
嘉峪检测网 2025-07-07 20:47
导读:本指南适用于直接接触药品的包装橡胶密封件的生产管理、质量控制和橡胶密封件使用者质量审计。药品包装用橡胶密封件生产质量管理按照《药品生产质量管理规范》(2010 年修订)附录药包材的规定执行,本指南对药品包装用橡胶密封件的生产质量管理特殊要求进行相应的规定。
药品包装用橡胶密封件生产质量管理指南
1范围
本指南适用于直接接触药品的包装橡胶密封件的生产管理、质量控制和橡胶密封件使用者质量审计。药品包装用橡胶密封件生产质量管理按照《药品生产质量管理规范》(2010 年修订)附录药包材的规定执行,本指南对药品包装用橡胶密封件的生产质量管理特殊要求进行相应的规定。
2 规范性引用文件
下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
中国药典四部
国家药品监督管理局《药品生产质量管理规范》(2010修订)
《药品生产质量管理规范(2010年修订)》附录药包材
《药品生产质量管理规范(2010年修订)》附录无菌药品(征求意见稿)
《药品生产质量管理规范(2010年修订)》附录确认与验证
9623《药品包装用橡胶密封件指导原则》中华人民共和国药典2025年版
国家药包材标准(2015)
T/CNPPA 3005-2019 《药包材生产质量管理指南》
T/CNPPA3009-2020《药包材变更研究技术指南》
T/CNPPA3025-2023《药包材质量协议管理指南》
《上市药品包装变更等同性/可替代性及相容性研究指南》(T/CNPPA3019-2022)
T/CNPPA 30**-2025《输液容器生物负载和验证指南》
3 术语和定义
下列术语和定义适用于本文件,《药品生产质量管理规范(2010年修订)》附录药包材中的术语和定义均适用于本指南。
3.1配料dispensing
按既定配方规定的原辅料品种及重量,采用适当的衡器进行准确称量并放入规定容器的过程。
3.2炼胶mixing
将各种配合剂均匀分散在橡胶中,以形成一个以橡胶为介质或者橡胶与某些能和它相溶配合的组分的混合物为介质,以与橡胶不能相容的配合剂为分散相的多相分散体系的过程;简言之,就是用混炼设备将规定的配合剂、填充剂均匀地分散于橡胶中的过程。
3.3预成型 preforming
为了能够向硫化模具中填充材料时更容易、更均匀、更快地操作,预先把混炼胶裁断、称重的操作。
3.4硫化Molding
橡胶的线性大分子链通过化学交联而构成三维网状结构的化学变化过程;简言之,就是混炼胶填充至硫化模具在热的作用下、经过一定的时间在压力作用下变成橡胶密封件的过程。
3.5冲边trimming
把硫化好的胶片放入对应的冲切模具中在冲压机上进行的操作过程,目的是把硫化后的整片橡胶密封件变成单个橡胶密封件。
3.6清洗washing
用合适的清洗用水清除橡胶密封件表面异物的过程,该过程可以与硅化、烘干和冷却等过程进行整合。
3.7返工rework
重复部分生产过程。
3.8回料recyclablematerial
可再次使用的物料
3.9常规橡胶密封件 standardrubberclosures
仅进行初步清洗和硅化烘干的橡胶密封件,使用前仍需进行清洗和灭菌等处理、合格后方能使用。
3.10清洗待灭菌橡胶密封件 rubberclosuresreadytosteriize
使用前不需要清洗、仅需进行灭菌处理等操作的橡胶密封件。注:又称免洗待灭菌橡胶密封件
3.11待使用橡胶密封件 rubberclosuresreadyto use
使用前不需要任何处理可以直接使用的橡胶密封件。注:俗称免洗免灭菌橡胶密封件。
3.12外观(缺陷) cosmeticdefects
各工序段产生并体现于橡胶密封件成品的外观缺陷,含不可脱落污染物。
3.13洁净(度)cleanliness
橡胶密封件经漂洗后,可释放出的可见与不可见微粒,含可脱落污染物。
4 厂房和设施
4.1 总则
生产药品包装用橡胶密封件的厂房设施需经验证/确认合格后投入使用;应建立厂房设施的清洁、维护保养及必要的日常监测规程,确保厂房设施满足药品包装用橡胶密封件的生产需求。企业可根据厂房设施的清洁、维护保养及必要的日常监测等结果进行风险评估后制定再验证/确认周期。
4.2 厂区和厂房要求
4.2.1 应当根据厂房及生产防护措施综合考虑选址。企业应有整洁的生产环境,厂区的地面、路面及运输等不应对橡胶密封件的生产造成污染。厂房、设施的设计和安装应当能够有效防止昆虫或其它动物进入。
4.2.2 橡胶密封件生产、包装、检验和储存所用的厂房和设施应便于清洁、维修和保养,以保持良好的状态。洁净区的内表面(墙壁、天棚、地面和门窗)应当平整光滑、无裂缝、接口严密、无颗粒物脱落,避免积尘,便于有效清洁,必要时应当进行消毒。
4.2.3 橡胶密封件各生产工序应在相应环境区域中按工艺要求进行控制,其中:
1) 一般区:配料、炼胶、预成型。
2) 控制区:硫化、冲边生产区域为密闭空间,送风需经过滤,为防止交叉污染,可采用梯度设计。
3) D 级洁净区:清洗,属去污染区。
4) C 级洁净区:常规橡胶密封件的包装区域。
5) C级环境下的局部 A级送风:清洗待灭菌橡胶密封件内包装区域,属生物负荷、微粒控制区。湿热灭菌密封件暂存区。
4.2.4质量控制实验室
质量控制实验室通常应当与生产区分开。当生产操作不影响检验结果的准确性,且检验操作对生产也无不利影响时,中间控制实验室可设在生产区内。
4.2.5 仓储
仓储区域应保持清洁,根据物料、产品的贮存要求建立温湿度控制标准并定期监控。仓储区域应有足够的空间确保物料、成品的正确接收、贮存、发放,防止污染、交叉污染、混淆和差错。
4.3 设施
4.3.1 工艺用水系统
生产常规橡胶密封件应有纯化水制备系统,生产清洗待灭菌橡胶密封件及待使用橡胶密封件应有注射水制备系统。清洗待灭菌及免洗免灭菌橡胶密封件的最后一步清洗水应为注射用水。
4.3.2 压缩空气系统
压缩空气系统设计安装应符合国家现行的有关标准规定,满足生产需求。与橡胶密封件最终产品接触的压缩空气应经除油,除水及除菌。
5 设备
5.1 生产设备
生产设备一览表,见表 1。
表 1生产设备一览表
|
工序 |
生产设备 |
|
配料 |
配料设备,如切胶机、全自动(半自动)配料机 等 |
|
炼胶 |
炼胶设备,如密炼机、开炼机等 |
|
预成型 |
预成型设备,如压延机、挤出机等 |
|
硫化 |
硫化设备,如平板硫化机、注射成型硫化机等 |
|
冲边 (如有) |
冲边设备,如冲边机等 |
|
缺陷品识别 |
灯检、自动检查设备,如自动视觉检测机、金属 检测机等 |
|
清洗 |
清洗设备,如预洗装置、清洗烘干机 |
|
包装 |
自动包装机等 |
|
灭菌 (如有) |
灭菌设备,如湿热灭菌柜、辐射灭菌机等 |
5.2 设备管理
关键设备在投入使用前,需经过确认;使用过程中,根据风险评估结论制定再验证周期。橡胶密封件生产及检验设备仪器应做好相应的校准和检定。
5.3 模具管理
6 确认与验证
橡胶密封件硫化与冲边模具应编号进行分类管理,并根据模具材质的特点与工艺要求,进行全生命周期管理。
6.1 原则
6.1.1 企业应当确定需要进行的确认或验证工作,以证明有关操作的关键要素能够得到有效控制,如涉及可能改变橡胶密封件的功能性、安全性、密封性及无菌性的变更时。
6.1.2确认和验证的范围和程度应根据风险评估的结果确认。
6.1.3确认与验证应当贯穿于产品生命周期的全过程。
6.2 确认与验证管理
确认与验证的管理参照《药品生产质量管理规范(2010年修订)》附录确认与验证的要求进行。
7供应商及物料管理
7.1 供应商管理
橡胶密封件的物料变更或引入新物料时,应经过相应评估流程,建立合格供应商名单及质量档案。供应商的变更应履行变更程序,并进行必要的评估审计、验证。根据物料变更风险程度及评估结果, 采取必要措施,必要时告知客户并更新法规登记。
7.2 物料管理
7.2.1 橡胶密封件的物料包括橡胶、填充剂、硫化剂、着色剂、生产助剂、包装材料等。根据对产品质量影响的风险程度确立物料的管理等级。
7.2.2 入库接收:确认品名、数量、规格、批号等信息与要求一致。
7.2.3 储存管理
7.2.3.1 应根据物料的贮存条件、性质特征、管理要求进行分类储存。
7.2.3.2 不合格物料应有明显状态标识、独立区域或其他有效手段避免进入生产工序。
7.2.4 出库发放:确认质量状态,品名、数量、规格、批号、有效期等信息与要求一致,遵守先进先出和近效期先出的原则。
8 产品设计与开发
8.1 产品设计与开发策划
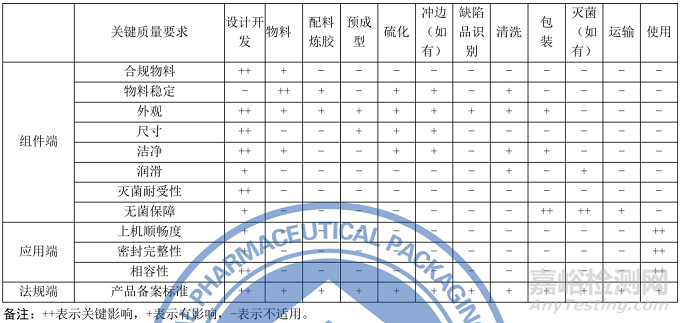
8.1.1 质量源于产品设计,体现于产品关键质量要求,详见附录 A药品包装用橡胶密封件生命周期各阶段与关键质量要求关联表。
8.1.2 应当建立橡胶密封件设计与开发部门,并配备足够的人员、设备与设施资源。
8.1.3 应当建立橡胶密封件开发管理规程,橡胶密封件开发的过程记录应当予以保存。橡胶密封件新规格、新工艺、新原辅料、新配方等设计与开发,应当明确工作流程、工作职责、工作标准、计划,并需评审、确认等管理要求。
8.1.4 橡胶密封件设计与开发完成时,设计开发部门应当向橡胶密封件生产部门、质量控制部门转移相关的产品开发技术标准、工艺规程、物料质量标准等相关技术文件,由质量部门会同相关部门对正式生产阶段的生产工艺规程、批生产记录、生产过程控制标准、质量标准进行审核。
8.2 产品设计与开发确认、验证与评审
8.2.1 根据确认或验证的对象制定确认或验证方案,经审核、批准。确认或验证工作完成后,形成验证报告,经审核、批准。确认或验证的结果和结论(包括评价和建议)应有记录并存档。
8.2.2 在橡胶密封件产品设计与开发不同阶段的评审内容,应当包括以下内容:
a) 产品的质量特性满足预定的产品质量标准;
b) 产品的生产工艺、操作方法、质量标准与检测方法的有效性、适宜性;
c) 设计与开发阶段中出现的变更措施实效性;
d) 是否需要进行改进及相应措施等内容。
9生产管理
9.1 批次划分、批号制订及批生产记录
9.1.1 应当建立划分产品生产批次的操作规程,生产批次的划分应当能够确保同一批次产品质量和特性的均一性。
9.1.2 应当建立编制橡胶密封件批号和确定生产日期的操作规程。每批产品均应当编制唯一的批号。
9.1.3 橡胶密封件是连续化规模生产,其产品和工艺具有多样性和连续性,其批次划分可能会有多种方式。橡胶密封件批次划分可按照同一配方,同一规格,同一工艺在连续生产周期中生产出来的一定数量的橡胶密封件为一批,提供给客户的一个商业批可由一个或多个生产批组成。可采用亚批,所有批及亚批可追溯。
9.1.4 批量:按照分批原则,连续生产时间段内生产的产品数量。
9.1.5 每批产品均应当有相应的批生产记录,可追溯该批产品的生产历史以及与该批产品质量有关的情况。
9.2 物料传递管理
进入配料区的原辅料,应确保外包装无可掉杂质、污染物,必要时应脱外包装后进入车间。进入洁净区的物料,应脱去外包装,不能脱外包装的物料,应进行清洁或消毒后通过传递窗进入洁净生产区。
9.3 生产过程
9.3.1 配料
按照配方规定的原辅料品种及用量,采用适当的衡器进行称量,按先后顺序放入规定容器中。为防止原辅料受潮,开袋原辅料及时封口;所配的物料及时炼胶。
9.3.2 炼胶
将称量好的各种物料按照工艺要求的顺序,在密炼机内进行混合,控制时间、压力、温度,将混合后的混炼胶通过开炼机开炼,进一步将物料分散均匀,保证混炼胶质量的均一性。
9.3.3 预成型
混炼胶经挤出、冷却、压片,,依据橡胶密封件规格及相应的硫化模具制成定长、定宽、定重的胶片。预成型胶片要求平整、无破损等,裁切的胶片进行物理隔开。注:适用于模压硫化成型。
9.3.4 硫化
9.3.4.1将加工好的预成型胶片,放入已设定好时间、温度、压力的硫化设备中进行硫化。硫化首模橡胶密封件需确认(主要确认首模硫化胶片的外观、冠厚尺寸)。
9.3.4.2 橡胶密封件成型工艺分类见表 2。
表 2橡胶密封件成型工艺分类
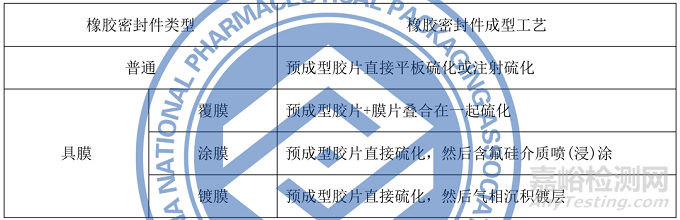
9.3.4.3 以上产品使用的工艺介质均需经评估。涂膜、镀膜主要起润滑作用。
9.3.5 冲边
9.3.5.1 硫化好的胶片,进行冲边处理,必要时涂抹冲边润滑剂,除去废边,形成单个橡胶密封件。
9.3.5.2 首模冲切前需对冲边模具进行清洁处理,避免冲边橡胶密封件交叉污染。
9.3.6 清洗、包装
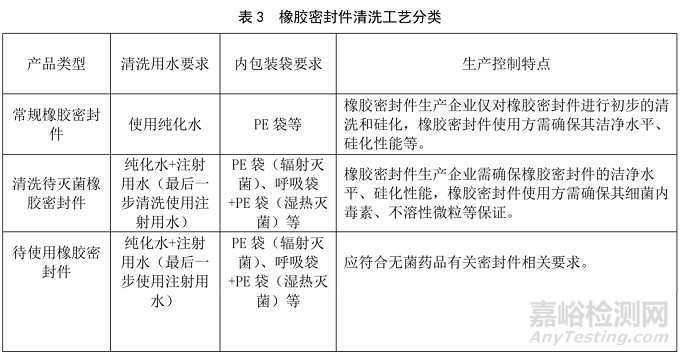
9.3.6.1将一定量的待清洗橡胶密封件装入清洗设备,通过工艺用水(如纯化水)和添加清洗剂(必要时),使橡胶密封件满足客户使用要求。9.3.6.2 橡胶密封件清洗工艺分类见表 3。
表 3橡胶密封件清洗工艺分类
9.3.7 待使用橡胶密封件要求
9.3.7.1 待使用灭菌橡胶密封件应符合无菌药品有关密封件相关要求并按规定执行。
9.3.7.1 应建立灭菌的验证文件,灭菌验证结果应记录并保存。
9.3.7.2 待使用灭菌橡胶密封件,应确保灭菌过程符合要求。
9.3.7.3 应对每批待使用橡胶密封件所用的灭菌过程参数进行记录并保存,以便追溯。
9.3.7.4 待使用橡胶密封件的包装应清洁、无破损,运输中应防止污染、损坏。9.4工艺规程
9.4.1 建立相应的生产工艺规程。应根据风险评估结论制定再验证周期。
9.4.2 橡胶密封件生产和包装均应按照批准的工艺规程和操作规程进行操作并有相关记录,以确保橡胶密封件达到规定的质量标准,并符合药包材登记备案要求。
9.4.3 工艺规程的内容至少应当包括:
A. 产品配方:产品名称或代码;
B. 生产操作要求:
对配料、炼胶、预成型、硫化、冲边、清洗(包括清洗剂、硅油)、包装等工序、试剂和所用关键设备的信息;
主要生产步骤和工艺参数信息(如物料的核对、预处理、加入物料的顺序、时间、温度;清洗过程转速、清洗温度、清洗剂种类和用量、硅油种类和用量、干燥时间和温度等);
中间控制方法及标准;
包装产品的贮存要求,包括外包装、标签及特殊贮存条件。
9.5 生产过程控制
关键工序主要控制项目,见表 4。
表 4关键工序描述及主要控制项目一览表

9.6 回料
硫化后半成品、冲边后封模边料不得作为回料再次使用;未硫化半成品可作为回料且需建立回料使用管理制度。
9.7 不合格品管理
应当建立不合格品控制程序,不合格的原材料、半成品、成品应得到控制。
9.8 待使用橡胶密封件的生产质量管理要求
9.8.1 基本要求
9.8.1.1待使用橡胶密封件的生产须满足其质量和预定用途的要求,应当最大限度降低微生物、微粒和细菌内毒素/热原的污染,并遵循以下要求:
(一)待使用橡胶密封件的生产必须严格按照经验证的方法及规程进行,以保障产品的无菌性。无菌药品生产用厂房、设施、设备应当经过确认或验证,并保持持续的验证状态。
应当考虑使用适当的技术(如限制进入屏障系统(RABS)、隔离器、机器人系统),以加强对产品的保护,使其免受人员、物料和周围环境等潜在的微生物、微粒和细菌内毒素/热原的外来污染源的影响,并考虑使用快速/替代方法和连续监测系统,以快速检测环境和产品中的潜在污染物。
(二)人员应当具备足够的资质和经验,经过培训,掌握行为规范,并在生产、包装和发运过程中重点关注待使用橡胶密封件的保护。
(三)应当对物料进行充分的控制和检验,确保其微生物负荷和细菌内毒素/热原水平适合其预定用途。
(四)产品的无菌或其他质量特性绝不能仅依赖于任何形式的最终处理或成品检验(包括无菌检查)。
9.8.1.2应当按照质量风险管理的原则对工艺、设备、设施和生产活动进行管理,从而主动识别、科学评估和控制潜在质量风险,以确保产品免受微生物、微粒和细菌内毒素/热原污染。
9.8.1.3企业应当建立污染控制策略(CCS),确定所有关键控制点,并评估待使用胶塞密封件质量管理、风险控制以及监测措施的有效性。CCS 的综合策略应当能够建立有效的污染预防保障措施。 CCS 应当经过审核并适时更新,以持续改进生产和控制方法,其有效性应当定期评估。现有控制系统如有效并受控,可以不作替换,但应当纳入 CCS 中,并阐明各系统的相互关联关系。
9.8.1.4降低微生物、微粒和细菌内毒素/热原等污染风险所采取的控制措施通常包括一系列相互关联的活动,可分别进行评估、控制和监测,但应当综合考虑其整体有效性。
9.8.1.5 应当根据充分的技术和工艺知识制定 CCS,CCS中考虑的要素应当至少包括:
(一)厂房和工艺的设计。
(二)设施和设备。
(三)人员。
(四)公用系统。
(五)原辅料控制(包含过程控制)。
(六)产品容器和密封系统。
(七)供应商的批准(关键物料和关键服务的供应商,包括提供组件和一次性使用系统(SUS)灭菌等服务的供应商)。
(八)委托活动(如委托灭菌服务)的管理及沟通。
(九)工艺相关的风险管理。
(十)工艺验证。
(十一)灭菌工艺验证。
(十二)预防性维护。
(十三)清洁和消毒。
(十四)监测系统。
(十五)纠正措施和预防措施。
(十六)基于上述信息的持续改进。
9.8.1.6制定 CCS 应当全面考虑,并持续更新和定期回顾,必要时应当对质量体系进行更新。现有体系如发生变更,应当在变更执行前后评估其对 CCS 的影响。
10变更控制
10.1 产品开发阶段变更控制
当设计和开发阶段后发生变更时,在执行变更时应对受影响的生产与质量管理文件进行评审和修改
10.2 产品上市后变更控制
当用于上市药品橡胶密封件后发生变更时,应参照《药包材变更研究技术指南》T/CNPPA 3009及相关的法规指南开展相关研究,风险识别及评估,根据评估结论按照法规要求上报。根据《药品生产质量管理规范(2010 年修订)》附录药包材要求通知用户,必要时按照质量协议要求确定实施时间及开展质量审计。
附录A
(资料性)
药品包装用橡胶密封件生命周期各阶段与关键质量要求关联表
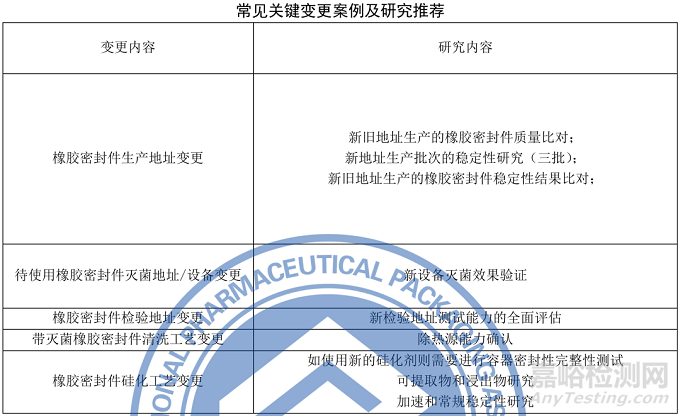
附录B
(资料性)
常见关键变更案例及研究推荐

来源:Internet