和尺寸精度。细小且均匀分布的碳化物能够阻碍位错运动,增加钢的屈服强度。因此在后续的热加工、热处理过程中要根据碳化物的特性来制定工艺参数。
2 碳化物的形成机理
碳化物是决定工模具钢硬度和强度的关键因素之一,了解其形成机理有助于精确控制碳化物的类型、数量、尺寸和分布,从而使工模具钢获得所需的高硬度和高强度。通过研究碳化物的形成机理,可以优化材料的性能,控制合金元素的添加量以及熔炼温度、时间等参数,优化铸造工艺,为进一步优化工模具钢性能提供基础。
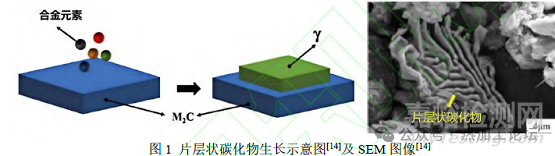
2.1 片层状碳化物的形成机理
片层状碳化物通常指具有层状结构的金属碳化物,金属和碳原子按一定比例排列。以M2C型碳化物为例,在钒质量分数较高或冷却速率较慢时容易形成片层状的M2C型碳化物。随着凝固的进行,奥氏体液相获得足够的形核驱动力,M2C开始形核并与奥氏体交替结晶,最终形成稳定的片层状共晶碳化物。这种交替结晶的过程虽然复杂,但最终形成的共晶碳化物具有优异的性能和稳定性的结构。片层状碳化物生长示意图如图1所示。
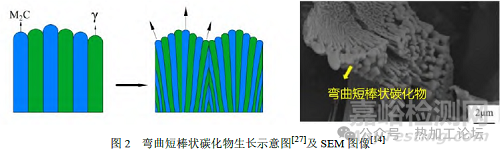
2.2 弯曲短棒状碳化物的形成机理
在凝固过程中,弯曲棒状碳化物的形成受竞相生长机制影响,界面前沿会形成溶质富集区,难以横向迁移,只能纵向扩散。快速冷却加剧界面前沿的成分过冷,促使奥氏体过度生长并引发界面失稳,改变碳化物生长状态。随着冷却速率增加,凝固过冷度增大,溶质元素扩散时间减少,奥氏体前沿的溶质元素富集,增加奥氏体成分过冷,推动奥氏体生长。例如,M2C因为缺少晶核长大所需要的溶质元素而使自身的生长受到限制,为了获得这些溶质元素,自身生长状态发生弯曲,最终形成弯曲短棒状碳化物,如图2所示。
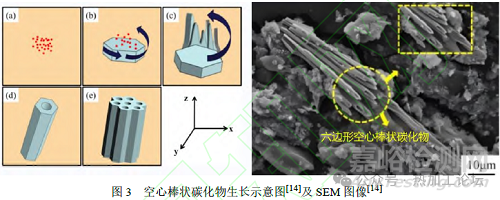
2.3 空心棒状碳化物的形成机理
典型的空心棒状碳化物是M7C3型碳化物,具有复杂的六方晶体结构,主要金属元素为Cr和Fe,易在含碳量高的钢中产生。定向凝固过程中,初生的M7C3碳化物展现出独特的中空六方结构。随着冷却速率的提升,这一结构逐渐转变为更规则的对称六方形态。且碳化物生长区域的端面可见台阶状沟壑,这些特征进一步丰富了M7C3碳化物的微观形貌。M7C3碳化物空心结构的形成是由于冷却速度加快时碳化物体积收缩,未充分发展的空洞被奥氏体填充所致。李磊基结合CALPHAD热力学数据库建立了Fe-Cr-C三元合金相场模型,所提出的相场方法可以很好的再现M7C3碳化物微观形貌的演变。空心棒状碳化物的生长过程如图3所示。
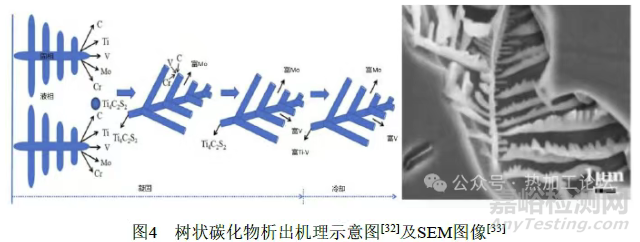
2.4 树状碳化物的形成机理
在部分高合金钢的凝固进程中,合金元素的介入引起了显著的成分过冷现象,较慢的扩散速率使碳化物倾向于树状形态的生长。随着凝固的进行,H13钢中一次碳化物析出并生长,Cr、Mo、Ti、V和C从固相转移到钢液中。在达到成核条件时,Ti、C和S沉淀形成Ti4C2S2,其随后发展成鱼骨状结构。随着温度的降低,富Mo碳化物开始独立或部分析出,以Ti4C2S2为形核核心。同时,富V碳化物以Al2O3夹杂物和Ti4C2S2为形核核心析出。在冷却过程结束时,Ti4C2S2相转化为富Ti-V的树状碳化物,见图4。
国内外学者对工模具钢碳化物形成机理的研究已初步取得成果。研究表明,钢的化学成分会影响钢中碳化物的形成。例如,CrWMn钢在冶金过程中碳化物偏析较严重,热加工时容易形成网状碳化物,导致韧性较差。Cr12MoV钢铸坯中主要为富铬富铁的M7C3型碳化物和M23C6型碳化物,前者中含有铬、铁、碳、钼等。还有研究表明,Cr含量较高的钢中M23C6碳化物的相对数量较多且形状较细。此外,加热温度和保温时间对碳化物的形成也有影响。在高温加热过程中,Cr12Mo1V1冷作模具钢的碳化物将发生溶解及形状的改变。随着加热温度升高,大颗粒碳化物含量逐渐减少,小颗粒碳化物含量逐渐增大,碳化物产生细化效果。
研究碳化物的形成机理对初生碳化物的特征控制具有重要意义,明确碳化物的形成机理以期通过冶金过程的调控来精确控制碳化物的特征。目前,相场模拟是阐明碳化物形成机理的有效手段,但其结果受到计算机能力、维数、元素的数量、凝固参数的缺乏等限制,需要结合物理实验明晰形成机理。采用模拟结果结合实验验证的手段,有望系统展示碳化物生长和粗化过程中微观组织的演变。
3 碳化物的控制方法
碳化物特征取决于固-液界面处的温度梯度、溶质元素浓度和冷却速度等凝固条件,即界面凝固条件决定了碳化物的生长机制和最终特征。在凝固前沿元素发生偏析会导致钢中出现液析碳化物,因此,在凝固过程中可以控制碳化物的生成、尺寸、数量及分布。国内外冶金学者调控工模具钢中碳化物的具体方法如下。
3.1 添加微合金化元素或孕育剂
微合金化元素的添加能有效地改善碳化物的尺寸和分布,提高力学性能。孕育处理是指在凝固过程中,向液态金属中添加少量其它物质,促进形核、抑制生长,达到细化晶粒的目的。
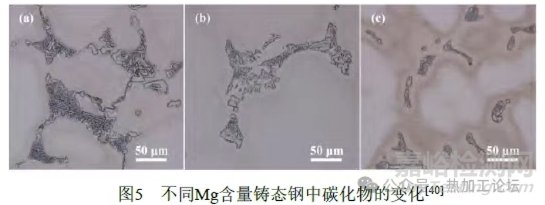
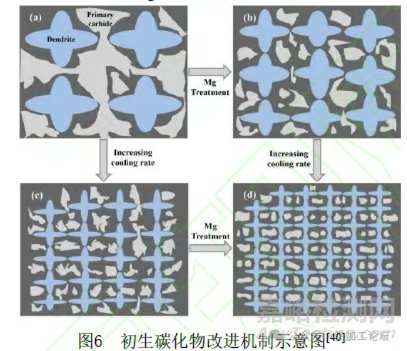
Nb作为对C具有极高亲和力的元素,已经在微合金化技术中得到广泛应用。迟宏宵提出Nb提高MC共晶碳化物的析出温度,还可以改变MC碳化物的类型。随着Nb含量的增加,MC碳化物数量增加,M7C3碳化物数量减少(见图5),含有4%V和1.5%Nb的合金在高转速下铸造具有最均匀的碳化物显微组织。Mg可以改变钢中碳化物形态,使其由条状转变为球状或近球状,细化退火态碳化物。Xu等将微量Mg添加到H13钢中发现在Al2O3·MgO尖晶石上形成了大量的初生碳化物,表明Mg有利于初生碳化物的异质形核。Gong等的研究表明随着Mg含量的增加,一次碳化物逐渐分散、尺寸减小、数量增加,Mg处理可以使初级碳化物得到有效细化和均匀分散,如图6所示。
钛是一种强碳化物形成元素,能有效地改善碳化物偏析,细化共晶碳化物,并且降低碳化物的体积分数。卢茂勇等提出添加Ti元素后,试验钢的MC型碳化物更细小,分布更密集,热稳定性更好。吴晓春及Yoshida提出Ti元素的添加增加了高温稳定性碳化物的数量,起到了细化奥氏体晶粒的作用,从而提高钢的高温性能。与单一碳化物相比,Ti、Mo复合碳化物(Ti,Mo)C可以保持纳米尺寸,热稳定性更优异。王永健等利用JMatPro软件模拟计算了添加不同Ti质量分数的H13钢碳化物控制情况,结果表明添加Ti质量分数在0.600%以下的H13Ti钢,淬回火后得到的碳化物细小,对H13Ti钢强度和硬度的提高有积极作用。
稀土元素可使模具钢的莱氏体及共晶碳化物形态更加圆润。吉宏斌指出在添加La后,42CrMo钢的力学性能有所提高,稀土钢塑性的提高得益于La对晶粒和碳化物的细化以及碳化物和基体界面柔韧性的提高。Fu等提出稀土Ce可以使高速钢中长条状的一次碳化物转变为短小的棒状碳化物。稀土变质处理可以改善一次碳化物的形貌,并细化一次碳化物。稀土元素可以降低H13钢中的一次碳化物偏析,Xu等研究了稀土调质后钢的显微组织和力学性能的变化,表明稀土有利于细化马氏体尺寸、球化碳化物、提高材料塑性。目前稀土对碳化物偏析改善的微合金化机理主要有以下三种:第一,稀土元素易在晶界偏析,改善晶界形核条件,促进了新相形核;第二,稀土夹杂物提供了一次碳化物异相形核的核心;第三,稀土元素降低了碳化物和基体之间的界面能。
通过添加微合金化元素或孕育剂的方法调控工模具钢中的碳化物已成为目前研究的热点,微合金化元素的添加能够有效地改善工模具钢的力学性能和耐磨性,主要通过固溶强化和析出强化的机制,促进细小且均匀的碳化物形成。但合金元素的加入量目前没有明确的标准,不同添加量会导致不同的结果。由于实验条件不相同,不同研究者提出的微合金化元素的最佳加入量临界值存在显著差异,这一方法仍处于实验研究阶段,由于效果的不稳定性,其可靠性还需要进一步验证。未来的研究应着重于合金元素的成分优化、新型合金元素的探索以及添加量的规范。目前,在已有文献的报道中,有关影响机制可归结为:
(1)稀土元素会在晶界处发生偏析现象,这一过程有效提升了过冷度,进而促进了新相的形核以及枝晶的搭桥效应,最终实现组织和碳化物的细化;
(2)添加稀土元素将促进稀土夹杂物的形成,这些新生成的稀土夹杂物作为凝固过程中的固相形核核心,有效地细化了凝固组织;
(3)添加稀土元素可以有效减少C、Cr、Mo、V 等的偏析现象,进而推迟一次碳化物的析出时间,实现一次碳化物结构优化的目标;
(4)添加稀土元素可以有效降低碳化物与基体间的各向异性界面能,促使条状碳化物逐步演变为点状结构。稀土元素在钢中的溶解度相对较低,精确控制这些元素在钢中的分布,以防止引发新的性能问题,是目前我们面临的主要挑战。同时,稀土元素在工模具钢中的长期稳定性和作用机制仍需进一步深入研究。
3.2 提高冷却速率
已有研究表明,在铸锭凝固过程中,提高冷却速率可以显著细化晶粒,改善碳化物尺寸和形貌、降低铸锭产生裂纹、缩孔等缺陷。Zhou和李闪闪等指出,提高冷却速率会明显改善碳化物的分布、尺寸以及形貌,达到细晶粒的目的。初伟等研究表明,提高冷却速率可以促使M42高速钢中的碳化物由层片状转变为棒状、粒状,改善偏析程度,均匀尺寸。鄢宇灿等提出提高液态金属凝固速率可以减少二次枝晶间距,减小合金原子的扩散速率,从减弱液相凝固过程中合金元素的聚集细化合金碳化物的尺寸。刘峻辰等的研究表明:冷却速率可以影响碳化物的生长时间、尺寸和数量,但不会影响碳化物的类型;同时。还提出D2冷作模具钢在热加工过程中碳化物的断裂与变形温度,变形量和应变速率的关系可表述为:

式中: 为锻造应变速率;R为气体常数,8.314J/(mol-1‧K-1);T 为温度,K Choudhary 等研究了钢水凝固过程冷却速率对夹杂物成分的影响,并利用测量软件和热力学软件拟合出冷却速率与碳化物内部网距的函数关系式为:
为锻造应变速率;R为气体常数,8.314J/(mol-1‧K-1);T 为温度,K Choudhary 等研究了钢水凝固过程冷却速率对夹杂物成分的影响,并利用测量软件和热力学软件拟合出冷却速率与碳化物内部网距的函数关系式为:

式中:Rc为冷却速率,K/s;C0 为钢中碳元素质量分数。
利用(IPP)图像软件测定了不同冷速下D2冷作模具钢中碳化物的相面积,得到碳化物相面积与体积占比随冷却速度变化关系,如图7所示。结果表明,当冷却速率为4℃/s 时,碳化物相面积增加趋势变缓,提高凝固过程的冷却速率可以增加基质中的相变驱动力,形核率的提高使得钢中奥氏体组织晶粒间距得到细化并抑制碳化物的增长,最终导致碳化物的尺寸减小、相面积增加,呈均匀弥散分布形态。

提高冷却速率可以细化碳化物颗粒,进而抑制碳化物在特定区域的聚集,达到提高材料的韧性和硬度的目的。在工模具钢凝固过程中,冷却速率的提高会增加过冷度,铸锭凝固所需时间逐渐缩短,同时铸锭内部二次枝晶间距也会减小。
随着冷却速率的提高,形核后碳化物的生长时间变短,最终会形成尺寸较小、数量较多且沿冷却方向均匀分布的碳化物形态。但过高的冷却速率容易导致钢材内部残余应力的积累,可能引发材料的变形或开裂,积累影响最终的尺寸精度和使用性能。为解决上述问题可以发展多段冷却技术,先进行快速冷却细化碳化物,随后在低温下进行缓慢冷却,通过精确调节冷却速率,可以实现碳化物颗粒度的细化和均匀分布,从而提高材料的力学性能、降低残余应力并增强耐磨性。
3.3 机械搅拌和电磁搅拌
在工模具钢的生产中,机械搅拌和电磁搅拌在工模具钢的生产中均能显著影响碳化物的析出行为。机械搅拌通过增强均匀性、细化碳化物颗粒以及改善气泡去除等方式,促进碳化物的均匀析出。电磁搅拌则通过非接触搅拌、提高流动性和调节相变行为等方式,进一步优化碳化物的分布和特性。邓南阳提出结晶器的旋转会导致金属熔池深度减低、两相区收窄,改善了凝固条件,减轻了元素偏析,使碳化物得到细化。Chumanov在电渣重熔过程中采用旋转电极的方法改善碳化物,使碳化物从层状和骨架形状转变为棒状。Chang 等提出低频重熔电渣锭中碳化物的形貌更为规则,颗粒圆度更高。刘海明等采用自制的电磁离心铸造机研究不同转速下碳化物的特征,结果表明电磁搅拌技术有助于改善碳化物的大小和分布。Li 和Fu 等采用电磁连铸以及电磁搅拌离心铸造法的方法制备出了高速钢复合轧辊的铸坯,铸坯内部的共晶碳化物尺寸细小,呈迷宫状,短条状和颗粒状。林鸿亮等运用热力学计算和实验室模拟冷却组织观察的方法研究了Mn13钢冷却过程中碳化物的析出行为,结果表明电磁搅拌工艺有助于改善Mn13钢铸坯中心偏析问题,减轻连铸过程中碳化物的析出。Ma 等为了研究静磁场在电渣重熔大型H13钢生产的优势,对H13钢的碳化物进行了分析。
结果表明,施加轴向静磁场后,碳化物的面积分数和尺寸减小,C、Mo、V 和Cr元素的偏析率降低。
综上所述,机械搅拌和电磁搅拌可以有效地改变碳化物分布及微观形貌,需要注意的是控制机械搅拌的转速,不合理的转速可能会造成碳化物粒子之间的碰撞和聚集,形成较大的团块,进而降低钢材的质量。电磁搅拌过程是在没有接触的情况下实现搅拌,可以准确控制搅拌的转速和时间,从而提高搅拌效率。但目前电磁搅拌技术的成本较高,设备维护难度较大,错误的搅拌方法还会造成钢锭径向成分不均匀,严重时出现环状偏析现象。未来可通过优化电磁设备的设计,采用新型的电磁材料和控制技术来降低成本,提高设备的可靠性和稳定性,结合热处理和热机械处理技术,进一步细化碳化物。着重于开发能够实现精准控制的搅拌装置,实现对局部区域碳化物的精准控制,改善关键部位的碳化物结构,提高钢的寿命和性能。
3.4 热加工及热处理
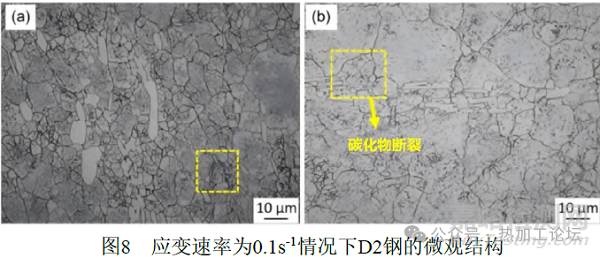
合理的热加工和热处理工艺可以有效调控工模具钢中的碳化物析出行为。热加工变形能够对高速钢的共晶莱氏体网格进行破碎和分解,达到减少疏松的目的,热处理则能直接改变工模具钢的组织和性能。在生产过程中,钢中部分尺寸粗大的共晶碳化物常采用锻造工艺来进行加工。其中,多向锻造对高合金马氏体钢中合金碳化物特征的调控效果明显,其采用控制加热温度、变形比、应变速度等手段,可将合金碳化物细化、分散,从而提升材料韧性。Liu等研究了热加工锻造过程中不同加热温度对碳化物的影响,实验结果表明,随着热加工温度的升高,碳化物断裂程度明显增加(见图8)。
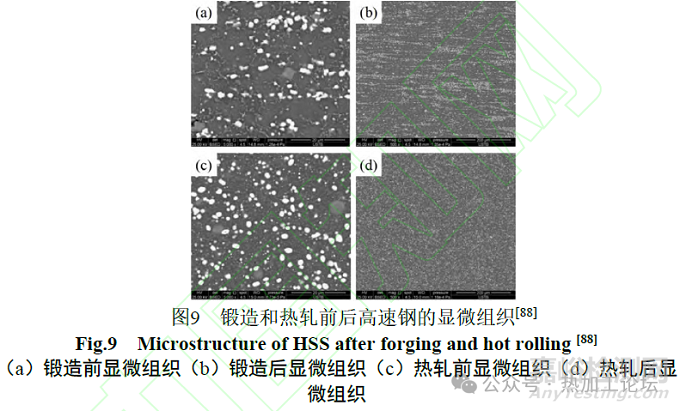
Liu等的研究表明,锻造可以使靠近晶界的碳化物网络被打破并沿一定方向分布,而热轧会使碳化物细化,锻造和热轧后的钢锭显微组织如图9所示。在热加工锻造过程中,最佳热变形温度的确定通常采用Gleeble模拟机和实验相结合的方式,通过分析调整工艺以获得均匀细小的碳化物。
合适的热处理可以改变碳化物的尺寸、数量和分布。在退火过程中,高速钢中M2C型碳化物也会发生分解,产物为M6C和MC。部分学者对比了M2高速钢在退火前后的显微结构变化,观察到M2C型碳化物在退火过程中溶解,退火后的高速钢组织中亚稳态M2C碳化物完全分解为M6C和MC碳化物。此外,淬火温度和淬火保温时间还会对碳化物分布、数量及形貌产生影响,进而影响热作模具钢的疲劳寿命。廖婷婷等的研究表明,经过高温回火,碳和合金元素会重新形成碳化物弥散并均匀析出,形成细小晶粒改善组织的韧性。杜思敏等对热作模具钢进行1025~1080℃的淬火处理,发现随着奥氏体化温度的升高碳化物会减少,元素分布更加均匀。Ning等的实验表明,回火后钢锭中心和1/2半径处的显微组织均匀程度不同,外表面附近的显微组织更加均匀,其实验结果如图10所示。
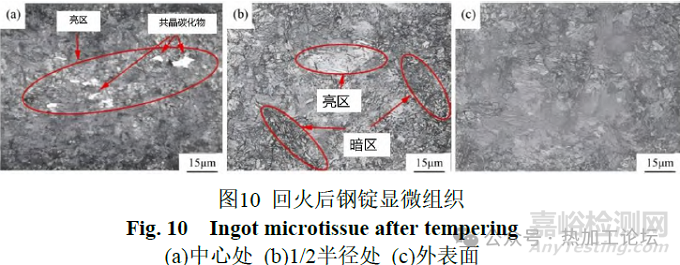
表3中列出了不同种类的钢经过热处理后的结果。
表3 热处理对不同钢种碳化物的影响
Table 3 Effect of heat treatment on carbides in different steels
| 钢种 | 热处理方法 | 加工后效果 |
|---|---|---|
| S316 模具钢 | 淬火 | 较高淬火温度下 M23C6 碳化物基本固溶于基体中[103] |
| Cr8 冷作模具钢 | 淬火+回火 | 共晶碳化物数量减少,尺寸减小[104] |
| 30Cr13 塑料模具钢 | 淬火 | 碳化物转变为颗粒状 M3C 型碳化物[105] |
| 4Cr5Mo2NiV 热作模具钢 | 淬火+回火 | 碳化物含量减少,形态转变为板条状,钢的硬度增大[106] |
| P20 模具钢 | 淬火+回火 | 回火过程不断析出弥散细小的碳化物,钢的硬度增大[107] |
| 3CrW8V 模具钢 | 正火+球化退火 | 碳化物的分布更加均匀,大大提高模具钢的综合力学性能[108] |
热加工以及热处理都是常用的控制钢中碳化物的方法。在热加工过程中,较大的变形量能够粗大的碳化物破碎,使其分布更加均匀,从而提升钢的韧性和强度。同时,合理的热加工温度和变形速率也助于碳化物的溶解和析出。在热加工过程,加工温度、变形速率和保温时间等参数若控制不当,容易导致钢性能的不稳定。热处理不仅可以优化钢中的碳化物分布,改善其机械性能,还能使碳化物分布更为均匀,使钢的耐磨性得以增强。但是,热处理过程控制不当会造成碳化物的偏析,进而影响到钢的质量。在当前工艺条件下,存在精确控制碳化物尺寸及形貌、实现热处理与热加工协同优化方面的不足,需研发有效的模拟与预测工具来解决这些问题。
4 结语与展望
碳化物对工模具钢的硬度、耐磨性和强度等性能起着关键作用,掌握碳化物的形成机理以及对碳化物的调控至关重要。
(1)工模具钢中主要碳化物类型:MC、M2C、M6C、M7C3、M23C6等,其析出温度因钢种和合金成分不同差异明显。
(2)采用微合金化、冷却速率调控、机械搅拌、电磁搅拌以及热加工与热处理等手段可以有效地控制碳化物的分布及形态。
(3)目前,相场模型和热力学计算已模拟出碳化物生长过程,高分辨率显微技术为机理研究提供了支持。
关于工模具钢中碳化物的研究仍存在一些亟待解决的问题:
(1)碳化物微观表征技术在分辨率、检测深度和对复杂结构的解析能力等方面均有一定的局限性,计算机模拟技术为碳化物形成过程与调控提供理论支持和预测能力,二者的紧密结合能帮助研究者更全面更深入地了解碳化物形成过程。
(2)解决微合金化元素的优化问题,明确元素的最佳添加量,进一步验证复合微合金化的热稳定性和工业应用效果。
(3)加强工艺参数的精准控制,阐明冷却速率与碳化物细化之间的平衡机制,系统性指导热加工和热处理的参数协同优化问题。
(4)目前,碳化物的动态形成过程研究中,现有的模型与实际工艺之间的匹配度尚不充分,仍需进一步研究突破。

来源:Internet